Изобретение относится к сварке и может быть использовано для наплавки твердыми сплавами больших поверхностей изделий, работающих в условиях абразивного износа.
Целью изобретения является повышение производительности и качества наплавки.
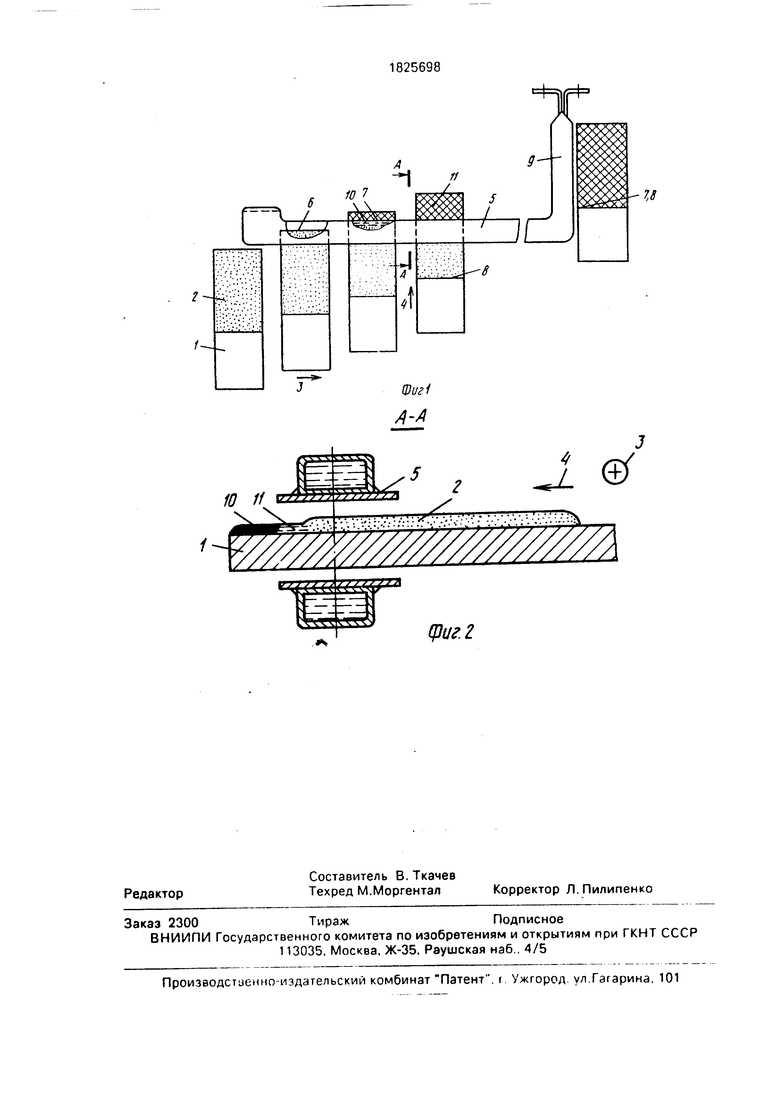
На фиг. 1 приведена схема предлагаемого способа индукционной наплавки; на фиг. 2 - разрез А-А на фиг. 1.
На упрочняемое изделие 1 наносят слой порошковой шихты 2 и перемещают одновременно в направлениях параллельно 3 и перпендикулярно 4 токопроводу 5 индуктора. Начало рабочей зоны 6 изделия 1, попадая в электромагнитное поле токопровода 5, нагревается и происходит оплавление слоя шихты 2. Изделие перемещают перпендикулярно токопроводу индуктора так, что граница зоны плавления находится на выходе из электромагнитного поля и достигает границы 8 насыпки шихты на выходе изделия из поперечных ветвей 9 тскопровода 5. Перемещенный из индуктора участок 10 распла- ва 11 кристаллизируется
Процесс продолжается непрерывно на следующих друг за другом изделиях со скоростными, при которых граница 7 плавления достигает границы 8 насыпки шихты при выходе изделия из индуктора.
Пример. Производилась наплавка лицевой части носков лемехов ЛДО-1 по способу-прототипу и предлагаемому техническому решению. Материал исходной заготовки лемеха - ст.65Г. Наплавляемый материал - шихта сплава ПГ-УС25 ГОСТ 21448-75. Габариты наплавляемой зоны 180x155 мм, толщина слоя 2 мм. Наплав- ка производилась на установке ВЧГЗ- 160/0,066. По предлагаемому способу использовался одновитковый плоскопетлевой индуктор общей длиной токопровода 1650 мм, по способу-прототипу трехвитко- вый индуктор общей длиной токопровода 1620 мм, из которых активная часть составляла 900 мм. В обоих случаях ширина ветвей 40 мм, зазор между ними 35 мм, перемещение производилось в специальном приспособлении с постоянной скоростью, обеспечивающей полное расплавление шихты на выходе зоны наплавки из индукто(Л
С
00 ND СЛ
Os
О 00
pa. По способу-прототипу включение нагре- оа производилось при вхождении зоны упрочнения в индуктор и после расплавления всей зоны выключался нагрев и обратным движением лемех выводился из индуктора. По предлагаемому способу перемещение производилось одновременно вдоль и поперек индуктора при отношении скоростей перемещения деталей относительно индуктора, равном отношению длины индуктора 1650:2 мм к протяженности зоны
1650
наплавки 155 мм, т.е.
,32. При
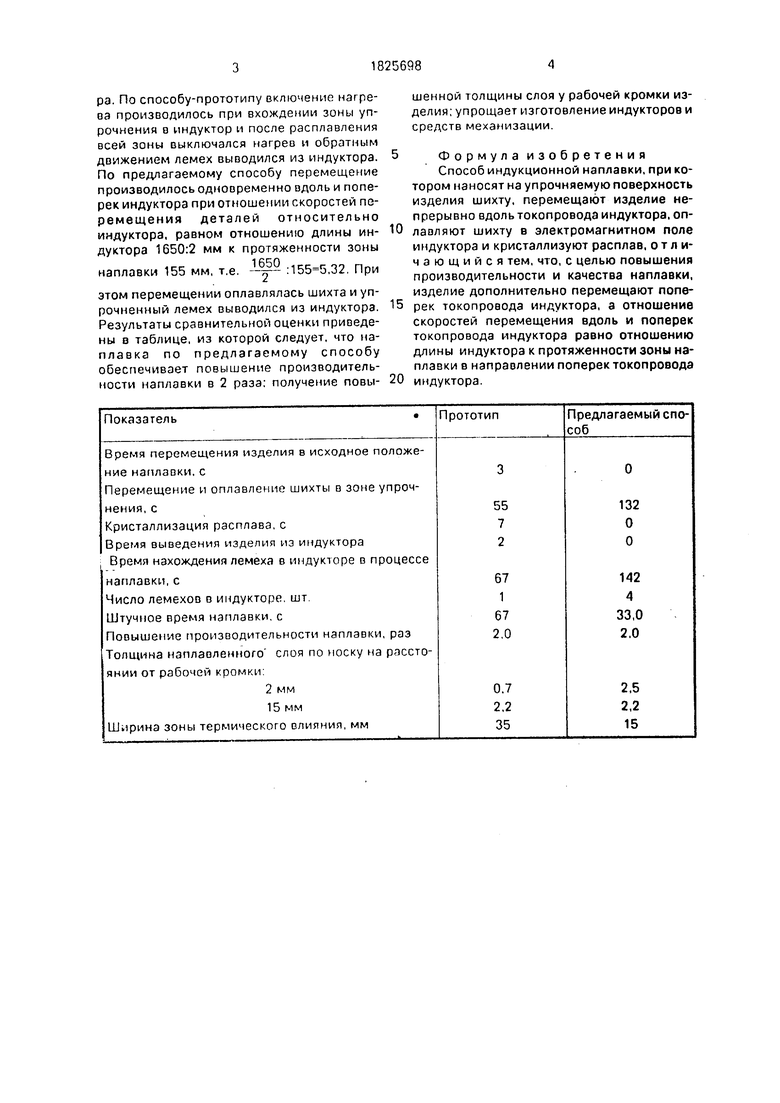
этом перемещении оплавлялась шихта и упрочненный лемех выводился из индуктора. Результаты сравнительной оценки приведены в таблице, из которой следует, что наплавка по предлагаемому способу обеспечивает повышение производительности наплавки в 2 раза: получение повы0
5
0
шенной толщины слоя у рабочей кромки изделия; упрощает изготовление индукторов и средств механизации.
Формула изобретения Способ индукционной наплавки, при котором наносят на упрочняемую поверхность изделия шихту, перемещают изделие непрерывно вдоль токопровода индуктора, оплавляют шихту в электромагнитном поле индуктора и кристаллизуют расплав, отличающийся тем, что, с целью повышения производительности и качества наплавки, изделие дополнительно перемещают поперек токопровода индуктора, а отношение скоростей перемещения вдоль и поперек токопровода индуктора равно отношению длины индуктора к протяженности зоны наплавки в направлении поперек токопровода индуктора.
к 1°7 5ЧЛ
А -
П
5
га
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ индукционной наплавки | 1987 |
|
SU1465218A1 |
| Способ односторонней непрерывно-последовательной индукционной наплавки | 1990 |
|
SU1815078A1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ СТАЛЬНОЙ ДЕТАЛИ | 2007 |
|
RU2338625C1 |
| Способ индукционной наплавки магнитных сплавов на основе железа и индукционно-канальная печь для индукционной наплавки магнитных сплавов на основе железа | 2021 |
|
RU2791023C1 |
| СПОСОБ ОДНОСТОРОННЕЙ НЕПРЕРЫВНО-ПОСЛЕДОВАТЕЛЬНОЙ ИНДУКЦИОННО-МЕТАЛЛУРГИЧЕСКОЙ НАПЛАВКИ | 1996 |
|
RU2110361C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2133661C1 |
| Способ индукционной наплавки | 1987 |
|
SU1461607A1 |
| Способ индукционной наплавки | 1985 |
|
SU1324801A1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ ТОНКОСТЕННЫХ ИЗДЕЛИЙ | 2001 |
|
RU2214322C2 |
| ПОЛУАВТОМАТ ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 2003 |
|
RU2250812C1 |
Использование: при индукционной наплавке твердыми сплавами изделий с увеличенной шириной зоны наплавки. Изделие перемещают одновременно вдоль и поперек индуктора. Соотношение скоростей перемещения равно отношению длины индуктора к протяженности зоны наплавки. 2 ил., 1 табл.
(Риг. 2
| Ткачев В.Н | |||
| и др | |||
| Индукционная наплавка твердых сплавов | |||
| М.: Машиностроение, 1970 | |||
| с | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
