Изобретение относится к области упрочнения рабочих органов, работающих в условиях интенсивного изнашивания, и может быть использовано в сельхозмашиностроении, горнодобывающей промышленности, дорожном строительстве, ремонте техники.
Известен способ индукционной наплавки, включающий нанесение на упрочняемую поверхность заготовки (детали) ровным слоем наплавочной шихты, состоящей из твердого сплава и флюса, затем участок с шихтой помещают в индуктор высокочастотного нагрева, после его включения электромагнитное поле, передаваемое через индуктор, нагревает поверхность детали, тепло передается шихте, которая расплавляется. Расплав затвердевает, образуя наплавленный слой заданной толщины [Индукционная наплавка износостойких сплавов: сборник статей / Под общ. ред. Ткачева В.Н. - Ростов-на Дону: ОНТИ, 1963, с. 41-42].
Известен также способ изготовления почвообрабатывающей лапы [Пат. РФ 2397849], где в глухие полости V-образной и U-образной формы насыпается наплавочная шихта и осуществляется наплавка износостойким высоколегированным хромистым чугуном марок ПГ-УС25, ПГ-С27, ПС-14-60, ПС-14-80 и др.
Недостатком этих способов является то, что при индукционной наплавке в наплавляемом износостойком слое образуется нежелательная доэвтектическая структура, которая имеет меньшую износостойкость на 40-47%, чем исходный наплавляемый материал.
Известна также наплавочная шихта для индукционной наплавки в разделку кромок высоколегированным белым чугуном деталей сельхозмашин [Иванайский В.В. и др. Индукционная наплавка в разделку кромок высоколегированным белым чугуном деталей сельхозмашин // Сварочное производство. - 2012. - №1. - С. 42-44], содержащая, мас. %: 85 твердого сплава и 15 флюса П-0,66.
Недостатком известной шихты является то, что при наплавке глухих полостей на расстоянии 2/3 от границ полости вглубь наплавляемого слоя образуются нежелательные структуры с пониженными износостойкими свойствами.
Задачей настоящего изобретения является повышение износостойкости покрытий из высоколегированного хромистого чугуна, наплавляемых на упрочняемую поверхность стальных деталей, содержащих глухие полости.
Настоящая задача решается тем, что в способе упрочнения поверхности стальной детали содержащей глухие полости, включающем нанесение на поверхности детали наплавочной шихты и нагрев токами высокой частоты, перед нанесением наплавочной шихты глухие отверстия сначала заполняют специальной шихтой, содержащей 25-35% карбида бора, 20-15% флюса и 50-60% высоколегированного хромистого чугуна на глубину 1/3-1/2 толщины наплавляемого слоя.
Техническим результатом изобретения является повышение срока службы деталей путем подавления образования нежелательных структур при индукционной наплавке высоколегированных хромистых чугунов.
Сущность предлагаемого изобретения заключается в одновременной наплавке двух составов шихты (специальной и основной), образующих наплавочные слои с максимальной износостойкостью. Нижний слой специальной шихты содержит в своем составе высокий процент износостойкого компонента (карбид бора), легирует расплав основного металла, образующийся в глухой полости, и частично диффундирует в основной металл. Кроме того, углерод, имеющийся в карбиде бора, также участвует в подавлении нежелательных доэвтектических структур в верхнем слое основной шихты.
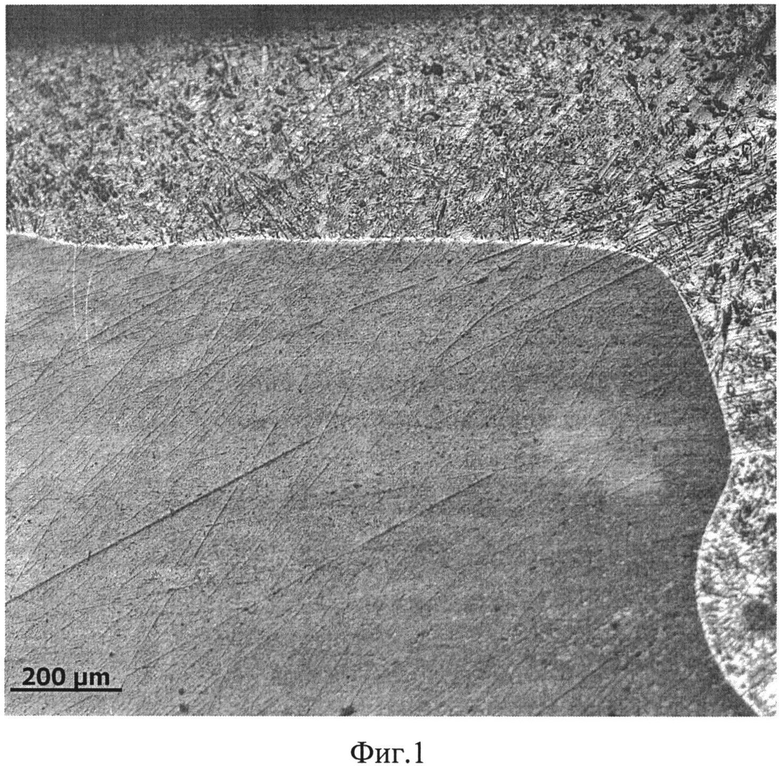
На фиг. 1 показана микроструктура детали в зоне глухой полости при наплавке двумя составами шихты (специальной и основной).
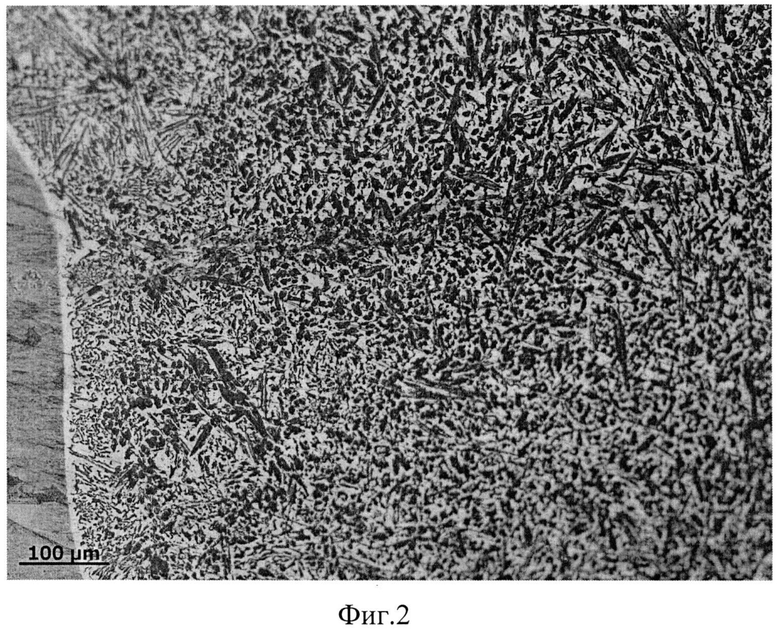
На фиг. 2 приведена микроструктура наплавки с боковой стороны глухой полости.
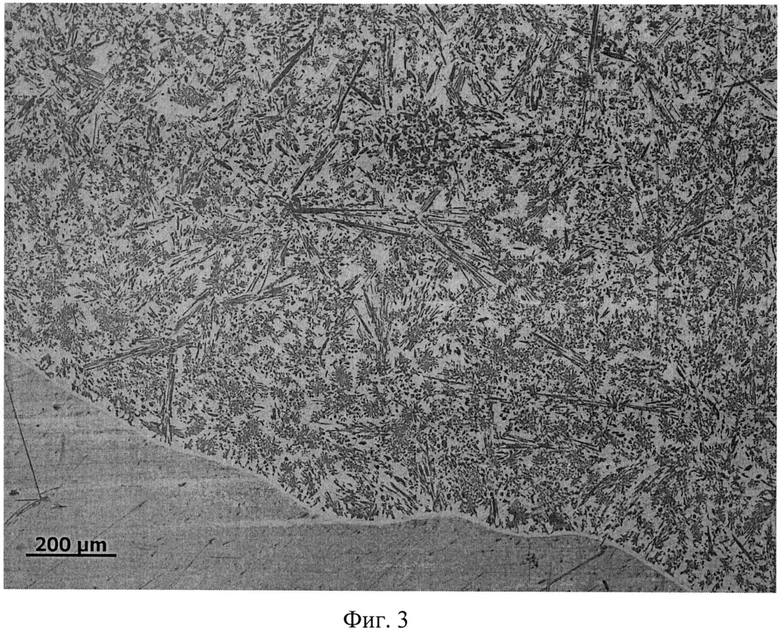
На фиг. 3 приведена микроструктура границы наплавленного слоя.
Способ осуществляется следующим образом. Из проката стали 65Г вырезают заготовки 100×50×6 мм. В них просверливают глухие отверстия диаметром 3 мм. Затем в них насыпают специальную шихту глубиной 1/3-1/2 толщины наплавляемого износостойкого слоя. После этого поверхность заготовки покрывают основной шихтой в количестве, обеспечивающем получение заданной толщины наплавляемого слоя. Состав специальной шихты, мас. %: 25-35 карбида бора, 20-15 флюса П-0,66 и 50-60 высоколегированного хромистого чугуна марки ПГ-С27. Состав основной шихты, мас. %: 80-85 высоколегированного хромистого чугуна марки ПГ-С27, 15-20 флюса П-0,66.
Подготовленную таким образом заготовку помещают в петлевой индуктор, подключенный к инвертору «ЭЛСИТ» (мощность 100 кВт, частота 66 кГц, время наплавки 45-50 с) и осуществляют наплавку.
После затвердевания (охлаждения) из заготовки вырезают темплеты (3 шт.) для проведения металлографических исследований (см. фиг.1-3).
Интервал глубины отверстий определяется толщиной наплавленного слоя и возможностью образования усадочных раковин над отверстиями.
При заполнении отверстий специальной шихтой на глубину менее 1/3 толщины наплавляемого слоя его адгезия с основным металлом недостаточная, что снижает износостойкость. При заполнении отверстий на глубину более 1/2 толщины слоя в зонах над ними образуются усадочные раковины, высота слоя локально уменьшается, что также снижает износостойкость.
Содержание карбида бора в специальной шихте 25% оптимальное и определяется тем, что при его уменьшении, например ниже 20%, в наплавленном слое со стороны основного металла образуются отдельные участки дендритов, что снижает износостойкость.
Количество флюса от 15 до 20% в составе специальной шихты, а карбида бора от 25 до 35% определяется экономической целесообразностью. Так как дальнейшее увеличение их количества лишь увеличивается стоимость шихты без значительного увеличения механических свойств наплавленного металла.
Количество флюса 20% также обеспечивает защиту бора от окисления и равномерное формирование расплава в глухих отверстиях. При его количестве ниже 15% не достигается достаточная высота слоя, необходимая для защиты твердых составляющих шихты от окисления атмосферным кислородом, и на поверхности наплавляемого участка наблюдаются отдельные окисленные зоны.
Содержание высоколегированного хромистого чугуна от 50% до 60% в специальной шихте обеспечивает получение минимальной усадочной раковины на наплавляемой поверхности и уменьшение слоя шихты. Например, при содержании твердого сплава в наплавочной шихте 40% образуется усадочная раковина от 0,6 до 0,9 мм. Количество высоколегированного хромистого чугуна выше 60% ограничивается экономической целесообразностью - расходом дорогостоящего материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ ВЫСОКОЛЕГИРОВАННЫХ ХРОМИСТЫХ ЧУГУНОВ | 2014 |
|
RU2568036C2 |
| Способ определения технологической температуры плавления шихты при индукционной наплавке | 2019 |
|
RU2714522C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ | 2014 |
|
RU2561560C1 |
| Шихта для индукционной наплавки износостойкого сплава | 2020 |
|
RU2755913C1 |
| Способ определения температуры плавления порошковой шихты | 2022 |
|
RU2785101C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЧАТОГО МОЛОТКА КОРМОДРОБИЛКИ | 2014 |
|
RU2563696C1 |
| Способ индукционной наплавки магнитных сплавов на основе железа и индукционно-канальная печь для индукционной наплавки магнитных сплавов на основе железа | 2021 |
|
RU2791023C1 |
| ПОРОШКОВАЯ ТЕРМОРЕАГИРУЮЩАЯ ШИХТА ДЛЯ ИНДУКЦИОННОЙ НАПЛАВКИ ТВЕРДОГО СПЛАВА | 2015 |
|
RU2637736C2 |
| СПОСОБ ИНДУКЦИОННОГО УПРОЧНЕНИЯ И ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ | 2012 |
|
RU2507027C1 |
| Способ индукционной наплавки ферритных сплавов на тонкие металлические изделия | 2023 |
|
RU2829993C1 |
Изобретение относится к машиностроению. Способ включает нанесение на поверхности детали наплавочной шихты и нагрев ее токами высокой частоты. Перед нанесением наплавочной шихты глухие отверстия заполняют шихтой, содержащей 25-35% карбида бора, 20-15% флюса и 50-60% высоколегированного хромистого чугуна. Глубина заполнения отверстий составляет 1/3-1/2 толщины наплавляемого износостойкого слоя. Обеспечивается повышение срока службы деталей за счет подавления образования нежелательных структур при проведении индукционной наплавки. 3 ил.
Способ упрочнения поверхности стальной детали, содержащей глухие полости, включающий нанесение на поверхности детали наплавочной шихты и нагрев токами высокой частоты, отличающийся тем, что перед нанесением наплавочной шихты глухие отверстия сначала заполняют шихтой, содержащей 25-35% карбида бора, 20-15% флюса и 50-60% высоколегированного хромистого чугуна на глубину 1/3-1/2 толщины наплавляемого слоя.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЧВООБРАБАТЫВАЮЩЕЙ ЛАПЫ (ВАРИАНТЫ) | 2009 |
|
RU2397849C1 |
| СПОСОБ ИНДУКЦИОННОГО УПРОЧНЕНИЯ И ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ | 2012 |
|
RU2507027C1 |
| ШИХТА ДЛЯ ИНДУКЦИОННОЙ НАПЛАВКИ ИЗНОСОСТОЙКОГО СПЛАВА | 1997 |
|
RU2123920C1 |
| Шихта для индукционной наплавки | 1977 |
|
SU653063A1 |

