Изобретение относится к металлургии, а именно к непрерывному литью металла.
Цель изобретения - увеличение выхода годного металла.
Способ непрерывной разливки металла включает подачу жидкого металла в кристаллизатор через т рубу-экран, подачу в кристаллизатор на мениск металла безуглеродистой защитно-смазывающей смеси после его заполнения металлом на 0,05...0,10 рабочей высоты и подачу углеродсодержащей защитно-смазывающей смеси после достиже- ния рабочего уровня металла в кристаллизаторе.
Подача Сезуглеродистой защитно-смазывающей смеси на мениск по заполнении 0,05-0,10 рабочей высоты кристаллизатора позволяет исключить науглероживание стали в начальный период разливки, защищая одновременно мениск от атмосферы. При подаче безуглеродистой защитно-смазывающей смеси по заполнении кристаллизатора металлом менее 0,05 его рабочей высоты происходит увеличение аварийности разливки и это уменьшает выход годного металПри подаче безуглеродистой защитно- смазывающей смеси по заполнении кристаллизатора металлом более 0,10 его высоты происходит образование окисленной корочки за счет интенсивного охлаждения зеркала металла, что приводит к появлению заворотов корочки и подкорковых пузырей, т.е. к снижению выхода годного металла.
Углеродсодержащая защитно-смазывающая смесь подается в процессе разливки стали для защиты мениска металла от тап- лопотерь и уменьшения загрязненности металла неметаллическими включениями.
Способ осуществляют следующим образом.
Перед разливкой в кристаллизатор сечением 175X1020мм, общей высотой 1200мм и рабочей высотой 1000 мм на высоту 150 мм от нижнего торца заводят головную часть затравки и заделывают зазоры между роабочими стенками кристаллизатора и затравкой шнуровым асбестом. Перед разливкой у обеих узких граней на расстоянии 50 мм от поддона подвешивают бумажные мешки с безуглеродистой защитно-смазыИ t
О
о
00 О
00
вающей смесью из вермикулита (80%) и флюорита (20%) в количестве 0,1 кг.
Сталь марки 40Х или 60 С2А из разливочного ковша подают в кристаллизатор через трубу-экран с внутренним диаметром 60 мм, отстоящую от его узкой грани на расстоянии 300 мм. Безуглеродистый защитно- смазывающий состав расплавляется в течение 1-3 с, образуя, жидкий шлак на мениске.
Скорость заполнения кристаллизатора равна 0,5-1,2 м/мин.
По достижении уровнем металла в кристаллизаторе нижнего торца трубы-экрана включается механизм качания кристаллиза- тора и начинается вытягивание слитка со скоростью 0,2 м/мин. Через 30-75 с после начала разливки по достижении металлом рабочего уровня на мениск подается угле- родсодержащая защитно-смазывающая смесь из 75% аморфного графита, 15% портландцемента и 10% флюорита в количестве 0,2 кг. Дальнейшая разливка происходит по обычной технологии с расходом смеси 0,4- 0,5 кг/т.,
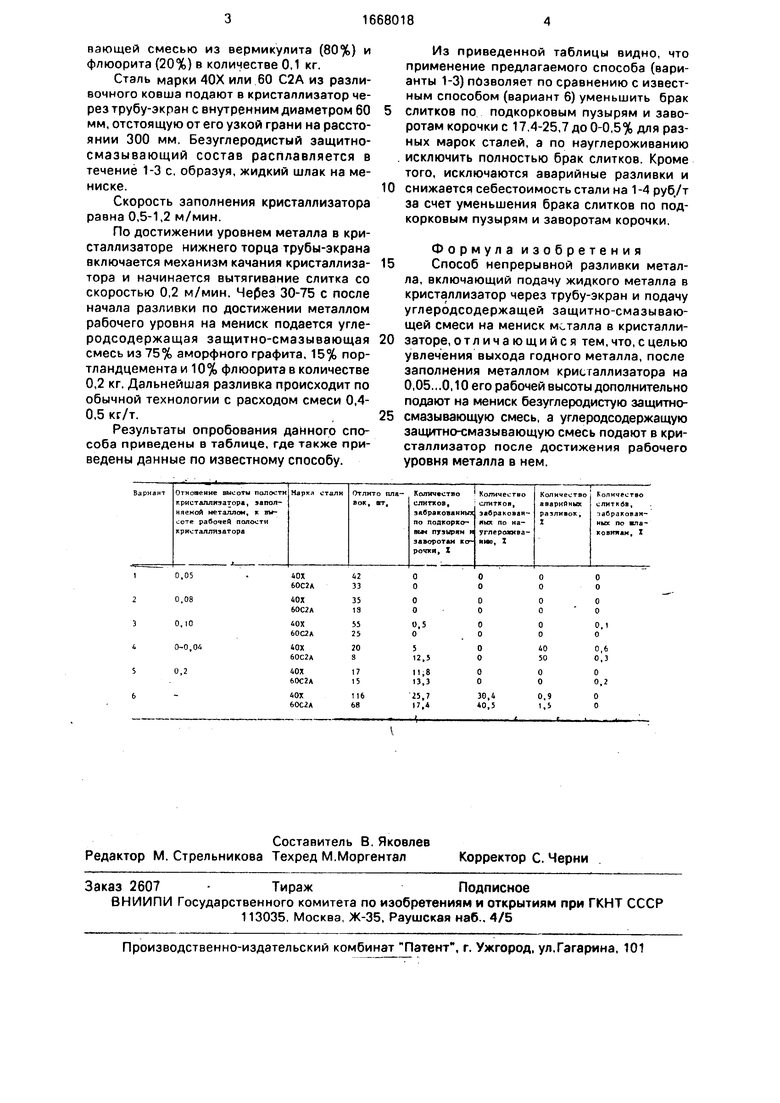
Результаты опробования данного способа приведены в таблице, где также приведены данные по известному способу.
Из приведенной таблицы видно, что применение предлагаемого способа (варианты 1-3) позволяет по сравнению с известным способом (вариант 6) уменьшить брак слитков по подкорковым пузырям и заворотам корочки с 17,4-25,7 до 0-0,5% для разных марок сталей, а по науглероживанию исключить полностью брак слитков. Кроме того, исключаются аварийные разливки и снижается себестоимость стали на 1-4 руб./т за счет уменьшения брака слитков по подкорковым пузырям и заворотам корочки.
Формула изобретения Способ непрерывной разливки металла, включающий подачу жидкого металла в кристаллизатор через трубу-экран и подачу углеродсодержащей защитно-смазывающей смеси на мениск металла в кристаллизаторе, отлича ющийся тем, что, с целью увлечения выхода годного металла, после заполнения металлом кристаллизатора на 0,05...0,10 его рабочей высоты дополнительно подают на мениск безуглеродистую защитно- смазывающую смесь, а углеродсодержащую защитно-смазывающую смесь подают в кристаллизатор после достижения рабочего уровня металла в нем.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного литья заготовок | 1982 |
|
SU1060300A1 |
| Способ непрерывной разливки металла | 1988 |
|
SU1503984A1 |
| Защитно-смазывающая смесь дляНЕпРЕРыВНОй РЕзлиВКи СТАли | 1979 |
|
SU833369A1 |
| Способ непрерывной разливки металла | 1977 |
|
SU944759A1 |
| Способ непрерывной разливки инструментальных сталей | 1989 |
|
SU1668019A1 |
| Способ непрерывной разливки легированных марок стали | 1987 |
|
SU1616768A1 |
| Способ непрерывной разливки низкоуглеродистой легированной стали,раскисленной алюминием и/или титаном | 1983 |
|
SU1183287A1 |
| Способ вторичного охлаждения восьмигранного неравностороннего стального слитка | 1981 |
|
SU984648A2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ МЕТОДОМ ПЛАВКА НА ПЛАВКУ | 2002 |
|
RU2214884C2 |
| Способ сифонной разливки стали | 1988 |
|
SU1538987A1 |
Изобретение относится к металлургии, а именно к непрерывному литью металла. Цель изобретения - увеличение выхода годного металла. Способ включает подачу жидкого металла в кристаллизатор через трубу-экран, подачу в кристаллизатор на мениск металла безуглеродистой защитно-смазывающей смеси после его заполнения металлом на 0,05...0,10 рабочей высоты и подачу углеродсодержащей защитно-смазывающей смеси после достижения рабочего уровня металла в кристаллизаторе. 1 табл.
401 60С2А
40Х 60С2А
40Х 60С2А
40Х 60С2А
40Х 60С2А
«ОХ 60С2А
О О
О О
0.5 О
5 12.5
11,8 13,3
25,7 17,4
О О
О О
о о
о о
о о
зе,4
40,5
о о
о о
о о
40 50
о о
0,9 1,5
О
о
о о
0.
о
0,6 0,3
о
0,2
о о
| Черная металлургия, 1967, Nfc 9. |
