головку к месту постановки следующей сварной точки, после чего цикл повторяют.
Однако при выполнении сварных соединений этим способом дуговой точечной сварки не ликвидируются трудности в достижении высокой скорости постановки сварных точек, т.е. в повышении производительности процесса, обусловленные необходимостью прерывистого (циклического) перемещения сварочной головки и прерывистой подачи плавящегося электрода, свя- с применением сложных систем программирования процесса сварки.
Наиболее близким к предлагаемому является способ выполнения точечных угловых швов сваркой под флюсом, при котором производят сварку с остановками для образования сварных точек при быстром перемещении держателя от точки к точке без обрыва сварочной дуги.
Недостатком известного способа является то, что он предусматривает для образо- вйния сварной точки остановку сварочной головки, что не обеспечивает высокой производительности процесса (всего 30 точек в 1 мин). Кроме того, при выполнении сварных соединений из-за того, что дуга горит без обрыва при перемещении сварочной головки от точки к точке, на поверхности изделия остается след от сварочной дуги.
Цель изобретения - повышение производительности автоматической дуговой точечной сварки.
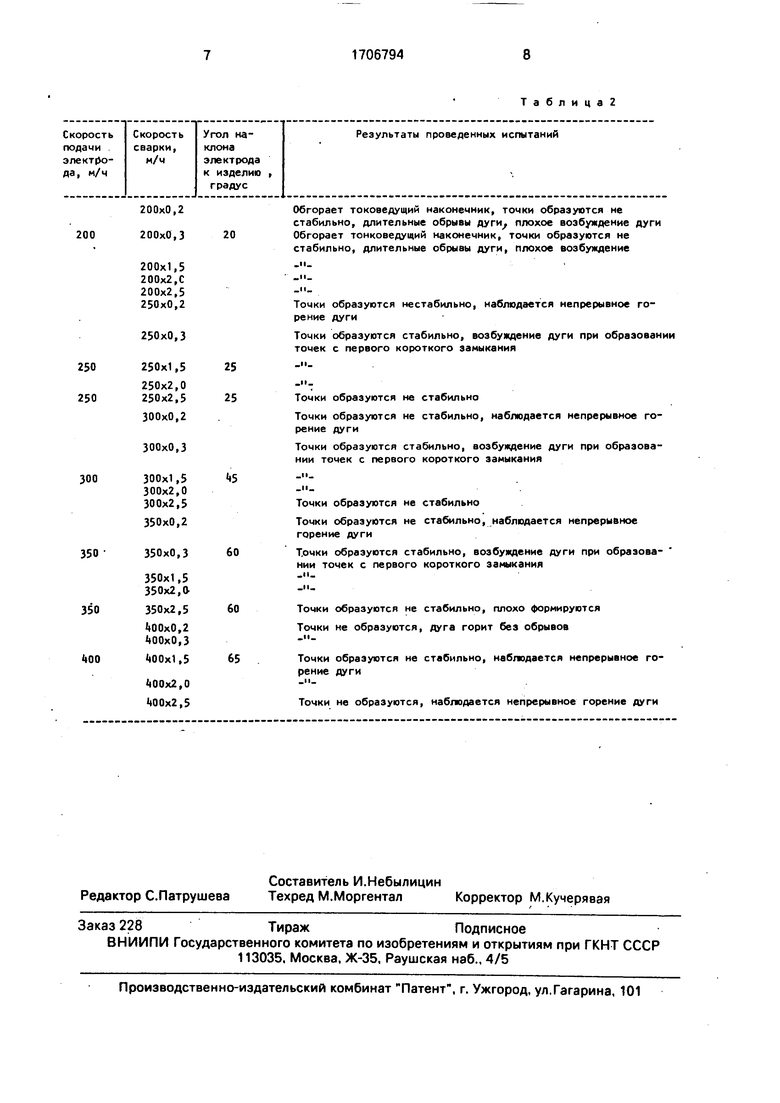
Эта цель достигается тем, что электрод подают под углом 25-60° к изделию со скоростью 250-350 м/ч, а скорость сварки выбирают в пределах 0,3-2,0 скорости подачи электрода. При напряжении холостого хода источника питания в пределах 60-95 В. При этом перемещение сварочной головки с постоянной скоростью в пределах 0,3- 2,0 скорости подачи электрода, расположенного углом вперед в 25-60° относительно плоскости изделия, создает импульсы тока в сварочной дуге следующих параметров: максимальное значение тока дуги в импульсе ,5-2,5 ICB, где Св - ток дуги стационарного процесса при расположении электрода по нормали к плоскости изделия и одной и той же подаче, скорость
нарастания тока в импульсе 250500 кА/С, длительность импульса 150-350 мс, частота следования импульсов 1,5-4,0 Гц. Величину напряжения холостого хода источника питания дуги выбирают в пределах 60-95 В так, чтобы после прохождения импульса тока следовал обрыв дуги, т.е. в момент касания электрода достигают увеличения относительной скорости встречи кон ца электрода с изделием.
Пример. Для выполнения сварного соединения по предлагаемому способу взяты пластины размером 550x70x4 и 550x50x3 из ст.З и прихвачены одна к другой под углом 45°.
Устанавливают их на стол сварочной установки для дуговой сварки. В качестве ис0 точника питания используют сварочный выпрямитель ВДУ-506. Сварку производят проволокой Св-08А диаметром 2 мм на постоянном токе обратной полярности, под флюсом OCLH5 м ГОСТ 9087-81. Вылет
5 электрода 25 мм. Электрод выставляется с углом наклона к горизонтальной плоскости пластины под различными углами для выполнения сварки углом вперед (табл.1,2). Устанавливают напряжение холостого хода
0 источника питания 75 В, скорость подачи электрода устанавливается согласно табл.1 и 2. Скорость перемещения сварочной головки устанавливают согласно табл. 1 и 2. Включают установку и производят свар5 ку. В момент касания электрода с изделием происходит мгновенное сложение векторов скорости подачи электрода и скорости перемещения сварочной головки, благодаря чему возникает импульс тока в 1,5 -2,5 раза
0 выше тока дуги стационарного процесса (440 А) ток достигает 850 А, Происходит интенсивное плавление электрода и свариваемой детали, формирование сварной точки затем ток уменьшается и дуга горит до обрыва.
5В результате непрерывной подачи плавящегося электрода с постоянной скоростью и непрерывного перемещения сварочной головки с постоянной скоростью следующее короткое замыкание электрода
0 с изделием происходит на некотором расстоянии от выполненной сварной точки и, благодаря выбранным параметрам процесса сварки, возбуждение дуги происходит с первого касания электрода при незначи5 тельном времени короткого замыкания (1-4 мс), что обеспечивает повторение цикла и формирование ряда отдельных сварных точек, расположенных друг от друга с определенным шагом и частотой следования
0 1,5-4,0 точек в 1 с. Результаты испытаний приведены в табл. 1 и 2.
Использование предлагаемого способа позволяет автоматизировать сварку прерывистых швов и повысить производитель5 ность процесса в 3-4 раза.
Формула изобретения Способ автоматической дуговой точечной сварки, при котором перемещают сварочную головку от точки к точке, а электрод подают в зону сварки углом вперед, о т л ичающийся тем, что, с целью повышения производительности, электрод подают под углом к изделию 25-60° со скоростью 250350 м/ч, а скорость перемещения сварочной головки выбирают в пределах 0,3-2,0 скорости подачи электрода.


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ И ЭЛЕКТРОШЛАКОВОЙ СВАРКИ И НАПЛАВКИ | 1991 |
|
RU2063315C1 |
| Способ дуговой механизированной сварки модулированным током | 1991 |
|
SU1797539A3 |
| Способ возбуждения дуги при импульснодуговой сварке | 1990 |
|
SU1738522A1 |
| СПОСОБ ЭЛЕКТРИЧЕСКОЙ СВАРКИ ПЛАВЛЕНИЕМ | 1991 |
|
RU2021086C1 |
| Способ сварки плавящимся электродом | 1980 |
|
SU961889A1 |
| Способ возбуждения дуги при точечной дуговой сварке в среде защитных газов | 1981 |
|
SU1038128A1 |
| Способ многодуговой точечной сварки и устройство для его осуществления | 1989 |
|
SU1682077A1 |
| СПОСОБ ЗАЖИГАНИЯ ДУГИ С КОНТРОЛИРУЕМЫМ ПРИЛИПАНИЕМ ЭЛЕКТРОДА ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ | 2004 |
|
RU2270080C1 |
| Устройство для аргонодуговой точечной сварки неплавящимся электродом | 1979 |
|
SU1000195A1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
Изобретение относится к дуговой сварке точками и может быть использовано во всех областях машиностроения. Цель изобретения - повышение производительности. При автоматической дуговой точечной сварке под флюсом плавящимся электродом, непрерывно с постоянной скоростью перемещают сварочную головку и подают электрод в зону сварки. Устанавливают электрод под углом 25 -60° к горизонтальИзобретение относится к машиностроению и может быть использовано в автомобильном,сельскохозяйственном, энергетическом машиностроении в судостроении, строительстве и других отраслях промышленности, в которых находят применение конструкции, выполняемые дуговой точечной сваркой или прихваткой. ной плоскости изделия. Возбуждают дугу при напряжении холостого хода источника питания дуги 60-95 В и подают электрод к изделию, выполняя сварку углом вперед, со скоростью 250-350 м/ч. Скорость перемещения сварочной головки выбирают в пределах 0,3-2,0 скорости подачи. В результате при выбранных параметрах процесса сварки в момент касания электрода с изделием возникает импульс тока в 1,5-2,5 раза выше тока дуги стационарного процесса, происходит интенсивное плавление электрода и свариваемой детали, приводящее к обрыву дуги и формированию сварной точки. При этом следующее короткое замыкание электрода с изделием происходит на некотором расстоянии от образовавшейся сварной точки и (благодаря выбранным параметрам процесса) возбуждение дуги происходит с первого касания электрода при незначительном времени короткого замыкания, что обеспечивает циклическое следование импульсов тока и формирование ряда отдельных сварных точек, расположенных друг от друга с определенным шагом и частотой образования 1,5-4,0 точек в 1 с. Способ позволяет автоматизировать сварку прерывистых швов и повысить производительность процесса в 3-4 раза. 2 табл. Известен способ выполнения сварных соединений дуговой точечной сваркой, при котором образование каждой сварной точки осуществляют циклически путем остановки сварочной головки и включения на определенное время подачи плавящегося электрода, по истечении которого отключают подачу электрода и перемещают сварочную Ё О о vj Ю
300
300x1,5
Обгорает тонковедущий наконечник, точки образуется нестабильно
Обгорает тонковедущий наконечник, точки не образуются, дуга горит без обрывов непрерывно
Точки образуются не стабильно, длительные обрывы дуги, плохое возбуждение дуги
Точки образуются стабильно, возбуждение дуги при образовании точек с первого короткого замыкания
45
60
65
250
300
350
400
200
250
300
350
400
200
250
300
350
too
250x0,3
300x1,5 350x2,0
400x2,5 200x0,2
25QxO,3
300x1,5 350x2,5
1)00x2,5 200x0,2
250x0,3 300x1,5
350x2,0 400x2,5
Точки не образуются, Дуга горит непрерывно без обрывов
Точки образуются не стабильно, длительные обрывы дуги и плохое возбуждение дуги
Точки образуются стабильно, возбуждение дуги при образовании каждой точки с первого короткого замыкания
Точки не образуются, дуга горит без обрывов непрерывно
Точки образуются не стабильно, длительные обрывы дуги и плохое возбуждение
Точки образуются стабильно, возбуждение дуги при образоваг нии каждой точки с первого короткого замыкания
Точки не образуются, дуга горит без обрывов непрерывно
Точки образуются не стабильно, длительные обрывы дуги и плохое возбуждение дуги
Точки образуются не стабильно, наблюдается непрерывное горение дуги
Точки образуются не стабильно, наблюдается непрерывное горение дуги
Точки не образуются, дуга горит без обрывов непрерывно Точки не образуются, дуга горит без обрывов непрерывно
Таблица2
| Вайнбойм Д.Н | |||
| Автоматическая дуговая точечная сварка | |||
| М.: Машиностроение, 1966 | |||
| Приспособление для останова мюля Dobson аnd Barlow при отработке съема | 1919 |
|
SU108A1 |
| Казимиров А.А | |||
| и Дубовецкий В.Л | |||
| Сварка под флюсом точечных угловых швов шланговым полуавтоматом | |||
| - Автоматическая сварка, 1950, № 4, с.30-35. | |||
