Изобретение относится к обработке металлов давлением, в частности к устройствам для непрерывного прессования труб из цветных металлов и сплавов, преимущественно алюминиевых.
Целью изобретения является увеличение выхода годного за счет повышения прочности сварного шва и снижение энергоемкости процесса.
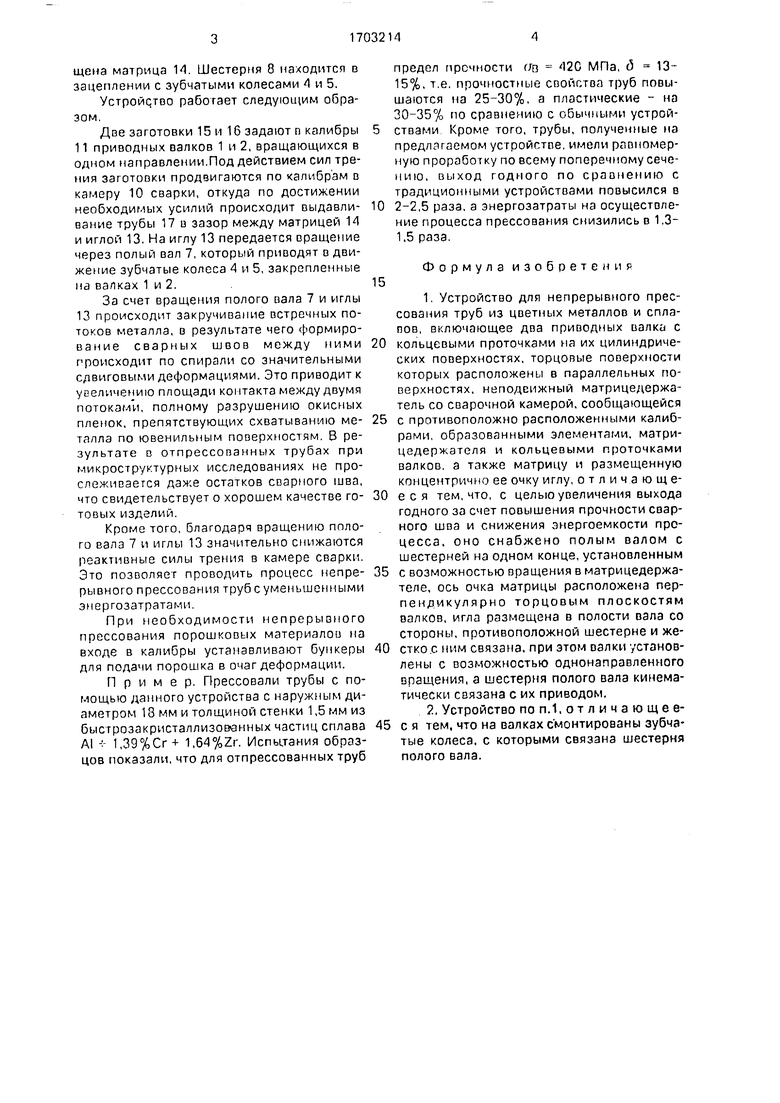
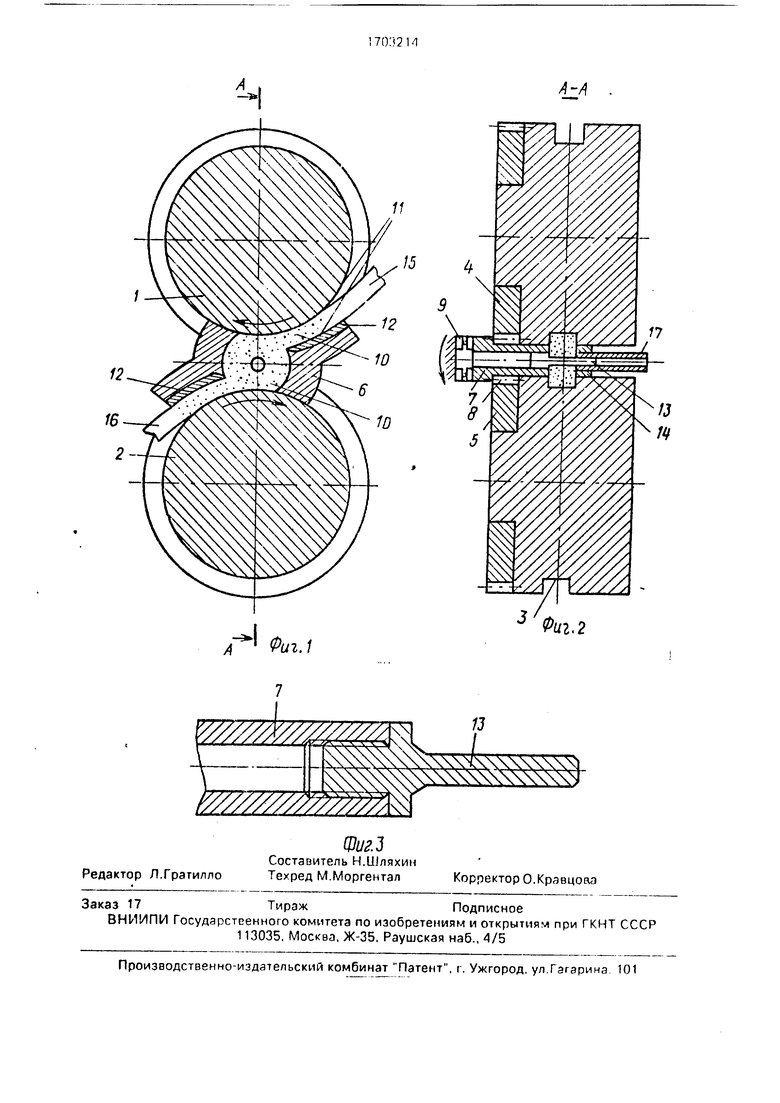
На фиг.1 дано предлагаемое устройство, поперечный разрез: на фиг.2 - разрез А-А на фиг.1; на фиг.З - соединение иглы с полым валом.
Устройство состоит из приводных валков 1 и 2 с кольцевыми проточками 3 на их
цилиндрических поверхностях. На валках закреплены зубчатые колеса 4 и 5, а между ними установлен неподвижный матрице- держатель 6, в отверстии которого помещен с возможностью вращения полый вал 7 с шестерней 8 на конце, опирающийся на подшипник 9 и закрывающий с одной стороны камеру 10 сварки. Камера 10 сообщается с противоположно расположенными калибрами 11, образованными элементами 12 матрицедержателя в виде вставок и кольцевыми проточками на валках. В полости вала 7 на противоположном от шестерни 8 конце жестко смонтирована игла 13, ось которой перпендикулярна плоскостям валков 1 и 2, и соосно с ней в матрицедержэтеле 5 размеVI
О
CJ
Ј2
щепа матрица 14. Шестерня 8 находится в зацеплении с зубчатыми колесами 4 и 5.
Устройство работает следующим образом.
Две заготовки 15 и 16 задают п калибры 11 приводных валков 1 и 2, вращающихся в одном направлении.Под действием сил трения заготовки продвигаются по калибрам о камеру 10 сварки, откуда по достижении необходимых усилий происходит выдавливание трубы 17 в зазор между матрицей 14 и иглой 13. На иглу 13 передается вращение через полый вал 7, который приводят в движение зубчатые колеса 4 и 5, закрепленные на валках 1 и 2.
За счет вращения полого вала 7 и иглы 13 происходит закручивание встречных потоков металла, в результате чего формирование сварных швов между ними происходит по спирали со значительными сдвиговыми деформациями. Это приводит к увеличению площади контакта между двумя потоками, полному разрушению окисных пленок, препятствующих схватыванию металла по ювенильным поверхностям. В результате в отпрессованных трубах при микроструктурных исследованиях не прослеживается даже остатков сварного шва, что свидетельствует о хорошем качестве готовых изделий.
Кроме того, благодаря вращению полого вала 7 и иглы 13 значительно снижаются реактивные силы трения в камере сварки. Это позволяет проводить процесс непрерывного прессования труб с уменьшенными энергозатратами.
При необходимости непрерывного прессования порошковых материалов на входе в калибры устанавливают бункеры для подачи порошка в очаг деформации.
Пример. Прессовали трубы с помощью данного устройства с наружным диаметром 18 мм и толщиной стенки 1,5 мм из быстрозакристаллизо&анных частиц сплава AI -:- 1,39%Cr+ 1,64%Zr. Испытания образцов показали,что для отпрессованных труб
предел прочности од 42С МПа, (5 13- 15%, т.е. прочностные свойства труб повышаются на 25-30%, а пластические - на 30-35% по сравнению с обычными устройствами Кроме того, трубы, полученные на предлагаемом устройстве, имели равномерную проработку по всему поперечному сечению, выход годного по сравнению с традиционными устройствами повысился в
2-2,5 раза, а энергозатраты на осуществление процесса прессования снизились в 1,3- 1.5 раза.
15
Формула изобретения
1. Устройство для непрерывного прессования труб из цветных металлов и спла- пов, включающее два приводных валка с
кольцевыми проточками на их цилиндрических поверхностях, торцовые поверхности которых расположены в параллельных поверхностях, неподвижный матрицедержа- тель со сварочной камерой, сообщающейся
с противоположно расположенными калибрами, образованными элементами, матри- цедержателя и кольцевыми проточками валков, а также матрицу и размещенную концентрично ее очку иглу, отличающее с я тем, что, с целью увеличения выхода годного за счет повышения прочности сварного шва и снижения энергоемкости процесса, оно снабжено полым валом с шестерней на одном конце, установленным
с возможностью вращения в матрицедержа- теле. ось очка матрицы расположена перпендикулярно торцовым плоскостям валков, игла размещена в полости вала со стороны, противоположной шестерне и жестко.с ним связана, при этом валки установлены с возможностью однонаправленного вращения, а шестерня полого вала кинематически связана с их приводом.
2. Устройство по п.1. от л и ч а ю щ е е- с я тем. что на валках смонтированы зубчатые колеса, с которыми связана шестерня полого вала.
Фиг.2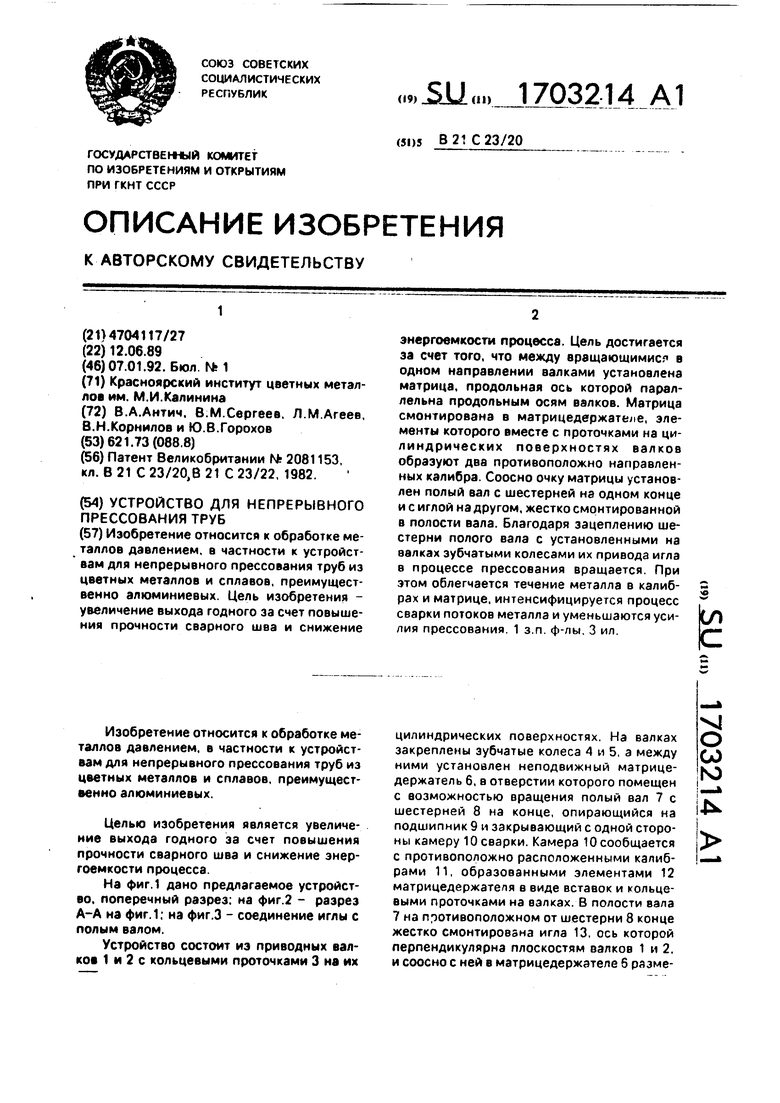
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного прямого выдавливания | 1990 |
|
SU1801040A3 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ТРУБ ИЗ ГРАНУЛ | 1990 |
|
SU1711409A1 |
| СПОСОБ ПРОКАТКИ И ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2457051C1 |
| МАТРИЦА ДЛЯ МНОГОКАНАЛЬНОГО ПРЕССОВАНИЯ ТРУБ И ПОЛЫХ ПРОФИЛЕЙ | 2011 |
|
RU2470730C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 2001 |
|
RU2200644C2 |
| Способ обратного прессования труб | 1986 |
|
SU1412828A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ТРУБ | 1996 |
|
RU2100113C1 |
| Инструмент для прессования полых изделий | 1986 |
|
SU1433518A1 |
| КАМЕРНАЯ МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ТРУБНЫХ ИЗДЕЛИЙ | 1969 |
|
SU257417A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРЕССОВАНИЯ МЕТАЛЛА | 1995 |
|
RU2100136C1 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для непрерывного прессования труб из цветных металлов и сплавов, преимущественно алюминиевых. Цель изобретения - увеличение выхода годного за счет повышения прочности сварного шва и снижение энергоемкости процесса. Цель достигается за счет того, что между вращающимися в одном направлении валками установлена матрица, продольная ось которой параллельна продольным осям валков. Матрица смонтирована в матрицедержателе, элементы которого вместе с проточками на цилиндрических поверхностях валков образуют два противоположно направленных калибра. Соосно очку матрицы установлен полый вал с шестерней на одном конце и с иглой на другом, жестко смонтированной в полости вала. Благодаря зацеплению шестерни полого вала с установленными на валках зубчатыми колесами их привода игла в процессе прессования вращается. При этом облегчается течение металла в калибрах и матрице, интенсифицируется процесс сварки потоков металла и уменьшаются усилия прессования. 1 з.п. ф-лы, 3 ил. w И
i
| СОСТАВ ДЛЯ ОБРАБОТКИ ТВЕРДЫХ ПОВЕРХНОСТЕЙ | 1992 |
|
RU2081153C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
