Изобретение относится к приборо- и машиностроению и может быть использовано при изготовлении чувствительных рабочих органов различного вида регуляторов, торцовых уплотнителей, упругих разделителей, а также гофрированных оболочек.
Целью изобретения является повышение качества сильфонов и экономия используемого материала.
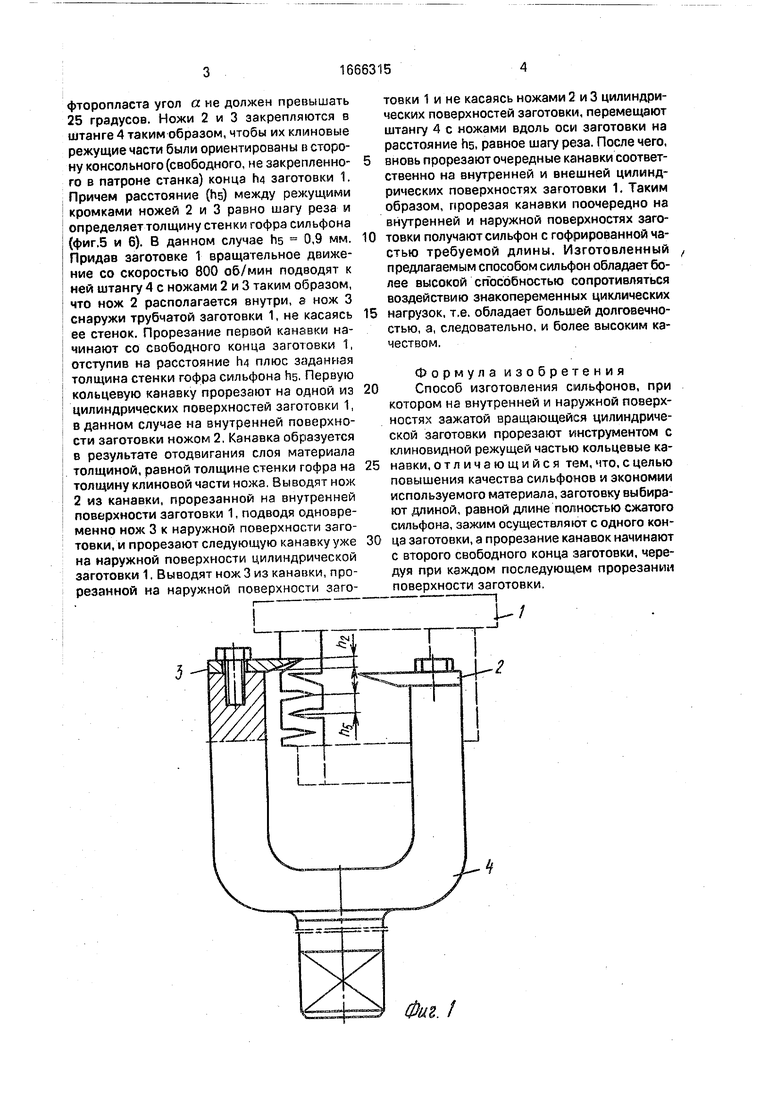
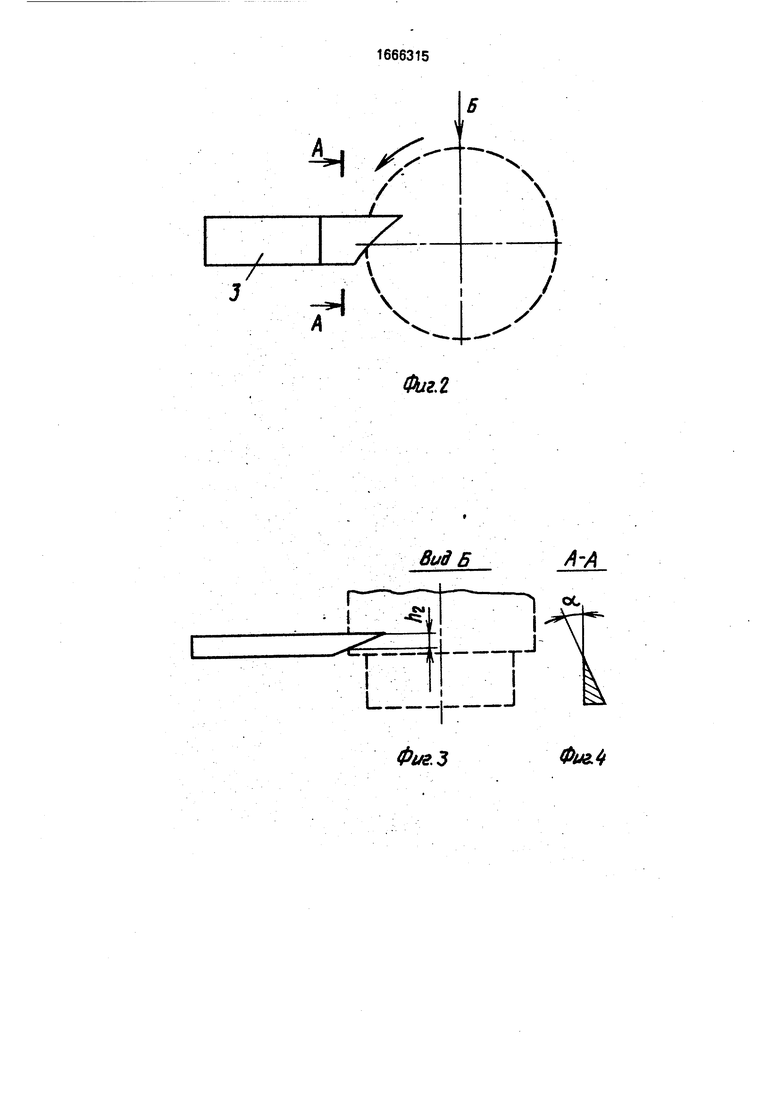
На фиг.1 изображен процесс прореза- ния канавок; на фиг.2 - то же, вид спереди; на фиг.З - вид Б на фиг.2; на фиг.4 - сечение А-А на фиг.2; на фиг.5 - готовый сильфон.
Способ изготовления сильфона осуществляют следующим образом.
Берут исходную трубчатую цилиндрическую заготовку 1 из полимерного материала, в данном случае фторопласта, с длиной, например Н0бщ. 34,0 мм. Длина Н0бщ. складывается из суммы требуемых длин (Ьз, rut) концевых негофрированных частей сильфона и длины (hi) полностью сжатой гофрированной части сильфона определяемой по формуле
H hi + (n-1)h2,
где Н - длина гофрированной части сильфона;
hi - длина части цилиндрической трубчатой заготовки из полимерного материала, равная длине полностью сжатой гофрированной части сильфона;
ha - толщина клиновой части ножа;
п - количество гофр сильфона.
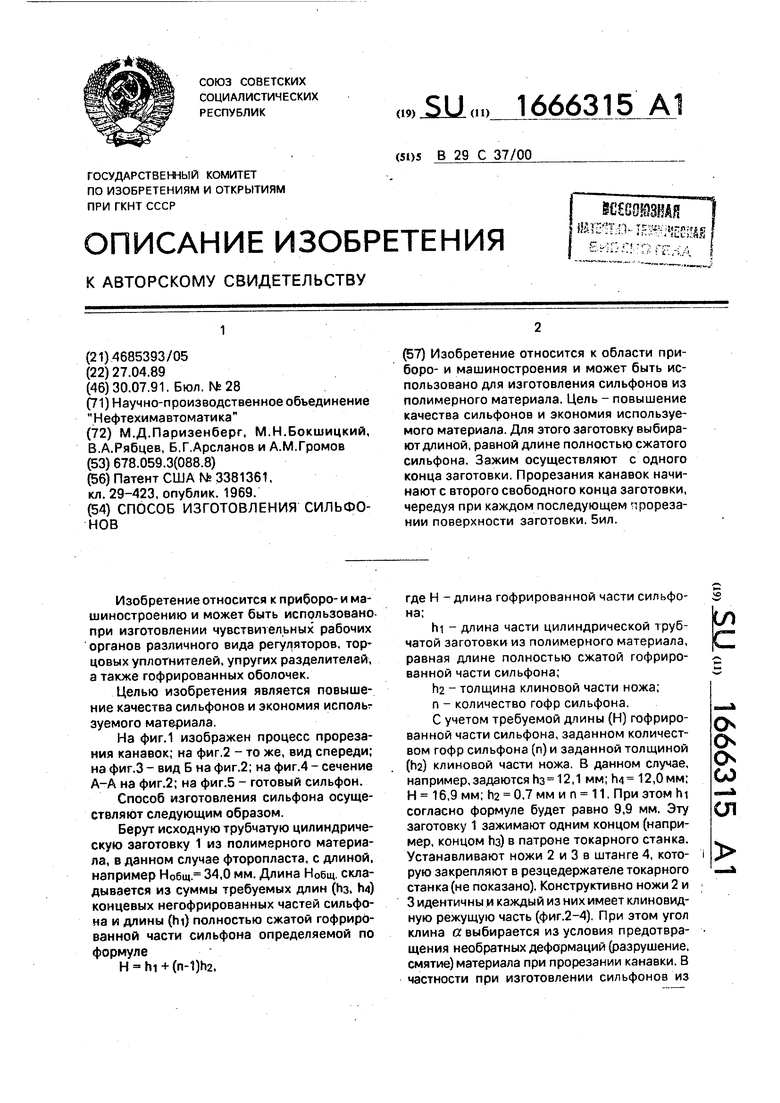
С учетом требуемой длины (Н) гофрированной части сильфона, заданном количеством гофр сильфона (п) и заданной толщиной (h2) клиновой части ножа. В данном случае, например, задаются Ьз 12,1 мм; гц 12,0мм; Н 16,9 мм; (12 0,7 мм и п 11, При этом hi согласно формуле будет равно 9,9 мм. Эту заготовку 1 зажимают одним концом (например, концом Ьз) в патроне токарного станка. Устанавливают ножи 2 и 3 в штанге 4, которую закрепляют в резцедержателе токарного станка (не показано). Конструктивно ножи 2 и 3 идентичны и каждый из них имеет клиновидную режущую часть (фиг.2-4). При этом угол клина а выбирается из условия предотвращения необратных деформаций (разрушение, смятие) материала при прорезании канавки. В частности при изготовлении сильфонов из
сл
С
о о
О OJ
ся
фторопласта угол а не должен превышать 25 градусов. Ножи 2 и 3 закрепляются в штанге 4 таким образом, чтобы их клиновые режущие части были ориентированы в сторону консольного (свободного, не закрепленно- го в патроне станка) конца ги заготовки 1. Причем расстояние (hs) между режущими кромками ножей 2 и 3 равно шагу реза и определяет толщину стенки гофра сильфона (фиг.5 и 6). В данном случае ЬБ 0,9 мм. Придав заготовке 1 вращательное движение со скоростью 800 об/мин подводят к ней штангу 4 с ножами 2 и 3 таким образом, что нож 2 располагается внутри, а нож 3 снаружи трубчатой заготовки 1, не касаясь ее стенок. Прорезание первой канавки начинают со свободного конца заготовки 1, отступив на расстояние h-q плюс заданная толщина стенки гофра сильфона hs. Первую кольцевую канавку прорезают на одной из цилиндрических поверхностей заготовки 1, в данном случае на внутренней поверхности заготовки ножом 2. Канавка образуется в результате отодвигания слоя материала толщиной, равной толщине стенки гофра на толщину клиновой части ножа. Выводят нож 2 из канавки, прорезанной на внутренней поверхности заготовки 1, подводя одновременно нож 3 к наружной поверхности заготовки, и прорезают следующую канавку уже на наружной поверхности цилиндрической заготовки 1. Выводят ножЗ из канавки, прорезанной на наружной поверхности заготовки 1 и не касаясь ножами 2 и 3 цилиндрических поверхностей заготовки, перемещают штангу 4 с ножами вдоль оси заготовки на расстояние hs, равное шагу реза. После чего, вновь прорезают очередные канавки соответственно на внутренней и внешней цилиндрических поверхностях заготовки 1. Таким образом, прорезая канавки поочередно на внутренней и наружной поверхностях заготовки получают сильфон с гофрированной частью требуемой длины. Изготовленный предлагаемым способом сильфон обладает более высокой способностью сопротивляться воздействию знакопеременных циклических нагрузок, т.е. обладает большей долговечностью, а, следовательно, и более высоким качеством.
Формула изобретения Способ изготовления сильфонов, при котором на внутренней и наружной поверхностях зажатой вращающейся цилиндрической заготовки прорезают инструментом с клиновидной режущей частью кольцевые канавки, отличающийся тем, что, с целью повышения качества сильфонов и экономии используемого материала, заготовку выбирают длиной, равной длине полностью сжатого сильфона, зажим осуществляют с одного конца заготовки, а прорезание канавок начинают с второго свободного конца заготовки, чередуя при каждом последующем прорезании поверхности заготовки.
Фиг. /
/
rl
J
/
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления решеток | 1991 |
|
SU1794621A1 |
| СПОСОБ ПОПЕРЕЧНОЙ РЕЗКИ ГОФРИРОВАННЫХ ПОЛОС ТОЛЩИНОЙ 3 - 5 ММ С ТРАПЕЦИЕВИДНЫМИ ГОФРАМИ | 2006 |
|
RU2313425C2 |
| ПАТРОН С РАДИАЛЬНЫМ ПЕРЕМЕЩЕНИЕМ РЕЗЦА | 2012 |
|
RU2509631C1 |
| Сильфон и способ его изготовления | 1990 |
|
SU1742558A1 |
| Режущий инструмент для образования круглых отверстий в стопе листов | 1982 |
|
SU1111858A1 |
| Способ изготовления изделий типа стаканов | 1990 |
|
SU1750845A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕГУЛЯРНОЙ НАСАДКИ | 2004 |
|
RU2281826C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТОК ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1991 |
|
RU1820583C |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПЕРФОРИРОВАНИЯ И РАСТЯГИВАНИЯ ПОЛОТНА | 2013 |
|
RU2604586C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПАНЕЛИ | 2004 |
|
RU2292977C2 |
Изобретение относится к области приборо- и машиностроения и может быть использовано для изготовления сильфонов из полимерного материала. Цель - повышение качества сильфонов и экономия используемого материала. Для этого заготовку выбирают длиной, равной длине полностью сжатого сильфона. Зажим осуществляют с одного конца заготовки. Прорезания канавок начинают с второго свободного конца заготовки, чередуя при каждом последующем прорезании поверхности заготовки. 5 ил.
ФигЯ
Вид Б
Л-А
Фие.З
Фиг.4
фиг. 5
/
| Патент США № 3381361, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
