Изобретение относится к способам изготовления изделий из полимерных композиционных материалов и может быть использовано в химической промышленно- сти,электротехнической промышленности и других отраслях техники.
Целью изобретения является повышение точности размеров изготавливаемых изделий путем релаксации в них внутренних напряжений.
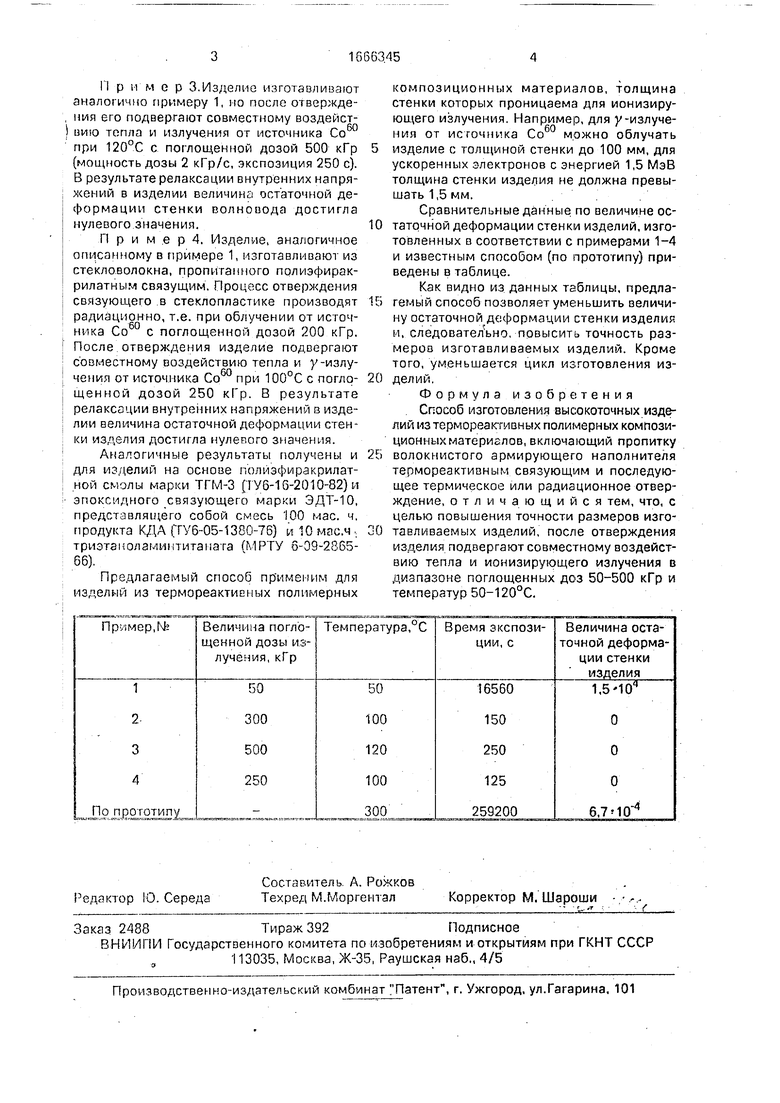
П р и м е р 1. Волновод с прямоугольным поперечным сечением 25х 58 мм и толщиной стенки 1,5 мм изготавливают из слопрега (ТУ6-19-206-82), полученного пропиткой ленты из углеродного волокна марки ЛУ-П- 0.1 (ТУ6-06-И81-80) эпоксифенольным связующим марки ЭНФБ (ТУ1-596-36-82). Термическое отверждение производят а автоклаве при 165°С и давлении 7 атм. в течение б ч. После отверждения изделие подвергают совместному воздействию тепла и у- излучения от источника Со60 при 50°С с поглощенной дозой 50 кГр (мощность дозы 3 Гр/с. экспозиция 4,6 ч). В результате релаксации внутренних напряжений в изделие величина остаточной деформации стенки водновода составила 1,5 10.
П р и м е р 2. Изделие изготавливают аналогично примеру 1, но после отверждения его подвергают совместному воздействию тепла и у-излучения от источника Со при 100°С с поглощенной дозой 300 кГр (мощность дозы 2,0 кГр/с. экспозиция 150 с). В результате релаксации внутренних напряжений в изделии величина остаточной деформации стенки волновода достигла нулевого значения.
О
о о
W 4
СЛ
Пример 3.Изделие изготавливают аналсиично примеру 1, но после отверждения его подвергают совместному воздействию тепла и излучения от источника Со60 при 120°С с поглощенной дозой 500 кГр (мощность дозы 2 кГр/с, экспозиция 250 с). В результате релаксации внутренних напряжений в изделии величина остаточной деформации стенки волновода достигла нулевого значения.
П р и м е р 4, Изделие, аналогичное описанному в примере 1, изготавливают из стекловолокна, пропитанного полиэфирак- рилатным связущим. Процесс отверждения связующего в стеклопластике производят радиационно, т.е. при облучении от источника Со60 с поглощенной дозой 200 кГр. После отверждения изделие подвергают совместному воздействию тепла и у-излучения от источника Со60 при 100°С с погло- щенной дозой 250 кГр. В результате релакссции внутренних напряжений в изделии величина остаточной деформации стенки изделия достигла нулевого значения.
Аналогичные результаты получены и для изделий на основе полизфиракрилат- ной смолы марки ТГМ-3 0У6-16-2010-82) и эпоксидного связующего марки ЭДТ-10, предстзвлящего собой смесь 100 мае. ч. продукта КДА (ТУ6-05-1380-76) и 10 мэс.ч триэтаноламинтитанага (МРТУ 6-09-2865- 66).
Предлагаемый способ применим для изделий из термореактивных полимерных
композиционных материалов, толщина стенки которых проницаема для ионизирующего излучения. Например, для у-излуче- ния от источника Со60 можно облучать изделие с толщиной стенки до 100 мм, для ускоренных электронов с энергией 1,5 МзВ толщина стенки изделия не должна превышать 1,5 мм.
Сравнительные данные по величине остаточной деформации стенки изделий, изготовленных в соответствии с примерами 1-4 и известным способом (по прототипу) приведены в таблице.
Как видно из данных таблицы, предла- гемый способ позволяет уменьшить величину остаточной деформации стенки изделия и, следовательно, повысить точность размеров изготавливаемых изделий. Кроме того, уменьшается цикл изготовления изделий.
Формула изобретения
Способ изготовления высокоточных изделий из термореактивных полимерных композиционных материалов, включающий пропитку волокнистого армирующего наполнителя термореактивным связующим и последующее термическое или радиационное отверждение, отличающийся тем, что. с целью повышения точности размеров изготавливаемых изделий, после отверждения изделия подвергают совместному воздействию тепла и ионизирующего излучения в диапазоне поглощенных доз 50-500 кГр и температур 50-120°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный способ стерилизации костных имплантатов | 2016 |
|
RU2630464C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЛОЧНЫХ ИЗДЕЛИЙ ИЗ ПОЛИТЕТРАФТОРЭТИЛЕНА И КОМПОЗИТОВ НА ЕГО ОСНОВЕ | 2018 |
|
RU2734608C2 |
| Способ получения многослойного материала | 1979 |
|
SU785327A1 |
| Способ получения изделий из пенополиэтилена | 1989 |
|
SU1735323A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОЛИТЕТРАФТОРЭТИЛЕНА | 2000 |
|
RU2207351C2 |
| Способ радиационного сшивания аморфного полистирола | 1987 |
|
SU1578022A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ОТНОСИТЕЛЬНОЙ ЭФФЕКТИВНОСТИ И ЭКВИВАЛЕНТНОЙ ДОЗЫ ИСТОЧНИКА РЕНТГЕНОВСКОГО ИЗЛУЧЕНИЯ | 2011 |
|
RU2480861C1 |
| Способ терморадиационной обработки фторполимеров | 2021 |
|
RU2810570C2 |
| Водонаполненный твердофазный полимерный композит и способ его получения | 2018 |
|
RU2688511C1 |
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТЕЙ МЕТАЛЛОВ ИЛИ ГЕТЕРОГЕННЫХ СТРУКТУР ПОЛУПРОВОДНИКОВ | 2011 |
|
RU2502153C2 |
Изобретение относится к способам изготовления изделий из полимерных композиционных материалов и может быть использовано в химической промышленности, электротехнической промышленности и других областях техники. Изобретение позволяет повысить точность размеров изготавливаемых изделий путем релаксации в них внутренних напряжений за счет того, что после отверждения изделия подвергают совместному воздействию тепла и ионизирующего излучения в диапазоне поглощенных доз от 50 до 500 кГр и температур от 50 до 120°С. 1 табл.
| Пластики конструкционного назначения, Реактопласты, под ред | |||
| Е.Б.Тростян- ский | |||
| М.: Химия, 1974, с.49 | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Специальное конструкторско-техноло- гическое бюро Луч, г.Сызрань, 1984. | |||
