Для данных условий прессования отмечается низкал стойкость матрицы
5-6
12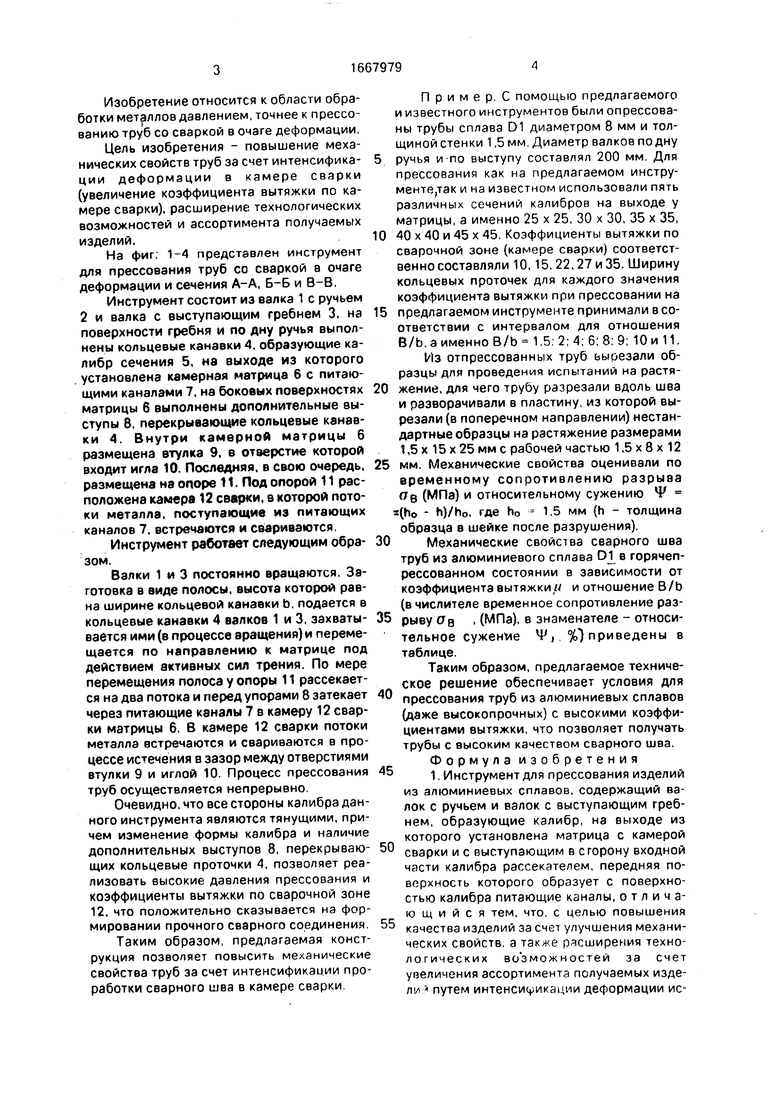
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного прессования труб | 1989 |
|
SU1703214A1 |
| Матричный блок для прессования изделий из гранул в контейнере | 1980 |
|
SU1039604A1 |
| СПОСОБ ПЛАКИРОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ | 2016 |
|
RU2654398C2 |
| Устройство для непрерывного прямого выдавливания | 1990 |
|
SU1801040A3 |
| Способ изготовления биметаллических изделий | 1982 |
|
SU1037989A1 |
| Заготовка для диффузионной сварки переходника титан-алюминий | 2015 |
|
RU2620402C2 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ И КОМПОЗИЦИОННЫХ ЗАГОТОВОК ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 2015 |
|
RU2625372C2 |
| Способ многоканального прессования изделий | 1986 |
|
SU1342554A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ИЛИ КОМПОЗИЦИОННЫХ ЗАГОТОВОК ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 2017 |
|
RU2662910C1 |
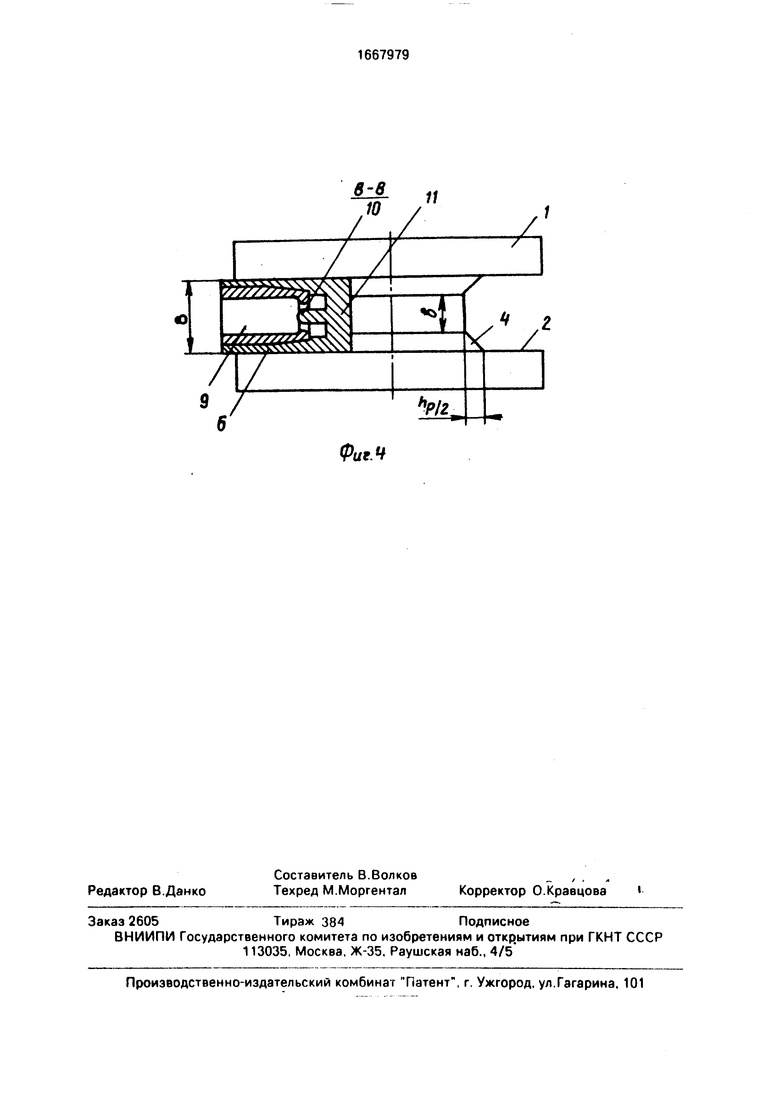
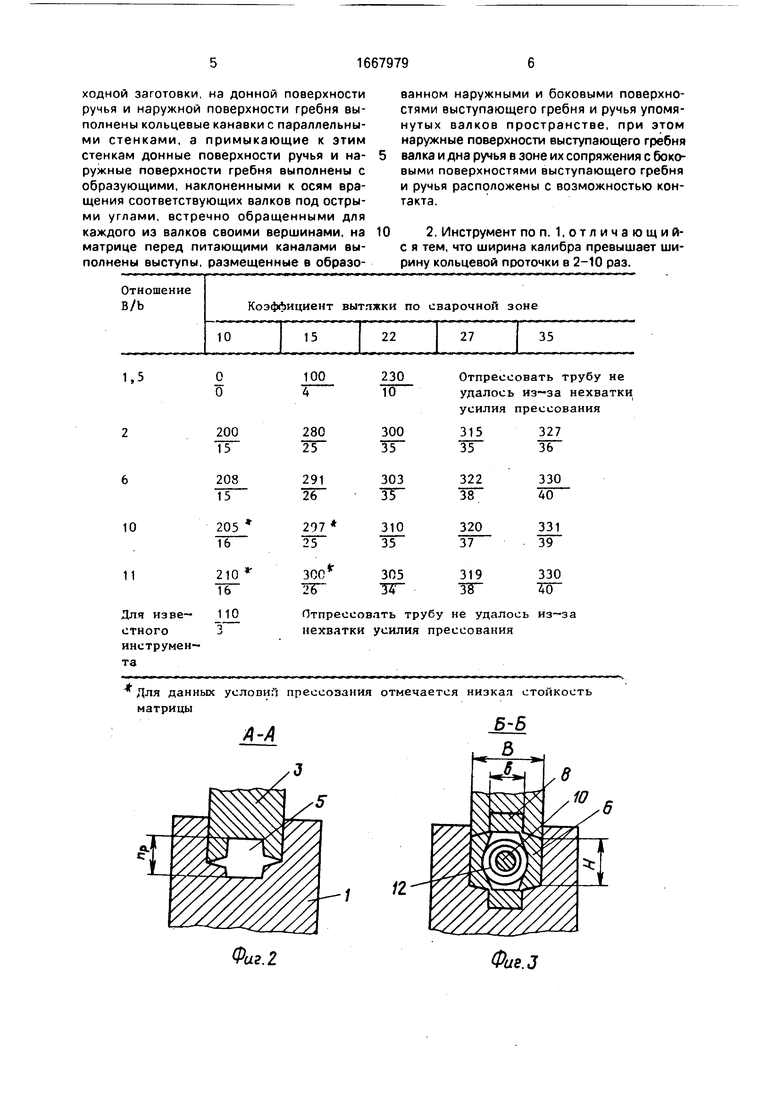
Изобретение относится к обработке металлов давлением, а именно к прессованию труб со сваркой в очаге деформации. Целью изобретения является повышение механических свойств труб за счет интенсификации деформаций в камере сварки, расширение технологических возможностей и ассортимента получаемых изделий. Заготовка подается в кольцевые канавки 4 валков 1 и 3. По мере перемещения полоса у опоры 11 рассекается на два потока, в камере сварки потоки металла встречаются и свариваются. Все стороны калибра сечения являются тянущими и наличие выступов 8 позволяет реализовать высокие давления прессования и коэффициенты вытяжки по сварочной зоне. 1 з.п. ф-лы, 4 ил., 1 табл.
Фиг. 2
Фие.З
Фиг.Ч
| Патент США NJ 3834446, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
