Изобретение относится к обработке материалов резанием, а именно к устройствам для закрепления длинномерных деталей на металлорежущих станках.
Цель изобретения - сокращение времени на установку деталей.
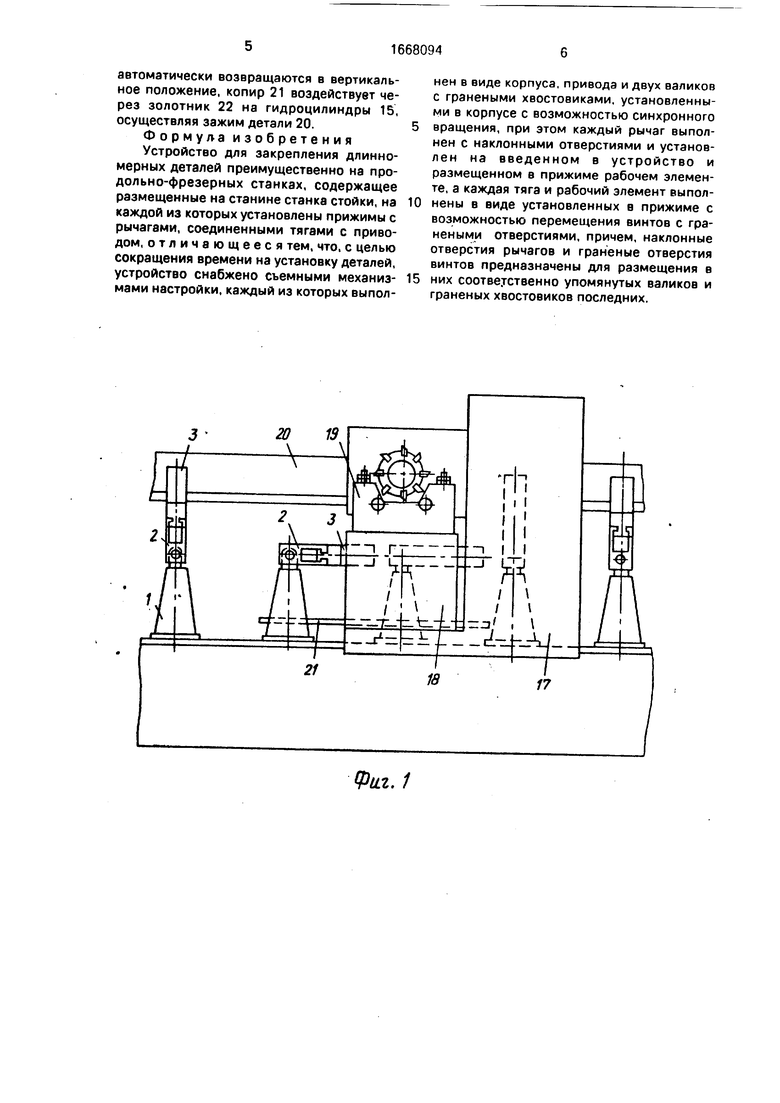
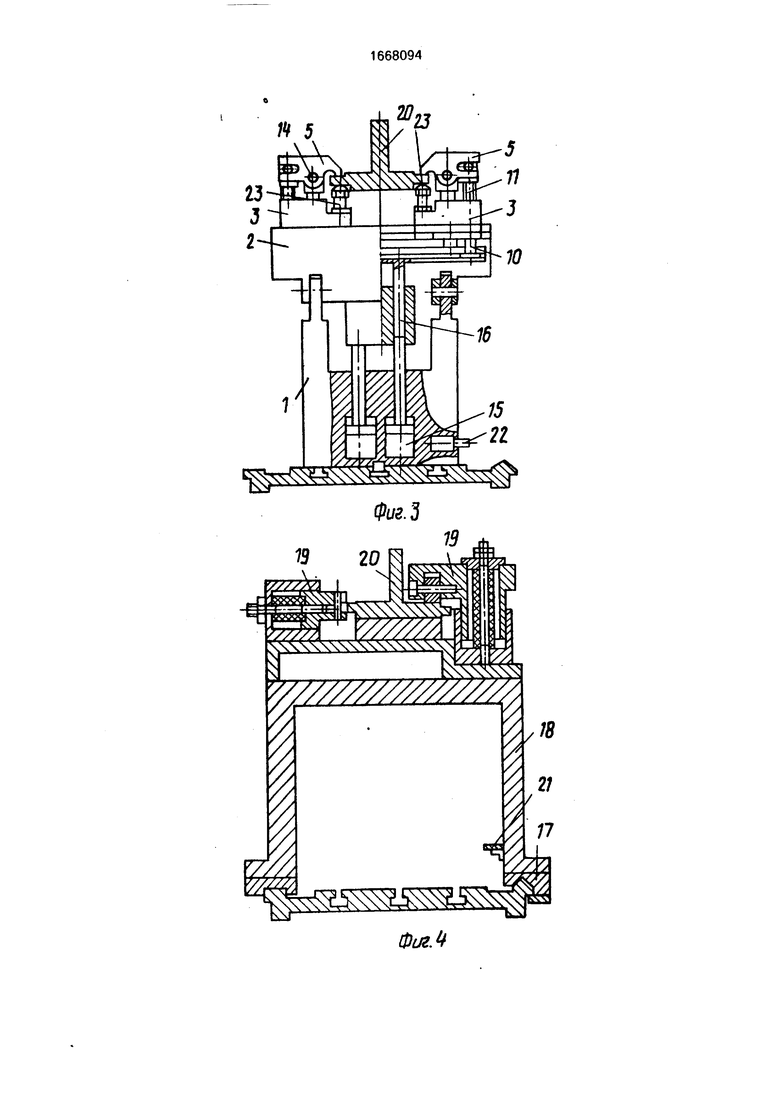
На фиг.1 изображено устройство, размещенное на продольно-фрезерном станке, общий вид; на фиг.2-прижим и механизм настройки, разрез: на фиг.З -прижимы и их гидроцилиндры; на фиг.4-упругие элемен- ты,связанные с порталом станка, разрез; на фиг.5-прижим, продольный разрез; на фиг.б-тоже, поперечный разрез; на фиг.7-то же, переналаженный на другую операцию.
Устройство состоит из стоек 1, установленных на станине 2 станка, верхняя часть которых шарнирно установлена на нижней, прижимов 3, корпусы 4 которых попарно установлены на верхней части стоек 1, а рычаги 5 шарнирно закреплены в них.
Устройство содержит механизм 6 настройки, имеющий валики 7 и 8. Механизм 6 настройки выполнен съемным и имеет свой привод 9, обеспечивающий синхронное вращение валиков 7 и 8.
В корпусе 4 прижима 3 имеется цилиндрическое отверстие для ходовой гайки 10, в которую ввернута тяга 11.
В корпус 4 ввернут рабочий элемент - винт 12. Тяга 11 и винт 12 соосны валикам 7 и 8, концы которых выполнены с возможностью взаимодействия с тягой 11 и винтом 12 за счет выполнения на валиках 7 и 8 граненых хвостовиков А, соответствующих граненым отверстиям Б на верхних торцах тяги 11 и винта 12. Тяга 11 и винт 12 имеют резьбу с одинаковым шагом.
Винт 12 установлен в сухаре 13 с возможностью вертикального перемещения, а рычаг 5 установлен с возможностью поворота вокруг соосных осей 14, расположенных в одной плоскости с осью винта 12 в сухаре 13. В рычаге 5 выполненысчаклонные отверстия В под валики 7 и 8.
Привод рычага 5 осуществляется от гидроцилиндра 15, расположенного в нижней части стойки 1, через толкатель 16, имеющий форму стержня с перпендикулярной ему направляющей, причем стержень толкателя 1.6соосен гидроцилиндру 15. В направляющей толкателя 16 размещена нижняя часть ходовой гайки 10 Т-образной формы.
На портале 17 станка установлен мост 18, имеющий форму арки, а на нем упругие зажимы 19, контактирующие с деталью 20.
На мосту 18 установлен копир 21 для воздействия на золотники 22, управляющие работой гидроцилиндров 15. Деталь 20 базируется на упоры 23.
Для настройки рычагов 5 и упоров 23 по высоте детали 20 предусмотрен шаблон 24 с нижней 25 и верхней 26 рабочими плоскостями. Валики 7 и 8 размещены в корпусе 27
съемного механизма.
Устройство работает следующим образом.
Перед обработкой детали 20 упоры 23 и рычаги 5. находящиеся в открытом положе0 нии, устанавливаются по высоте с помощью шаблона 24, который перемещается по выступам верхней части стоек 1 до соприкосновения с торцом корпуса 4 прижима 3. При этом упоры 23 доводятся до соприкоснове5 ния с нижней рабочей плоскостью 25 шаблона 24 вручную.
Настройка прижимов 3 по высоте производится механизмом 6 настройки. Для этого валики 7 и 8 одновременно заводятся
0 через отверстия В в рычагах 5, занимающие в открытом состоянии вертикальное положение, своими хвостовиками А в соответствующие отверстия Б в верхних торцах тяги 11 и винта 12. Включается привод 9. Тяга
5 11 и винт 12 одновременно перемещаются на один и тот же размер, пока механизм 6 настройки не соприкоснется своим торцом с верхней рабочей поверхностью 26 шаблона 24. После этого привод 9 отключается.
0 Механизм 6 настройки снимается, а шаблон 24 удаляется из верхней части стойки 1.
После настройки всех прижимов 3 по высоте детали 20 производится их настройка в поперечном направлении. Прижимы 3
5 перемещаются по пазам корпуса 4 охватывающими выступами в верхней части стоек 1. При этом ходовая гайка 10 перемещается в направляющей толкателя 16. Толкатели 16 и штоки гидроцилиндров 15 занимают край0 нее нижнее положение.
При подаче масла в поршень гидроцилиндров 15 усилие передается на толкатель 16, ходовую гайку 10 и тягу 11. Рычаг 5 поворачивается вокруг осей 14. Переднее пле5 чо рычага 5. опускаясь, прижимает деталь 20 к упору 23. Рычаги 5 в этом положении предохраняют прижимы 3 от попадания в них сверху металлической стружки при механообработке.
0 При движении портала 17 копир 21 через золотники 22 воздействует на гидроци- линдры 15. При опускании штоков гидроцилиндров 15 рычаги 5 прижимов 3 автоматически опускаются, разжимая обра5 батываемую деталь 20. Мост 18 заваливает верхние части стоек 1 с раскрытыми прижимами 3 и проходит над ними. Деталь 20 в зоне обработки зажимается упругими зажимами 19, которые катятся по детали 20. После прохода моста 18 верхние части стоек 1
автоматически возвращаются в вертикальное положение, копир 21 воздействует через золотник 22 на гидроцилиндры 15, осуществляя зажим детали 20.
Формула изобретения Устройство для закрепления длинномерных деталей преимущественно на продольно-фрезерных станках, содержащее размещенные на станине станка стойки, на каждой из которых установлены прижимы с рычагами, соединенными тягами с приводом, отличающееся тем, что, с целью сокращения времени на установку деталей, устройство снабжено съемными механизмами настройки, каждый из которых выпол
5
нем в виде корпуса, привода и двух валиков с гранеными хвостовиками, установленными в корпусе с возможностью синхронного вращения, при этом каждый рычаг выполнен с наклонными отверстиями и установлен на введенном в устройство и размещенном в прижиме рабочем элементе, а каждая тяга и рабочий элемент выполнены в виде установленных в прижиме с возможностью перемещения винтов с гранеными отверстиями, причем, наклонные отверстия рычагов и граненые отверстия винтов предназначены для размещения в них соответственно упомянутых валиков и граненых хвостовиков последних.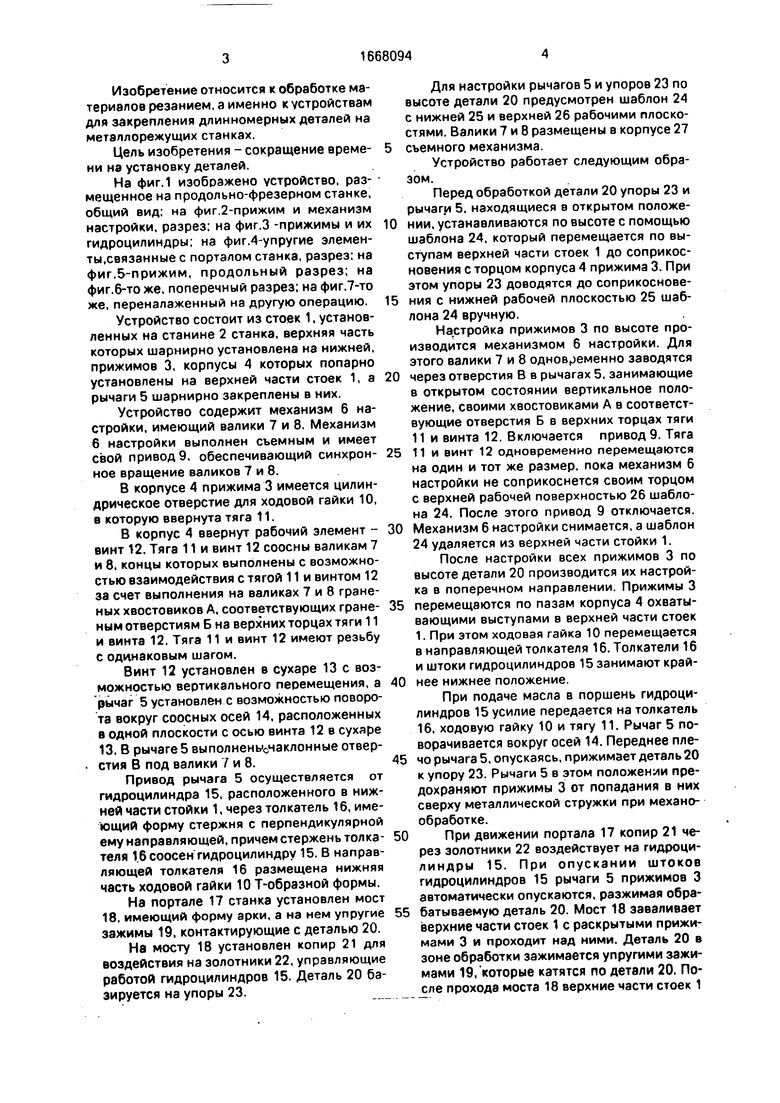
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление к портальному продольно-фрезерному станку | 1981 |
|
SU971587A1 |
| Устройство для получения гофрированных деталей из ленты | 1980 |
|
SU899199A2 |
| Гидрокопировальный суппорт | 1977 |
|
SU691277A1 |
| Станок для изготовления деталей с двумя отогнутыми концами, преимущественно рулей велосипедов | 1988 |
|
SU1530287A1 |
| Люнет | 1989 |
|
SU1731577A1 |
| Устройство для установки труб в трубные решетки теплообменников | 1983 |
|
SU1186452A1 |
| ПЕРЕНОСНОЙ РЕЛЬСОСВЕРЛИЛЬНЫЙ СТАНОК | 2016 |
|
RU2628944C1 |
| ПРЕВЕНТОР ПЛАШЕЧНЫЙ ГИДРАВЛИЧЕСКИЙ ДВОЙНОЙ | 2022 |
|
RU2787494C1 |
| Ленточно-шлифовальный станок | 1977 |
|
SU704765A2 |
| Трубогибочный станок | 1984 |
|
SU1378982A1 |

Изобретение относится к обработке материалов резанием, а именно к устройствам для закрепления длинномерных деталей на металлорежущих станках, и позволяет сократить время на установку деталей. В корпусе 27 съемного механизма настройки размещены валики 7 и 8 с гранеными хвостовиками А с возможностью синхронного вращения посредством привода 9. Рычаги 5 прижимов выполнены с двумя наклонными отверстиями для размещения валиков 7 и 8 и шарнирно установлены на рабочем элементе - винте 12. Тяга выполнена в виде винта 11. В винте 11 выполнены граненые отверстия для взаимодействия с хвостовиками А валиков 7 и 8. В корпусах 4 прижимов установлены упоры 23 для размещения деталей. Перед обработкой детали упоры 23 и рычаги 5 находятся в открытом положении и на них устанавливаются шаблоны 24. Упоры 23 выверяются по высоте вручную. Затем валики 7 и 8 заводятся через отверстия в рычагах 5 своими хвостовиками А в граненые отверстия винтов 11 и 12. Включается привод 9, и винты 11 и 12 опускаются вниз до контакта корпуса 27 съемного механизма 6 с поверхностью шаблона 24. Затем на упоры 23 устанавливается деталь и перемещением винта 11 обеспечивается ее закрепление рычагами 5. 7 ил.
3
20 13
-1 ft-
/
//
/ / t /i l
ЈФ% .--TL-k.-L-tJ 3/
21в Ъ
т| I
I I
-1 ft-
/
F-J Ж
/
/ t /i
--TL-k.-L-tJ 3/
р-Ч
Фаг. 1
Bl
f608991
5 5 /J
IB 10
Щ
Фи&6
72
Фие.5
,12
Фиг. 7
| Приспособление к портальному продольно-фрезерному станку | 1981 |
|
SU971587A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
