Физ.2
Изобретение относится к электродуговой сварке плавящимся электродом при автоматической сварке и может быть использовано в различных отраслях промышленности.
Цель изобретения - повышение надежности возбуждения дуги и качества сварки путем поджатия движущегося вместе с горелкой электрода к детали до возбуждения дуги и задержки подачи электрода после ее возбуждения.
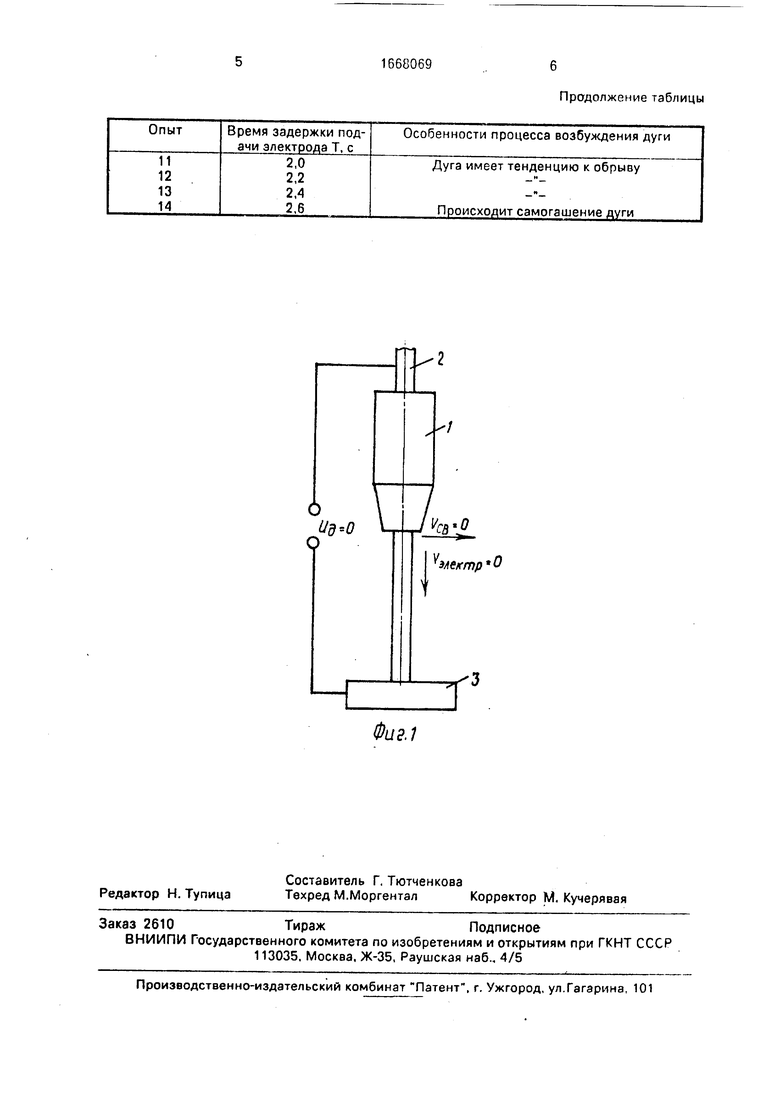
На фиг,1 представлена схема первой стадии, когда электрод поджат к детали; на фиг.2 - схема второй стадии, когда горелка перемещается.
Горелку 1 подводят к началу сиарки, подают механизмом подачи электрод 2 до упора в изделие 3 и выключают подачу элвк трода. Задают необходимую величину ско- рости подачи электрода /электР и скорости перемещения горелки VCB. Включают источник питания сварочной дуги, после чего между электродом 2 и изделием 3 подается напряжение Ug, и одновременно включают перемещение горелки 1 вдоль шва со скоростью сварки VCB.
Подачу электрода 2 задерживают с момента включения иди перемещения горелки на 0,5 - 0,9 времени плавления электрода до образования промежутка между концом электрода и изделием, приводящего к обрыву дуги. После включения перемещения горелки 1 электрод 2, закороченный на изделие 3, перемещается со скоростью VCB, проскальзывает по изделию 3, в результате чего между электродом 2 и изделием 3 возбуждается электрическая дуга 4. Задержка подачи электрода стабилизирует развитие процесса возбуж- дения дуги и обеспечивает спокойное возбуждение дуги без выплесков.
Пример. Возбуждают дугу при автоматической сварке стали Ст.З плавящимся электродом марки СВ - 08А диаметром О 5 мм под флюсом марки АН-348. Св 650 А; Ug 40 В; VCB 20M/4.
Задержка времени Т включения подачи проволоки от начального момента подачи сварочного напряжения и перемещения горелки изменяется в пределах, указанных в таблице, где также отмечены особенности процесса возбуждения дуги.
Результаты проведенных опытов подтверждают, что стабильное возбуждение дуги наблюдается при времени задержки подачи электрода 1 - 1,8 с, что составляет 0,5 - 0,9 времени плавления электрода до образования промежутка между концом электрода и изделием, приводящего к обрыву дуги.
Предлагаемый способ позволяет возбуждать дугу как на открытых поверхностях, так и в местах ограниченного доступа с большей точностью по отношению к расчетному месту начала сварного шва, что обеспечивает его широкое применение при автоматической сварке.
Формула изобретения Способ возбуждения дуги при сварке плавящимся электродом, при котором электрод замыкают на изделие и включают источник питания, отличающийся тем, что, с целью повышения надежности возбуждения дуги и качества сварки, одновременно с включением источника питания начинают перемещение электрода вдоль стыка, а подачу электрода начинают после включения источника питания, через время. составляющее 0,5 - 0,9 времени плавления электрода до образования промежутка между концом электрода и изделием, приводящего в обрыву дуги.
Продолжение таблицы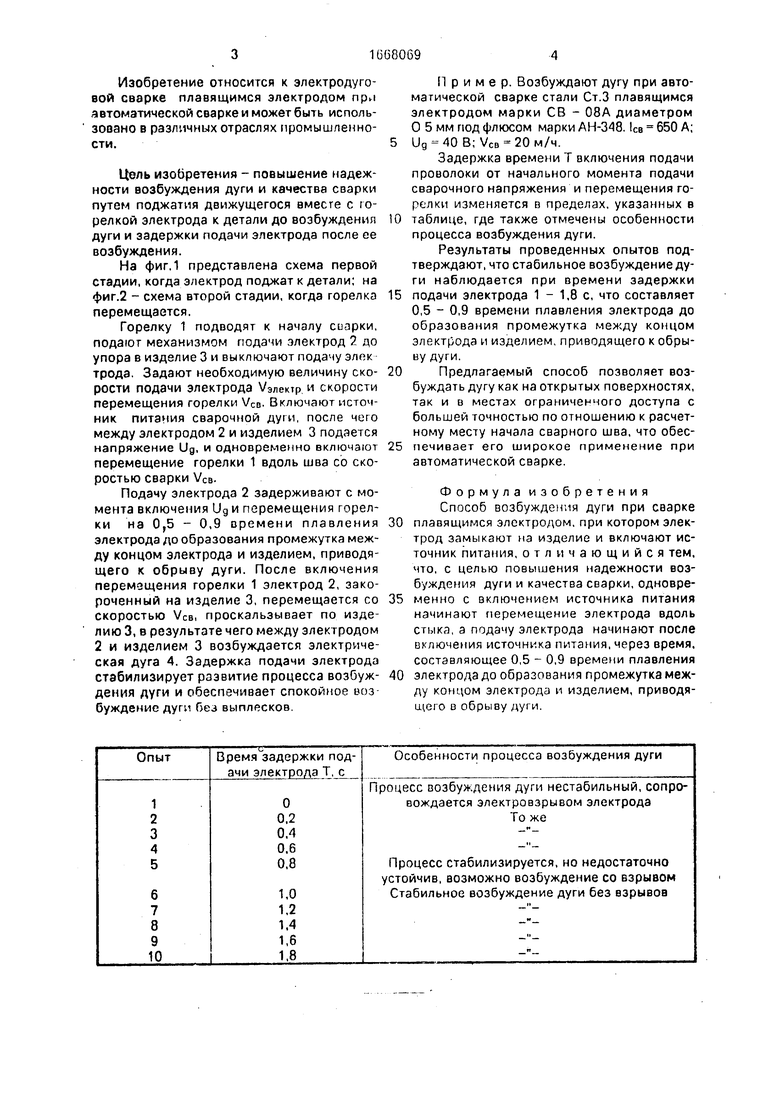
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой механизированной сварки | 1988 |
|
SU1696206A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1991 |
|
RU2035277C1 |
| Способ многодуговой сварки криволинейных замкнутых швов | 1990 |
|
SU1750885A1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| Способ автоматической дуговой точечной сварки | 1990 |
|
SU1706794A1 |
| Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1985 |
|
SU1299730A2 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ И ЭЛЕКТРОШЛАКОВОЙ СВАРКИ И НАПЛАВКИ | 1991 |
|
RU2063315C1 |
| Устройство для сварки неплавящимся электродом в вакууме | 1977 |
|
SU694314A1 |
| Способ электродуговой сварки | 1980 |
|
SU1115872A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОДВИЖНЫМ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2005 |
|
RU2278771C1 |
Изобретение относится к электродуговой сварке плавящимся электродом при автоматической сварке и может быть использовано в различных отраслях промышленности. Цель изобретения - повышение надежности возбуждения дуги и качества сварки. При осуществлении способа плавящийся электрод 2 замыкают на изделие 3. После чего включают одновременно источник питания и перемещение горелки 2. При перемещении горелки 2 со скоростью сварки Vсв происходит возбуждение дуги 4. Для того, чтобы процесс возбуждения дуги 4 происходил без электровзрывов, сопровождающихся выплесками плавящегося электрода, подачу электрода 2 задерживают на время, составляющее 0,5...0,9 времени плавления электрода до образования промежутка между концом электрода и изделием, приводящего к обрыву дуги. Способ позволяет возбуждать дугу в местах ограниченного доступа без дополнительного контроля, что обеспечивает его широкое применение его при автоматической сварке. 2 ил.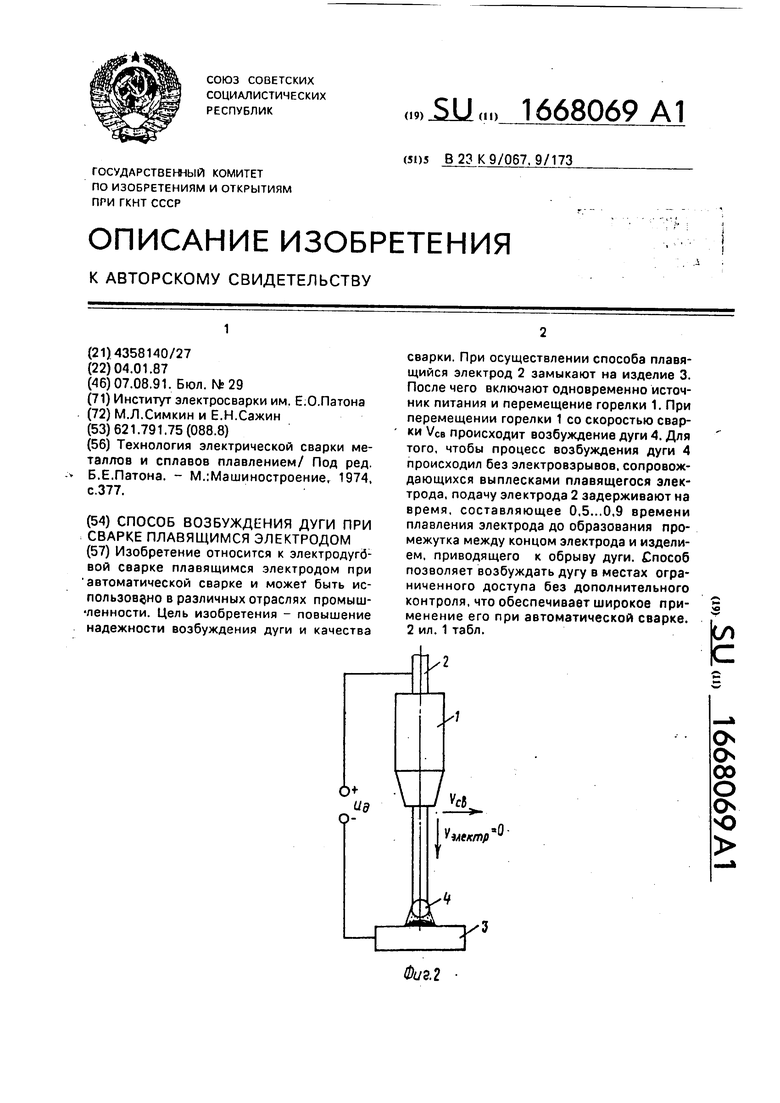
Фиг.1
| Технология электрической сварки металлов и сплавов плавлением/ Под ред | |||
| Б.Е.Патона | |||
| - М.Машиностроение, 1974, С.377. |
