Изобретение относится к сортаменту прокатного производства и может быть использовано в средствах доставки угля в лавах угольных шахт, в частности, в качестве стального профиля для скребковых конвейеров.
Целью изобретения является улучшение условий прокатки профиля, его эксплуатации и снижение металлоемкости.
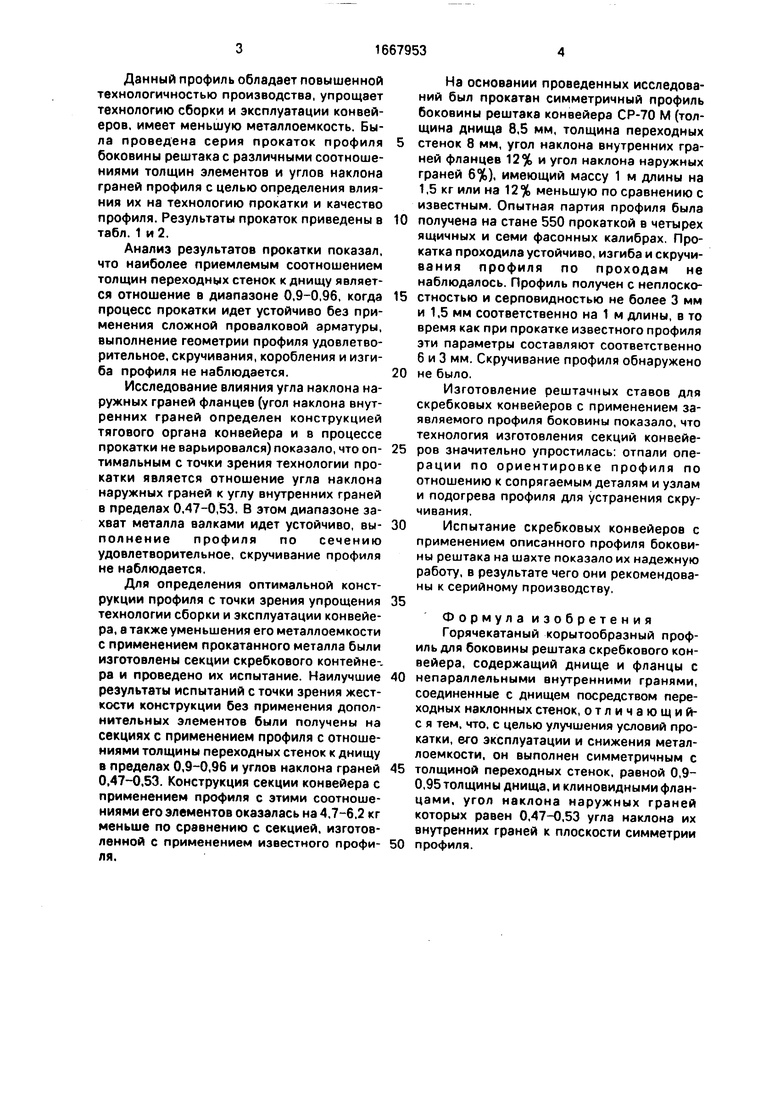
На чертеже изображен корытообразный профиль для боковины рештака скребкового конвейера. .
Горячекатаный корытообразный профиль для боковины рештака скребкового кон- вейера содержит днище 1, которое посредством переходных наклонных стенок 2 соединено с фланцами 3, имеющими непараллельные внутренние грани. Переходные стенки и фланцы расположены зеркально симметрично относительно друг друга. Толщина переходных стенок hi составляет 0,9- 0,96 толщины днища h. Фланцы 3 выполнены клиновидными к их кромкам 4. Угол наклона а наружных граней 5 фланцев 3 составляет 0,47-0,53 угла наклона / их внутренних граней 6 к плоскости симметрии профиля 7.
В конструкции решетчатого става скребкового конвейера профиль боковины выполняет роль направляющего элемента, внутри которого движется цепь тягового силового органа, к которой прикреплены скребки, перемещающие угольную массу.
(
О
VI о ел
CJ
Данный профиль обладает повышенной технологичностью производства, упрощает технологию сборки и эксплуатации конвейеров, имеет меньшую металлоемкость. Была проведена серия прокаток профиля боковины рештака с различными соотношениями толщин элементов и углов наклона граней профиля с целью определения влияния их на технологию прокатки и качество профиля. Результаты прокаток приведены в табл. 1 и 2.
Анализ результатов прокатки показал, что наиболее приемлемым соотношением толщин переходных стенок к днищу является отношение в диапазоне 0,9-0,96, когда процесс прокатки идет устойчиво без применения сложной провалковой арматуры, выполнение геометрии профиля удовлетворительное, скручивания,коробления и изгиба профиля не наблюдается.
Исследование влияния угла наклона наружных граней фланцев (угол наклона внутренних граней определен конструкцией тягового органа конвейера и в процессе прокатки не варьировался) показало, что оптимальным с точки зрения технологии прокатки является отношение угла наклона наружных граней к углу внутренних граней в пределах 0,47-0,53. В этом диапазоне захват металла валками идет устойчиво, выполнение профиля по сечению удовлетворительное, скручивание профиля не наблюдается.
Для определения оптимальной конструкции профиля с точки зрения упрощения технологии сборки и эксплуатации конвейера, а также уменьшения его металлоемкости с применением прокатанного металла были изготовлены секции скребкового контейне-. ра и проведено их испытание. Наилучшие результаты испытаний с точки зрения жесткости конструкции без применения дополнительных элементов были получены на секциях с применением профиля с отношениями толщины переходных стенок к днищу в пределах 0,9-0,96 и углов наклона граней 0,47-0,53. Конструкция секции конвейера с применением профиля с этими соотношениями его элементов оказалась на 4.7-6.2 кг меньше по сравнению с секцией, изготовленной с применением известного профиля.
На основании проведенных исследований был прокатан симметричный профиль боковины рештака конвейера СР-70 М (толщина днища 8,5 мм, толщина переходных
стенок 8 мм, угол наклона внутренних граней фланцев 12% и угол наклона наружных граней 6%), имеющий массу 1 м длины на 1,5 кг или на 12% меньшую по сравнению с известным. Опытная партия профиля была
получена на стане 550 прокаткой в четырех ящичных и семи фасонных калибрах. Прокатка проходила устойчиво, изгиба и скручи- вания профиля по проходам не наблюдалось. Профиль получен с неплоскостностью и серповидностью не более 3 мм и 1,5 мм соответственно на 1 м длины, в то время как при прокатке известного профиля эти параметры составляют соответственно 6 и 3 мм. Скручивание профиля обнаружено
не было.
Изготовление рештачных ставов для скребковых конвейеров с применением заявляемого профиля боковины показало, что технология изготовления секций конвейеров значительно упростилась: отпали операции по ориентировке профиля по отношению к сопрягаемым деталям и узлам и подогрева профиля для устранения скручивания.
Испытание скребковых конвейеров с применением описанного профиля боковины рештака на шахте показало их надежную работу, в результате чего они рекомендованы к серийному производству.
Формула изобретения Горячекатаный корытообразный профиль для боковины рештака скребкового конвейера, содержащий днище и фланцы с
непараллельными внутренними гранями, соединенные с днищем посредством переходных наклонных стенок, отличающий- с я тем, что. с целью улучшения условий прокатки, его эксплуатации и снижения металлоемкости, он выполнен симметричным с
толщиной переходных стенок, равной 0,9- 0,95 толщины днища, и клиновидными флан- цами, угол наклона наружных граней которых равен 0,47-0,53 угла наклона их внутренних граней к плоскости симметрии
профиля.
Таблица 1

| название | год | авторы | номер документа |
|---|---|---|---|
| Скребковый конвейер-сортировщик | 1989 |
|
SU1713861A1 |
| Устройство для крепления навесного оборудования скребкового конвейера | 1976 |
|
SU686947A1 |
| ЛИНЕЙНАЯ СЕКЦИЯ СКРЕБКОВОГО КОНВЕЙЕРА МЕХАНИЗИРОВАННОГО КОМПЛЕКСА | 1998 |
|
RU2151092C1 |
| Днище рештака скребкового конвейера | 1979 |
|
SU865728A1 |
| ПЛАСТИНЧАТЫЙ КОНВЕЙЕР | 2009 |
|
RU2421388C2 |
| ТЕЛЕСКОПИЧЕСКОЕ УСТРОЙСТВО СКРЕБКОВОГО КОНВЕЙЕРА | 2001 |
|
RU2209756C2 |
| Секция скребкового конвейера | 1988 |
|
SU1609732A1 |
| СЕКЦИЯ РЕШТАКА | 2009 |
|
RU2471993C1 |
| СКРЕБКОВЫЙ КОНВЕЙЕР | 1993 |
|
RU2057693C1 |
| Опора рештака забойного скребкового конвейера | 1981 |
|
SU1002207A1 |
Изобретение относится к сортаменту прокатного производства и может быть использовано в средствах доставки угля в лавах угольных шахт, в частности, в качестве стального профиля для скребковых конвейеров. Цель изобретения - улучшение условий прокатки профиля, его эксплуатации и снижение металлоемкости. Симметричность профиля снижает возможности его скручивания и изгиба. Указанные параметры профиля обеспечивают его лучшую проработку при прокатке, особенно при развернутом способе калибровки. Клиновидность фланцев увеличивает технологичность профиля в целом. Это повышает также срок службы валков за счет увеличения числа их переточек. 1 ил., 2 табл.
0,94 0,96 1.0
0,87 0,90
0,93 0.96 1,0
},о
4,0 7,0
7,0 5,0
3,5 4,5 6.5
3,0 3,0 5,0
3,0 3,0
3,0 3,0 3,0
удовлетворительное
Выполнение профиля .удовлетворительное
Выполнение профиля удовлетворительное
Невыполнение кромок фланцев профиля
Корооленне профиля
Выполнение профШ1я уловлстворительное
Выполнение профиля уловлет верительное
Выполнение профиля удовлетворительное
Невыполнение кромок фланпеп профиля
/
| Секция скребкового конвейера | 1981 |
|
SU1016240A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Секция желоба цепного скребкового конвейера | 1976 |
|
SU694064A3 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
