Изобретение относится к технологии сварки, в частности к способам электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка, может быть использовано в машиностроении, судостроении и т. д. и является дополнительным к основному авт. св. № 747642.
Цель изобретения - повышение качества процесса сварки путем повышения устойчивости процесса сварки и снижения разбрызгивания металла.
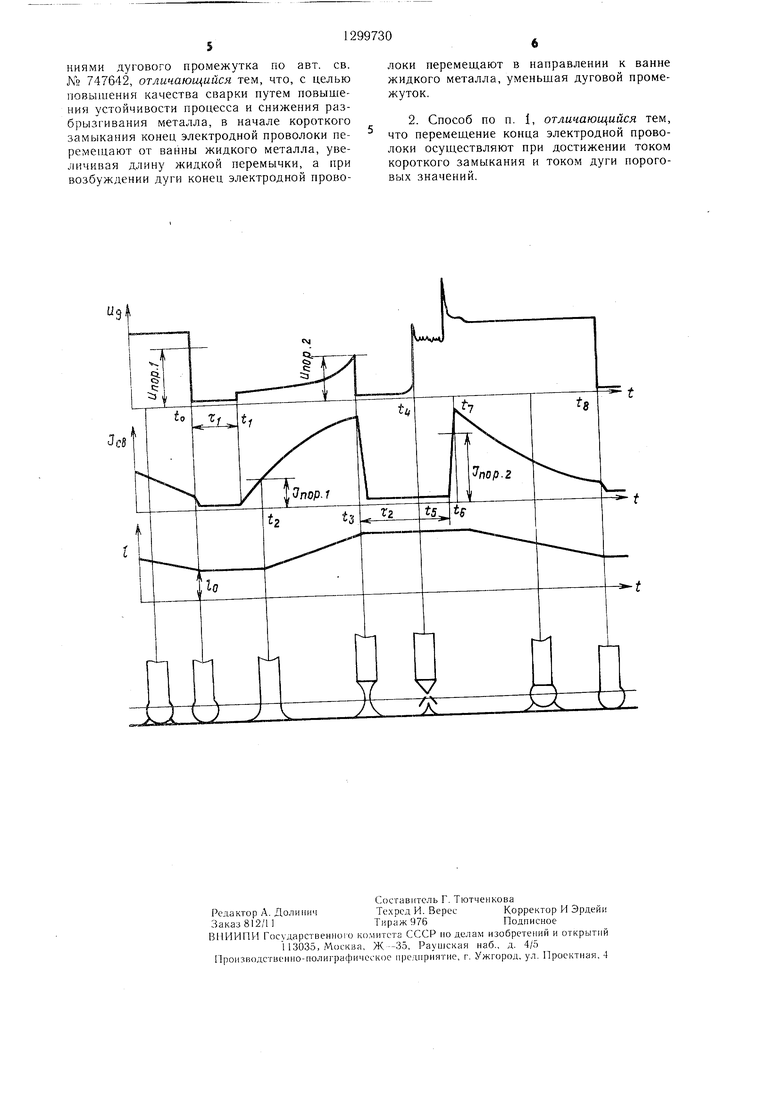
На чертеже представлены временные диаграммы сварочного тока 1св; напряжения на дуговом промежутке UA; изменение расстояния между торцом нерасплавленной части электродной проволоки и поверхностью сварочной ванны Е и фазы процесса капле- образования и переноса электродного металла в сварочную ванну.
Способ осуществляется следующим образом.
При достижении величиной тока коротко- го замыкания порогового значения Inopi (см. чертеж) начинают перемещать конец электродной проволоки от ванны жидкого металла, растягивая перемычку путем приложения усилия в направлении, перпендикулярном оси электродной проволоки и вблизи ее входа в токоподводящий наконечник. По мере роста тока короткого замыкания в интервале времени ti-ta диаметр перемычки уменьшается, падение напряжения на ней увеличивается и непрерывно измеряется, а по достижении величины Unop2 ток короткого замыкания уменьшают. В момент t4 при наличии ограниченного по величине тока перемычка разрушается без взрыва. Возбуждается дуга.. При достижении током дуги заданного порогового значения 1пор2 (момент времени te) конец электродной проволоки перемещают в направлении к ванне жидкого металла.
Перемещение конца электродной проволоки в направлении от ванны жидкого ме- талла в начале короткого замыкания позволяет исключить отрицательное действие подачи электродной проволоки (особенно на больших скоростях), проявляющееся в уменьшении длины и увеличении диаметра перемычки жидкого металла. В результате перемещения конца электродной проволоки в направлении от ванны жидкого металла не только компенсируется уменьшение длины и увеличение диаметра перемычки в результате подачи электрода в зону дуги с постоянной скоростью, но и дополнительно увеличивается длина и уменьшается диаметр перемычки (вплоть до разрушения) в сравнении с этими же параметрами перемычки, имевшими место непосредственно в момент начала образования короткого замыкания. Это позволяет стабилизировать процесс разрушения перемычек жидкого металла за счет одновременного действия на перемычку растя
0 5
0 5
0
5
0
гивающего механического усилия и токовых сил Пинч-эффекта.
При этом сокращается интервал времени короткого замыкания и уменьшается максимальная величина тока короткого замыкания, при котором начинается интенсивное разрушение перемычки и лавинообразный рост падения напряжения на ней.
За счет сокращения времени короткого замыкания и стабилизации разрушения перемычек повышается устойчивость процесса на стадии короткого замыкания и процесса в целом. Повышение устойчивости процесса позволяет за счет уменьшения порогового напряжения датчика состояния перемычки и уменьшения интервала коммутации тока повысить вероятность появления нормальных (без тока) разрушений перемычек. Снижение максимальной величины тока короткого замыкания, повышение устойчивости процесса, вероятности появления нормальных коммутаций тока позволяеют расширить область устойчивых режимов сварки с минимальным разбрызгиванием металла шире границы устойчивости обычного процесса без вмешательства.
Определение начала перемещения конца электродной проволоки в направлении от ванны жидкого металла в начале короткого замыкания при достижении током короткого замыкания порогового значения обеспечивает надежное слияние капли расплавленного металла со сварочной ванной в период первой стадии короткого замыкания, тем самым способствуя стабилизации процесса переноса электродного метала и снижению его разбрызгивания.
Определение начала перемещения конца электродной проволоки в направлении к сварочной ванне по моменту достижения током основной дуги порогового значения позволяет стабилизировать дуговой промежуток и горение основной дуги после разрушения перемычки и предотвратить возникновение преждевременного короткого замыкания, сособствуя стабилизации процесса переноса электродного металла и снижению его разбрызгивания.
Кроме того, перемешение конца электродной проволоки от ванны жидкого металла в начале короткого замыкания и к ванне жидкого металла при возбуждении основной дуги путем приложения усилия, зависящего соответственно от тока короткого замыкания и тока основной дуги, в направлении, перпендикулярном оси проволоки, позволяет добиться максимального быстродействия изменения скорости подачи электрода на выходе из токоподводящего наконечника, тем самым наиболее эффективно воздействовать на разрушение перемычки жидкого металла, что позволяет добиться максимальной устойчивости процесса сварки, снижения разбрызгивания металла и повышения качества сварки.
Способ осуществляют следующим образом.
Электродуговую сварку плавящимся электродом с короткими замыканиями дугового промежутка по предлагаемому спо- собу проводят в среде защитного газа (углекислого газа) проволокой СВ-О8Г2С диаметром 1,6-2 мм на режимах 1св 180- 200 А; Уд-ср. 2.2-25В. Способ сварки реализуется с помощью тиристорного коммутатора тока в совокупности с электромагнитным механизмом перемещения конца электродной проволоки, питаемым непосредственно сварочным током и расположенным в рукоятке горелки полуавтомата. Моменты коммутации сварочного тока определяются соответствующими датчиками.
Процесс электродуговой сварки плавящимся электродом короткой дугой сопровождается периодическими замыканиями дугового промежутка каплей электродного металла, расплавленного в период горения ос- новной дуги.
В момент времени to (см. чертеж) при достижении напряжением на дуговом промежутке Уд порогового значения Unop.i ток ограничивают до величины 2-30 А на проме- жуток времени л 0,1 - 1 мс.
Величина порогового напряжения Unopi устанавливается в диапазоне 5-15 В из условия надежного выявления начала короткого замыкания. Нижняя граница диапа- зона ограничивается падением напряжения на вылете, верхняя - нижним пределом изменения напряжения Ug в период горения дуги.
Нижняя граница величины тока 2 А
принята из условия надежного горения дуги в интервале коммутации Т| в том случае, если в результате ограничения тока не удалось перевести кратковременное короткое замыкание в длительное. При токе более 30 А снижается эффективность ограничения тока, т. е. значительно возрастает количество кратковременных коротких замыканий.
Длительность интервала коммутации тока TI 0,1 - 1 мс устанавливают из условия необходимого времени для образования перемычки, при этом его верхняя граница определяется условиями устойчивости процесса сварки.
С момента- ti ток короткого замыкания нарастает с постоянной времени, опреде- ляемой электрическими параметрами сварочной цепи.
При достижении величиной тока короткого замыкания порогового значения Inop.i (момент t2) начинают перемещать конец электродной проволоки от ванны жидкого металла, растягивая перемычку, путем приложения усилия, зависящего от тока короткого замыкания, в направлении, перпендику0
5
0
s
0
-
0
5
лярном оси электродной проволоки, и в близи ее входа в токоподводящий наконечник.
Величину порогового значения Inop.i устанавливают больщей величины тока в интервале коммутации Т| из условия надежного слияния капли расплавленного металла со сварочной ванной при действии на нее сил поверхностного натяжения, подачи электродной проволоки и электромагнитных сил.
По мере роста тока короткого замыкания и увеличения длины (,5-1 мм) перемычки жидкого металла в интервале времени ti-ts диаметр перемычки умень- щается, растет ее сопротивление и соответственно увеличивается падение напряжения на перемычке, которое непрерывно измеряют и сравнивают с пороговым напряжением Unop.2.
Величину порогового напряжения выбирают наименьщей (3-4 В), чтобы полностью устранить поздние коммутации сварочного тока (когда перемычка жидкого металла разрущается со взрывом на фронте снижения тока).
При достижении падения напряжения на перемычке заданного порогового напряжения Unop.2 ток короткого замыкания. ограничивают до 10-30 А. Период коммутации тока Т2 0,7-1,5 мс.
В момент 1н перемычка разрущается без взрыва под действием сил поверхностного натяжения, сил инерции массы перемычки и увеличения длины и уменьщения диаметра перемычки под действием перемещения конца электродной проволоки от ванны жидкого металла. При этом возбуждается вспомогательная дуга.
В период времени ts-t ток в цепи восстанавливают практически до максимальной величины тока короткого замыкания, зажигается основная дуга, электродная проволока начинает плавится, формируется капля жидкого металла.
В момент времени te при достижении током основной дуги заданного порогового значения 1пор2 начинают перемещать конец электродной проволоки в направлении к ванне жидкого металла. 1
В момент времени te капля жидкого металла касается сварочной ванны и цикл повторяется.
Управление переносом электродного металла по предложенному способу электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка позволяет расщирить область устойчивых режимов сварки с минимальным (2 %) разбрызгиванием металла.
Формула изобретения
1. Способ электродуговой сварки плавящимся электродом с короткими замыкания ми дугового промежутка по авт. св. № 747642, отличающийся тем, что, с целью повышения качества сварки путем повышения устойчивости процесса и снижения разбрызгивания металла, в начале короткого замыкания конец электродной проволоки перемещают от ванны жидкого металла, увеличивая длину жидкой перемычки, а при возбуждении дуги конец электродной проволоки перемещают в направлении к ванне жидкого металла, уменьшая дуговой промежуток.
2. Способ по ц. }, отличающийся тем что перемещение конца электродной проволоки осуществляют при достижении током короткого замыкания и током дуги пороговых значений.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1985 |
|
SU1278151A2 |
| Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1982 |
|
SU1053993A2 |
| Способ дуговой сварки плавящимся электродом | 1979 |
|
SU951810A1 |
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка и устройство для его осуществления | 1986 |
|
SU1434636A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1992 |
|
RU2049621C1 |
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1986 |
|
SU1362584A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1982 |
|
SU1061951A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1991 |
|
RU2038935C1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка | 1978 |
|
SU768108A1 |
Изобретение относится к технологии сварки плавящимся электродом с короткими замыканиями дугового промежутка. Целью изобретения является повышение качества сварки за счет повышения устойчивости процесса и снижения разбрызгивания. Для этого в начале короткого замыкания непрерывно измеряют падение напряжения на дуговом промежутке по фронту снижения его абсолютного значения. При достижении им порогового значения кратковременно снижают ток. По фронту нарастания тока короткого замыкания в его начале устанавливают пороговое значение Тока. По его достижении конец электродной проволоки перемешают в направлении от ванны, т. е. увеличивают длину жидкой перемычки. После обрыва перемычки, схода капли в ванну, возбуждения дуги и достижения током поро- тового значения конец электродной проволоки перемещают в направлении к ванне, уменьшая дуговой промежуток. Растягивание перемычки способствует уменьшению разбрызгивания электродного металла. Перемещение электрода в направлении к ванне стабилизирует процесс. Управление переносом электродного металла позволяет paciuH- рить область устойчивых режимов сварки с минимальным (2%) разбрызгиванием металла. 1 з.п.ф-лы. 1 ил. S (Л ГчЭ со со со
| Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1978 |
|
SU747642A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
