Изобретение относится к способу изготовления распределенной волновой обмотки для электродвигателей или генераторов, в частности с большим количеством полюсов, а также к устройству для его осуществления.
В простых нераспределенных волновых обмотках (см. ЕР 0226550 В1, фиг.1) каждая фаза является единственным волновым участком обмотки, который после втягивания в статор имеет в пазах статора число витков, одинаковое с числом витков в лобовых частях обмотки статора. Это имеет тот недостаток, что при трех введенных в статор фазах возникают пересечения, которые излишне увеличивают лобовую часть обмотки и тем самым, помимо других недостатков, препятствуют повышению коэффициента заполнения. Поэтому, как правило, предпочтительна так называемая распределенная обмотка, в которой расположенные в пазу статора участки провода находятся на каждой торцовой стороне статора частично в одном и частично в другом окружном направлении (см. публикацию 2921114, фиг.2). Тем самым лобовые части обмотки одной фазы распределены и образуют с другими размещенными так же фазами относительно узкую лобовую часть обмотки.
Если волновая обмотка, например, согласно публикациям DE 2351952 В2 или DE 3120865 А1, предварительно наматывается по существу по кругу, а затем ей придается звездообразная или волновая форма в поперечном сечении и она втягивается, могут изготавливаться также двухслойные волновые обмотки, но оба слоя не могут наматываться последовательно друг за другом без обрыва провода, и после втягивания, при котором создается показанная в публикации DE 3522085 С2 ситуация, должны соединяться друг с другом так называемым коммутационным соединением.
Наконец, из публикации DE 4244488 C1 уже известно получение концентрических волновых витков с помощью вращающейся относительно неподвижного шаблона фильеры и, как описано, изготовление также распределенной обмотки без обрыва провода. Но это возможно только с помощью не показанного в публикации сложного продольного вытягивающего устройства. Так как при намотке второй группы катушек необходимо удерживать конец уже снятой первой группы катушек с. помощью продольного вытягивающего устройства.
В этом способе имеется, не считая необходимое дорогостоящее продольное вытягивающее устройство, тот недостаток, что катушки наматывает вращающаяся фильера. Тем самым можно наматывать самое большее два параллельных обмоточных провода. Это ограничение появляется из-за того, что вращающаяся фильера представляет собой маховое колесо (Flyer) с несколькими поворотами обмоточного провода.
В частности, для генераторов необходимо изготавливать обмотки с более чем двумя параллельными проводами и поэтому известное устройство имеет свои ограничения, так как уже при двух параллельных проводах возникают пересечения в маховом колесе (Flyer) и на шаблоне, что влияет на втягивание и распределение в лобовой части обмотки.
Поэтому в основу изобретения положена задача создания способа вышеуказанного типа, пригодного для осуществления способа устройства, позволяющего за короткое время цикла изготовить распределенную обмотку с коммутационным соединением между группами катушек и обработать несколько параллельных проводов.
Вышеуказанная задача решается способом согласно изобретению тем, что после съема концентрической группы катушек между шаблоном и приемным устройством для катушек происходит относительное индексирование и затем на шаблоне наматывается следующая концентрическая группа катушек той же фазы с коммутационным соединением с предшествующей группой катушек и удаляется в приемное устройство для катушек.
Изобретение предоставляет преимущество, заключающееся в том, что намотка второй группы катушек осуществляется без сложного продольного втягивающего устройства, так как конец первой группы катушек после съема проходит наклонно по боковой поверхности кулачка шаблона так, что при намотке второй группы катушек обмоточный провод захватывается с шаблона. В определенных случаях, в частности, при более тонких проводах, необходимо, чтобы прижим удерживал уже намотанную первую группу катушек в приемном устройстве для катушек и в положении для того, чтобы при намотке второй группы катушек обмоточный провод подтягивался не из приемного устройства для катушек, а только из фильеры для направления провода.
Другое преимущество заключается в том, что, в частности, необходимые для статоров генераторов параллельные провода - в настоящее время четыре параллельных провода - можно обрабатывать без появления пересечений между отдельными проводами, так как отдельные провода из питателей непосредственно подводятся через фильеры на шаблоны. Изобретение обеспечивает обработку многократного количества требуемых в настоящее время четырех параллельных проводов.
Изобретение выполнено так, что фаза может распределяться в более чем две группы катушек. Это означает, что, например, одна фаза распределена на 6 групп катушек. В этом примере, правда, увеличивается время цикла, но появляется лучшее распределение лобовых частей обмотки на статоре. Но это ничего не меняет в идее изобретения, заключающейся в том, что намотано шесть групп катушек с коммутационным соединением. Это достигается тем, что при намотке каждой следующей группы катушек шаблон и приемное устройство для катушек вращаются синхронно и тем самым в приемное устройство для катушек укладываются намотанные группы катушек. Синхронное вращение осуществляется от выходящего из шаблона в центре поводкового штока, который входит в зацепление с втягивающей звездочкой и приводится во вращение приводом шаблона.
Устройство, предусмотренное для осуществления нового способа согласно изобретению, отличается тем, что шаблон и приемное устройство для катушек выполнены с возможностью индексирования друг относительно друга посредством приводного средства после удаления с помощью съемника одной концентрической группы катушек, а затем на шаблоне может наматываться следующая концетрическая группа катушек той же фазы с коммутационным соединением с предшествующей группой катушек и удаляться с помощью съемника в приемное устройство для катушек.
Изобретение поясняется ниже подробнее с помощью изображенных на чертеже примеров выполнения, на которых показано:
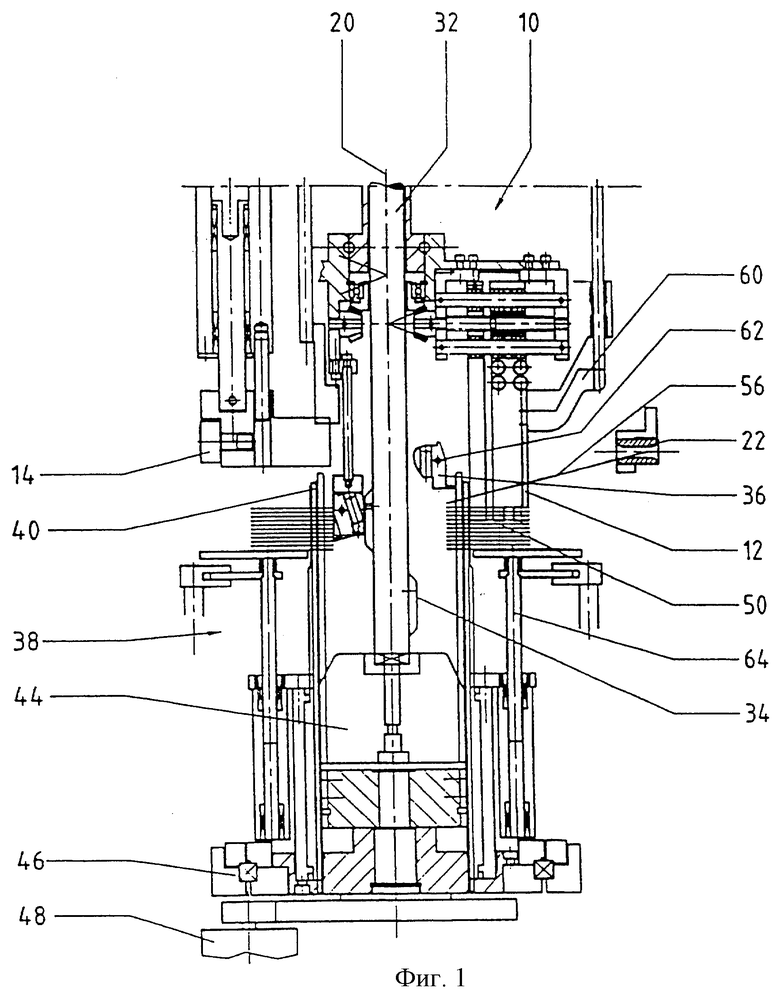
фиг.1 - намоточное устройство для волновой обмотки и приемное устройство с группой катушек;
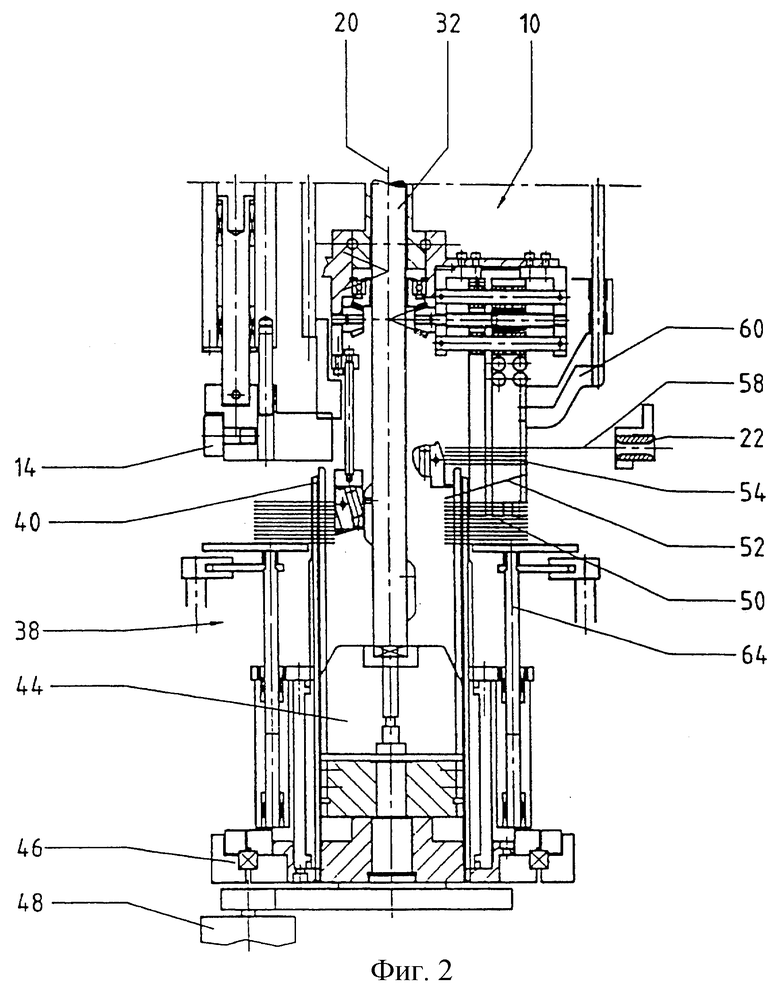
фиг.2 - такое же устройство, как на фиг.1, но с двумя группами катушек;
фиг.3 - поперечный разрез по фиг.1;
фиг.4 - поперечный разрез по фиг.2;
фиг.5 - схема токопрохождения двух групп катушек.
Фиг.1 и 2 показывают в продольном разрезе вариант выполнения изобретения, причем принцип намотки уже описан подробнее в патенте ФРГ DE 4306624.
Намоточное устройство 10 состоит из шаблона 12 и профильных элементов 14, 16 и 18, выполненных с возможностью вращения вокруг общей оси 20 от неизображенного электродвигателя и из направляющей фильеры 22 для провода, установленной стационарно. На оси 20 установлен вращающийся синхронно с шаблоном 12 поводковый шток 32, создающий с приемным устройством 38 для катушек соединение с геометрическим замыканием. На поводковом штоке 32 закреплен кулачок 34, управляющий прижимом 36.
Приемное устройство 38 для катушек состоит в данном примере из отдельных расположенных по кругу втягивающих пластин 40, между которыми образованы шлицы, которые принимают намотанные катушки. В центре втягивающих пластин 40 установлена втягивающая звездочка 44, которую можно сцеплять с поводковым штоком 32. Приемное устройство 38 для катушек установлено на опоре 46 с возможностью вращения относительно неизображенного корпуса и с возможностью индексирования посредством приводного двигателя 48 в другое угловое положение вращения относительно шаблона 12. Возможно также осуществлять индексирование приемного устройства 38 для катушек от поводкового штока 32.
На фиг.1 показана первая уже намотанная и снятая с шаблона 12 в приемное устройство 38 для катушек группа 50 катушек с коммутационным соединением 52 к фильере 22 для направления провода.
На фиг.2 показано то же изображение, что и на фиг.1, но с второй группой 54 катушек, причем коммутационное соединение 52 введено автоматически при намотке второй группы 54 катушек между двумя группами 50 и 54 катушек, не создавая ненужной длины.
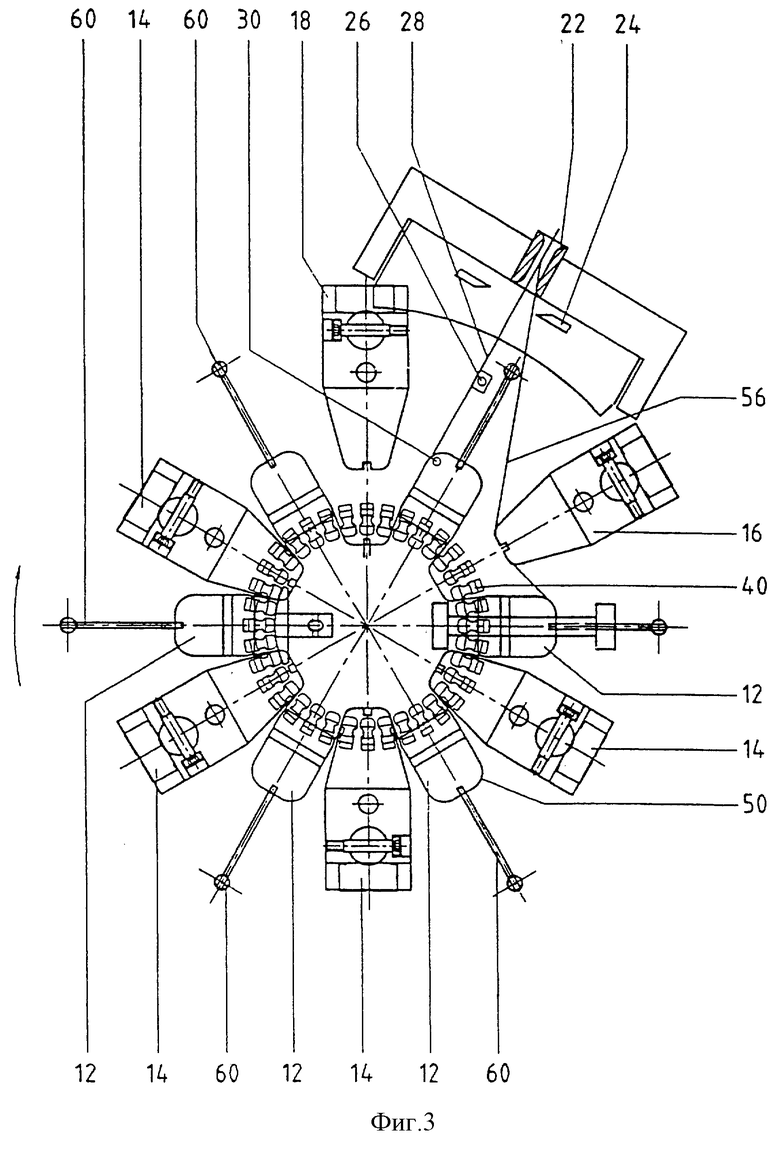
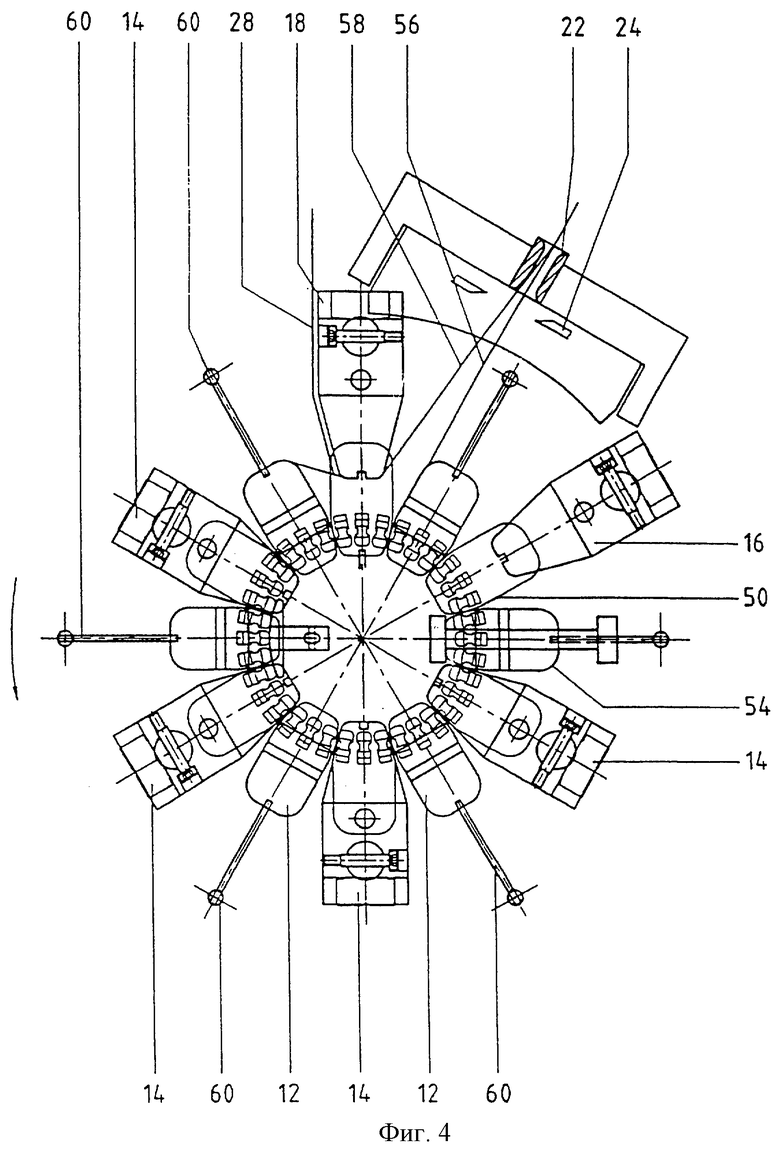
На фиг.3 и 4 показано поперечное сечение фиг.1 и 2 и показано отдельно, что между фильерой 22 для подачи провода и шаблоном 12 установлены отрезной нож 24 и головка 26 подачи провода, которая подает начало 28 обмоточного провода в зажимное устройство 30 на шаблоне 12.
В данном примере шаблон 12 состоит из шести направленных наружу кулачков, причем фасонные элементы 14, 16 и 18 состоят из шести направленных внутрь кулачков. Фасонные элементы 14, 16 и 18 управляются по неизображенной криволинейной траектории, как уже описано в публикации DE-OS 4306624. Кроме того, фасонные элементы 16 и 18 дополнительно свободно управляются в радиальном направлении отдельными неизображенными приводами.
На фиг.3 показано начало 28 и конец 56 обмоточного провода первой группы 50 катушек.
На фиг.4 показан приложенный к кулачку шаблона конец 56 первой группы 50 катушек, являющийся одновременно началом для второй группы 54 катушек, и конец 58 второй группы 54 катушек.
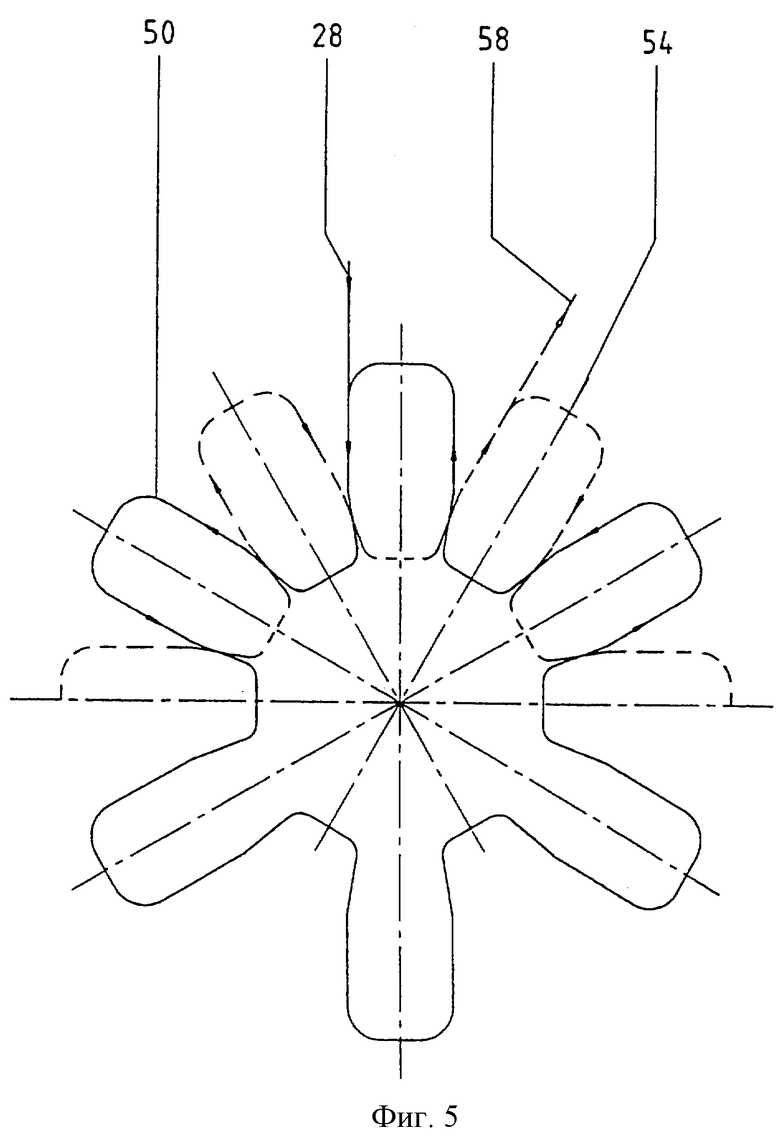
На фиг.5 показана только намотанная схема групп 50 и 54 катушек, причем для лучшего пояснения первая группа 50 катушек изображена полностью, а вторая группа 54 катушек - только наполовину.
На примере фиг.5 можно описать подробнее уже упомянутую постановку задачи изобретения. Если наматывать, как уже известно, только волнообразную обмотку первой группы 50 катушек и втягивать в статор, то лобовые части обмоток будут иметь одинаковое число витков, равное имеющимся в пазу проводам.
Если наматывать так называемую "распределенную обмотку", используя половину числа витков, и наматывать первую группу 50 катушек с половиной витков и затем с коммутационным соединением вторую группу 54 катушек со второй половиной витков, то после втягивания этой фазы в пазы создается требуемое количество проводов, но витки в лобовой части обмотки распределены пополам. Это имеет преимущество, заключающееся в том, что лобовые части обмоток покрывают не столько, сколько в простой волновой обмотке, и это сказывается тем более сильно, когда в статор втягиваются 3 фазы.
Можно подробнее описать принцип работы способа и устройства согласно изобретению.
На фиг.3 показано начало 28 обмоточного провода, который проходит через фильеру 22 для подачи провода к головке 26. Головка 26 для подачи провода перемещается с началом 28 провода с помощью непоказанного привода, перемещает его к шаблону 12 и передает в зажимное устройство 30. Затем шаблон 12 поворачивается вместе с фасонными элементами 14, 16 и 18 в направлении вращения часовой стрелки и наматывает первую группу 50 катушек половиной необходимых для фазы витков. По окончании намотки первой группы 50 катушек заканчивается его конец 56 только один раз, как показано на фиг.3. Затем фасонный элемент 16 перемещается радиально относительно центра в конечное положение и укладывает конец на втягивающие пластины 40. Тем самым первая группа 50 катушек намотана и шаблон 12 может втягиваться в приемное устройство 38 для катушек и группа 50 катушек с помощью съемника 60 удаляется с шаблона 12.
Для намотки второй группы 54 катушек шаблон 12 должен выдвинуться из приемного устройства 38 для катушек до позиции намотки несколько над втягивающими пластинами 40 для того, чтобы с помощью приводного двигателя 48 индексировать приемное устройство 38 для катушек на один полюсный шаг относительно шаблона 12.
В данном примере это 30° в направлении, противоположном направлению вращения часовой стрелки, так что конец 56 расположен так, как показано на фиг.4. Конец 56 в данном случае является началом для второй группы 54 катушек, которое проходит наклонно от приемного устройства 38 для катушки к фильере 22 для подачи провода, как это видно на фиг.4. Для лучшего захвата обмоточного провода при намотке шаблон 12 может опускаться до участка втягивающих пластин 40 до положения над первой группой 50 катушек, причем фасонные элементы 14, 16 и 18 остаются в своем положении над втягивающими пластинами 40.
Так как наклонная подача провода происходит также по боковой стороне кулачка шаблона 12, то в данном случае при намотке второй группы 54 катушек обмоточный провод простым образом захватывается с шаблона 12.
Но перед намоткой поводковый шток 32 входит во втягивающую звездочку 44 и сцепляется с геометрическим замыканием для того, чтобы при вращении шаблона 12 приводить синхронно во вращение приемное устройство 38 для катушек. Совместное синхронное вращение приемного устройства 38 для катушек и шаблона 12 может иметь место уже при намотке первой группы 50 катушек. Перед намоткой второй группы 54 катушек в определенных случаях необходимо, чтобы прижим 36 удерживал сзади и в положении уже намотанную первую группу 50 катушек в приемном устройстве 38 для катушек для того, чтобы при намотке второй группы 54 катушек обмоточный провод вытягивался не из приемного устройства 38 для катушек, а только из фильеры 22 для подачи провода. Прижим 36, который после намотки второй группы 54 катушек находится между первой и второй группами катушек, направляется наружу с помощью кулачка 34 вокруг центра 62 вращения в свободное внутреннее пространство. Символически это направление наружу прижима 36 показано на фиг.1 и 2 с левой стороны от осевой линии. Подъемное устройство 64 управляется таким образом, что первая группа 50 катушек удерживается в необходимом положении под верхней кромкой втягивающих пластин 40 и прижимом 36 таким образом, что обеспечивается надежная намотка второй группы 54 катушек.
Как уже указано, конец 56, то есть начало для второй группы 54 катушек, находится после индексирования приемного устройства 38 для катушек, как видно на фиг.1 и 4. Теперь шаблон 12 вращается вместе с приемным устройством 38 для катушек в направлении, противоположном направлению вращения часовой стрелки, и тем самым вытягивает обмоточный провод из фильеры 22 для подачи провода и придает ему форму второй волновой группы 54 катушек.
После намотки конец 58 второй группы 54 катушек, находится, как показано на фиг.4, перед фасонным элементом 18. Теперь фасонный элемент 18 перемещается непоказанным приводом радиально к середине в свое концевое положение таким образом, что конец 58 сгибается над втягивающими пластинами 40. Тем самым вторая группа 54 катушек также намотана.
Так как вторая группа 54 катушек намотана со смещением полюсов относительно первой группы 50 катушек и в противоположном направлении, после удаления второй группы 54 катушек в приемном устройстве 38 для катушек создается схематическое изображение обмоток, показанное на фиг.5. Тем самым коммутационное соединение 52 автоматически входит в состав при намотке второй группы 54 катушек между двумя группами 50 и 54 катушек, не увеличивая ненужную длину. Затем после обрезания конца 58 обрезным ножом 24 поводковый шток 32 должен быть выдвинут из приемного устройства 38 для катушек. Затем можно выдвинуть приемное устройство 38 для катушек из положения намотки, например, с помощью неизображенного круглого стола и вставить новое приемное устройство для катушек. При выдвижении центрального штока 32 одновременно захватывается кулачок 34 и тем самым прижим 36 поворачивается внутрь так, что он высвобождает группы катушек.
Преимуществом является также то, что с помощью данного устройства можно также наматывать несколько параллельных проводов.
Разумеется, что за ранее намотанными группами катушек можно наматывать бесконечное множество других групп катушек. Это вопрос выполнения групп катушек в статоре. Чем больше распределена фаза в группах катушек, тем лучше распределение лобной части обмоток в статоре, однако вследствие частого индексирования шаблона 12 относительно приемного устройства 38 для катушек это отрицательно сказывается на времени такта.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ намотки катушек статорной обмотки электрических машин | 1978 |
|
SU771812A1 |
| Устройство для намотки нескольких размещенных по окружности аксиально укладываемых в пакет магнитопровода статора, связанных межполюсными соединениями катушек или групп катушек | 1979 |
|
SU938757A3 |
| Способ изготовления статора электрической машины | 1989 |
|
SU1775803A1 |
| Станок для намотки статоров электрических машин | 1986 |
|
SU1403260A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УКЛАДКИ ВОЛНОВЫХ ОБМОТОК В ШИХТОВАННЫЕ ПАКЕТЫ РОТОРОВ И СТАТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2004 |
|
RU2344534C2 |
| СПОСОБ И УСТРОЙСТВО НАМОТКИ ОБМОТКИ НА ШИХТОВАННЫЙ ПАКЕТ ДЛЯ ЭЛЕКТРОДВИГАТЕЛЯ | 2012 |
|
RU2631337C2 |
| Устройство для изготовления обмотки статоров электрических машин | 1983 |
|
SU1171911A1 |
| Станок для намотки якорей | 1987 |
|
SU1494145A1 |
| Трехфазная однослойная двухплоско-СТНАя КОНцЕНТРичЕСКАя ОбМОТКА CTATO-PA элЕКТРичЕСКОй МАшиНы | 1979 |
|
SU796989A1 |
| Шаблон для намотки электрических катушек | 1983 |
|
SU1081748A1 |
Изобретение относится к области электротехники. Предлагаемые способ и устройство служат для изготовления распределенной волновой обмотки. Технический результат - сокращение времени изготовления распределенной обмотки с коммутационным соединением между группами катушек и обеспечение многократной обработки параллельных проводов. Сущность изобретения состоит в том, что после изготовления на шаблоне (12) первой концентрической группы (50) катушек и удаления ее в приемное устройство, осуществляют относительное индексирование между шаблоном (12) и приемным устройством (38) для катушек, а затем на шаблоне (12) наматывают следующую концентрическую группу (54) катушек той же фазы с коммутационным соединением (52) с предшествующей группой (50) катушек и удаляют в приемное устройство (38) для катушек упомянутую выше следующую группу (54) катушек. 2 н. и 6 з.п. ф-лы, 5 ил.
| DE 4306624 А, 08.09.1994 | |||
| Способ изготовления непрерывных обмоток и устройство для его осуществления | 1989 |
|
SU1677798A1 |
| Электромагнит для намагничивания деталей | 1975 |
|
SU548898A1 |
| DE 3522085 А, 02.01.1986 | |||
| US 5316227 А, 31.05.1994. | |||

