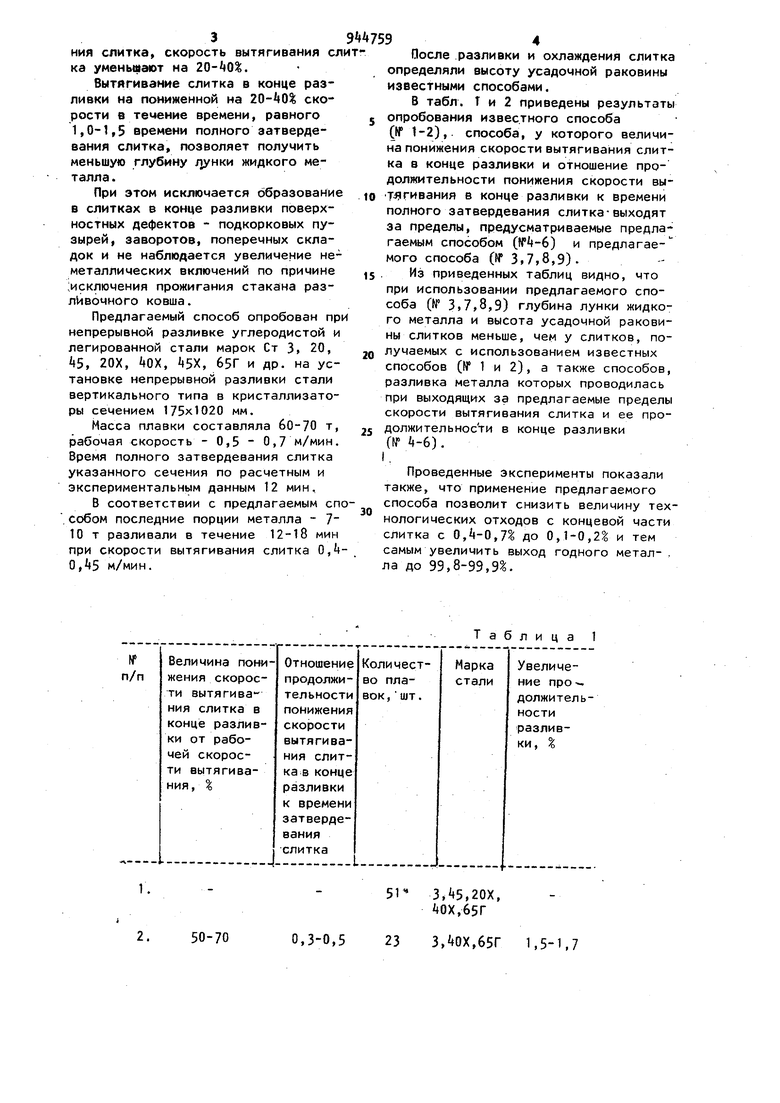
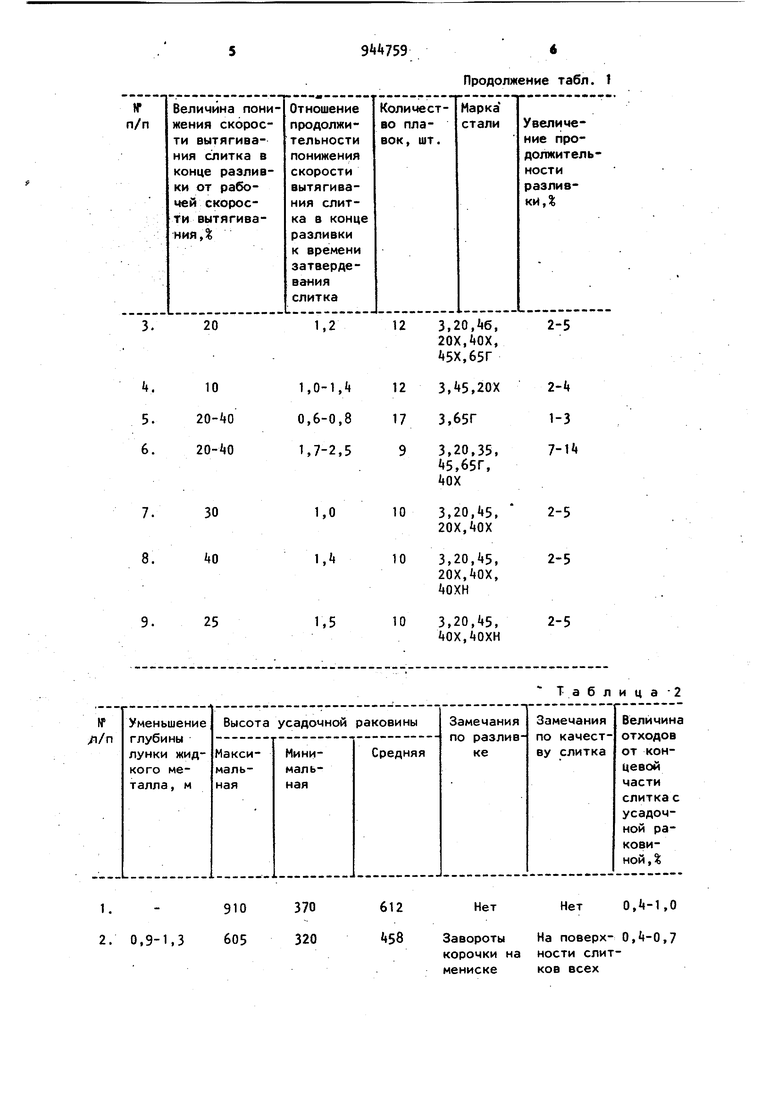
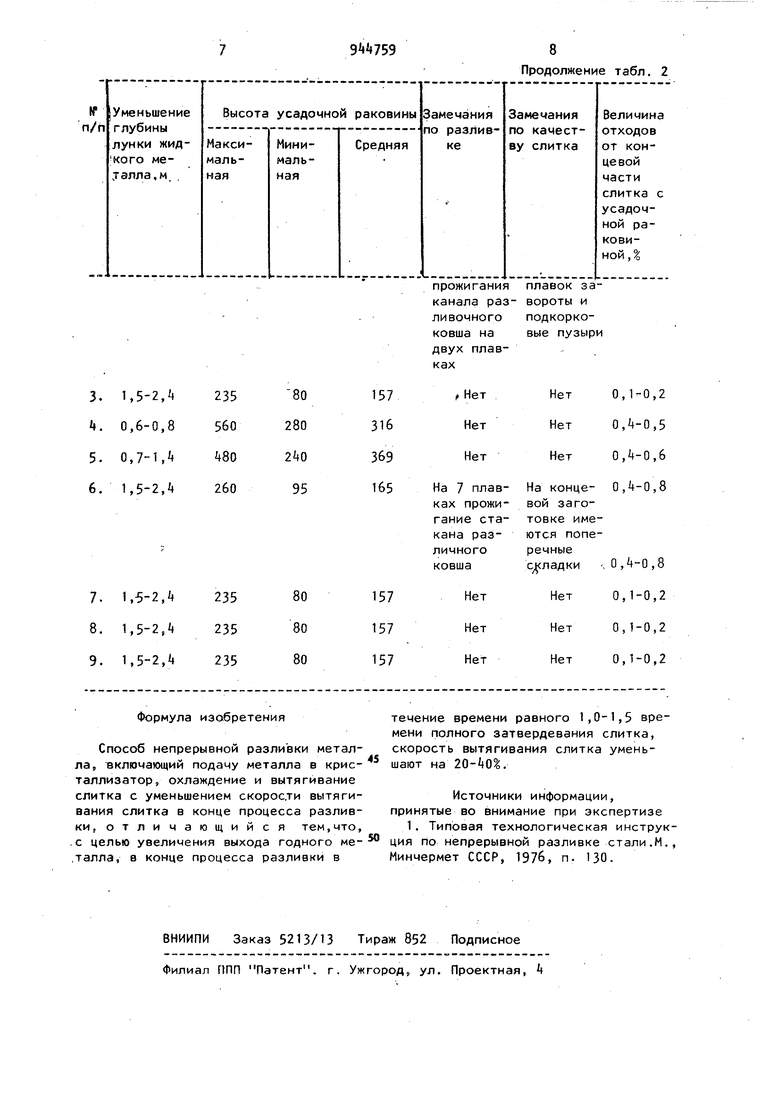
1 Изобретение относится к металлургии, конкретнее к непрерывному литью металлов, и предназначено для применения при непрерывной раз.ливке стали в слитки большого сечения на установке вертикального типа. Известен способ непрерывной разливки металла, включающий подачу металла в кристаллизатор, охлаждение и вытягивание слитка с уменьшением скорости вытягивания слитка в конце разливки на 50 и вытягивание на этой скорости в течение времени, равного 0,3-0,5 времени полногр затвердевания слитка Cl J. Недостаток этогб способа заключается в том, что в случае его примене ния значительна величина технологиче ких отходов. Объясняется это тем,что применение этого спос.оба позволяет лишь незначительно уменьшить глубину лунки жидкого металла к концу разливки. Кроме того, в слитках, получа мых этим способом, образуются в конце разливки поверхностные дефекты (подкорковые пузыри, завороты, поперечные складки-спаи) вследствие интенсивного охлаждения мениска металла в кристаллизаторе, а также повышения содержания неметаллических включений из-за необходимости прожигания канала стакана разливочного ковша по причине его затягивания при малом расходе металла. Целью изобретения является увеличение выхода годного металла путем уменьшения высоты усадочной раковины при сохранении качества поверхности слитка. Для достижения поставленной цели в способе непрерывной разливки металла, включающем подачу металла в кристаллизатор, охлаждение и вытягивание слитка с уменьшением скорости вытягивания слитка в конце процесса разливки в течение времени, равного ,5 времени полного затвердеваимя слитка, скорость вытягивания сл ка уменьшают на 20-«О. Вытйгивание слитка в конце разливки на пониженной на скорости в темение времени, равного 1,0-1,5 времени полного затвердевания слитка, позволяет получить меньшую глубину лунки жидкого металла . При этом исключается образование в слитках в конце разливки поверхностных дефектов - подкорковых пузырей, заворотов, поперечных складок и не наблюдается увеличение неметаллических включений по причине ;исключения прожигания стакана разливочного ковша. Предлагаемый способ опробован пр непрерывной разливке углеродистой и легированной стали марок Ст 3 20, k5, 20Х, itOX, , 65Г и др. на установке непрерывной разливки стали вертикального типа в кристаллизаторы сечением 175x1020 мм. Масса плавки составляла 60-70 т рабочая скорость - 0,5 - 0,7 м/мин Время полного затвердевания слитка указанного сечения по расчетным и экспериментальным данным 12 мин. В соответствии с предлагаемым сп . собом последние порции металла - 7 10 т разливали в течение 12-18 мин при скорости вытягивания слитка 0, О,«Б м/мин. 94 После разливки и охлаждения слитка определяли высоту усадочной раковины известными способами. В табл. Т и 2 приведены результаты опробования известного способа (№ 1-2), способа, у которого величина понижения скорости вытягивания слитка в конце разливки и отношение продолжительности понижения скорости выТ гивания в конце разливки к времени полного затвердевания слиткавыходят за пределы, предусматриваемые предлагаемым способом () и предлагае- мого способа (№3,7,8,9). Из приведенных таблиц видно, что при использовании предлагаемого способа (№ ,8,9) глубина лунки жидкого металла и высота усадочной раковины слитков меньше, чем у слитков, получаемых с использованием известных способов (№ 1 и 2), а также способов, разливка металла которых проводилась при выходящих за предлагаемые пределы скорости вытягивания слитка и ее продолжительности в конце разливки (№ i|-6). Проведенные эксперименты показали также, что применение предлагаемого способа позволит снизить величину технологических отходов с концевой части слитка с 0,-0,7% до 0,1-0,21 и тем самым увеличить выход годного метал- . ла до 99,8-99,9%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывной разливки металла | 1988 |
|
SU1503984A1 |
| Способ непрерывной разливки стали | 1980 |
|
SU954153A1 |
| Способ непрерывной разливки металла | 1989 |
|
SU1668018A1 |
| Способ непрерывного горизонтального литья металлов | 1982 |
|
SU1088206A1 |
| Способ непрерывной разливки низкоуглеродистой легированной стали,раскисленной алюминием и/или титаном | 1983 |
|
SU1183287A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА | 2004 |
|
RU2245754C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ МЕТОДОМ ПЛАВКА НА ПЛАВКУ | 2002 |
|
RU2214884C2 |
| Способ сифонной разливки стали | 1988 |
|
SU1538987A1 |
| Способ непрерывной и полунепрерывной разливки металлов | 1977 |
|
SU758632A1 |
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА СВЕРХУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023528C1 |
50-70
0,3-0,5 23 3,,65Г 1,5-1,7
Таблица 1
3,45,20Х, 40Х,65Г
Продолжение табл. I
Таблица 2
0,,0
Нет
Нет
Завороты На поверх- O.t-O, корочки на ности слитмениске ков всех
Формула изобретения
Способ непрерывной разливки металла, включающий подачу металла в кристаллизатор, охлаждение и вытягивание слитка с уменьшением скорости вытягивания слитка в конце процесса разливки,отличающийся тем,что, .с целью увеличения выхода годного ме.талла, в конце процесса разливки в
8 Продолжение табл. 2
течение времени равного 1,0-1,5 времени полного затвердевания слитка, скорость вытягивания слитка уменьшают на 20-40.
Источники информации, принятые во внимание при экспертизе
