со
00
со оо ю
10
15
Изобретение относится к устройствам для обработки металлов давлением, а именно к трубогибочным станкам для получения труб с одним изогнутым концом.
Цель изобретения - повышение производительности за счет совмещения во времени операции подачи трубной заготовки с выгрузкой готовой детали.
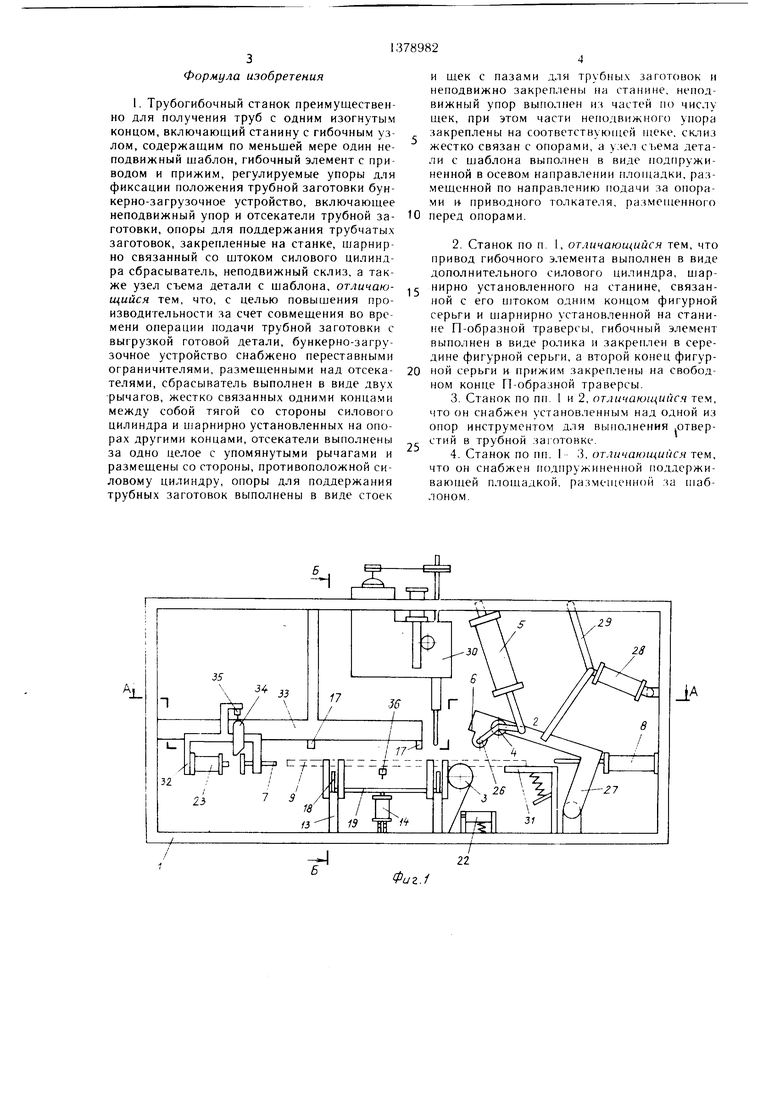
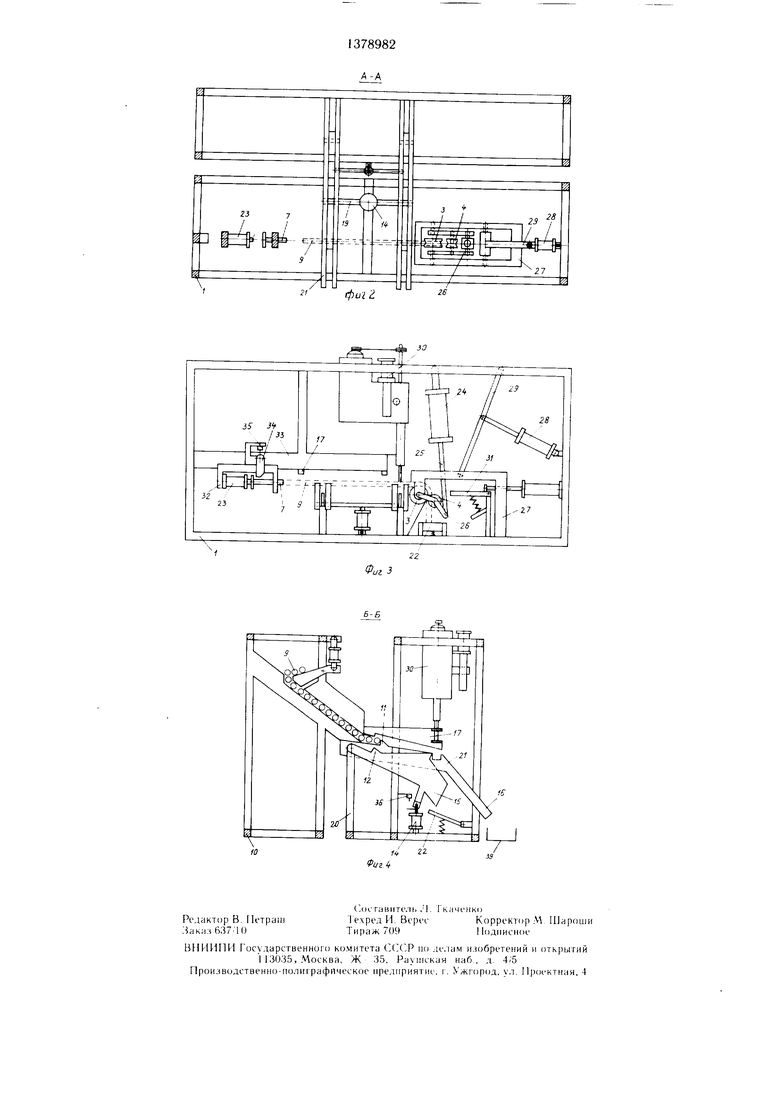
На фиг. 1 показан станок, общий вид; на фиг. 2 -- разрез А-А на фиг. I; на фиг. 3 - станок в конце рабочего цикла, общий вид; на фиг. 4 - разрез Б-Б на фиг. 1.
Трубогибочный станок включает станину 1 с гибочным узлом 2, содержащим неподвижный ц аблон 3, гибочный ролик 4 с приводом 5 и прижим 6, регулируемые упоры 7 и 8 для фиксации положения трубной заготовки 9. Станок содержит бункерно- загрузочное устройство 10, включающее неподвижный упор II и отсекатели 12 трубной заготовки, опоры 13 для поддержания труб- ны.х заготовок 9, закрепленные на станине 1 станка, шарнирно связанный со щтоком силового цилиндра 14 сбрасыватель 15, неподвижный склиз 16.
Бункерно-загрузочное устройство снабжено переставными ограничителями 17, размещенными над отсекателями 12, а сбрасы- 25 ватель 15 выполнен в виде дву.х рычагов 18, жестко связанных одними концами между собой тягой 19 со стороны силового цилиндра 14, шарнирно установленных на опорах 13 други.ми концами. Сбрасыватели 15 выполнены за одно целое с рычагами 18 и размещены со стороны, противоположной силовому цилиндру 14. Опоры 13 для поддержания трубных заготовок 9 закреплены на станине 1 неподвижно и выполнены в виде стоек 20 и щек 21 с пазами для трубных заготовок.
Неподвижный упор 1 выполнен из частей по числу щек 21, при этом части неподвижного упора 1 1 жестко закреп. 1ены на соответствующей щеке 21 опоры 13, склиз 16 жестко связан с опорами 13. Устройство снабжено также узлом съема деталей с шаблона 3, выполненным в виде подпружиненной в осевом направлении площадки 22, размещенной но направлению подачи за опорами 13, и приводного толкателя 23, размещенного перед опорами 13.
вающей площадкой 31, размещенной за щаб лоном. Регулируемый упор 7 смонтирован на каретке 32, установленной на направляю щей 33. На каретке 32 шарнирно подвещена собачка 34 и установлен концевой выключатель 35. Еще один концевой выключатель 36 установлен над силовым цилиндром 14
Трубогибочный станок работает следую щим образом.
Трубная заготовка 9 из бункера поступает по наклонной плоскости до неподвижного упора II. При перемещении вверх силовым цилиндром 14 сбрасыватель 15 отсекателями 12 захватывает одну трубную заготовку 9. После чего силовой цилиндр 14 перемещается на обратный ход, сбрасыватель 15 опускается вниз, а трубная заготовка 9 скатывается в полости паза щек 21. Переме- щепие.м регулируемых упоров 7 и 8 фиксируется требуемое положение трубной заготовки огносительно шаблона 3. После этого 2Q включается силовой цилиндр 28 и через рычаги 29 поворачивает П-образную траверсу 27, которая прижимом 6 прижимает трубную заготовку к неподвижному щабло- ну 3 Зате.м включается дополнительный силовой цилиндр 24, щток 25 которого пово- фигурную серьгу 26, и гибочный ролик 4 обкатывается по трубной заготовке 9, изгибая ее по шаблону 3. При этом консольный конец трубы соскальзывает с поддерживающей площадки 31 и нажимает на подпружиненную площадку 22. Одновременно с Iибкой трубчатой заготовки 9 включается п)ивол инструмента 30, который опускается вниз и просверливает отверстия в трубе, после чего возвращается в исходное положение.
По окончании гиба силовые цилиндры 24 и 28 гифсключаются на обратный ход и траверса 27 с фигурной серы ой 26 возвращаются н исходное положение.
Одновременно с переключение.м силовых цилиндров 24 и 28 на обратный ход включается силовой цилиндр 14, который перемещает вверх рычаги 18 сбрасывателя 15. При перемещении рычагов 18 вверх они наклонной кромкой врз1талкивают готовую деталь, предварительно вытолкнутую из ручья неподвижного шаблона 3 приводным толкате30
35
40
Привод 5 гибочного ролика 4 выполнен 5 .,,, 93 и приподнятую подпружиненной пло
в виде дополнительного силового цилиндра 24, установленного на станине 1, связанной с его щтоком 25 одним концом фигурной серьги 26 и ц арнирно установленной на станине 1 станка П-образной траверсы 27 с приводом от силового цилиндра 28 через рычаги 29. Гибочный ролик 4 закреплен в середине фигурной серьги 26, а второй конец фигурной серьги 26 и прижим 6 закреплены па свободном конце П-образной траверсы 27.
Станок снабжен установленным над од- ной из опор 13 инструментом 30 для сверления отверстий в трубной заготовке 9. Станок снабжен также подпружиненной поддержи
0
5
5
вающей площадкой 31, размещенной за щаб- лоном. Регулируемый упор 7 смонтирован на каретке 32, установленной на направляющей 33. На каретке 32 шарнирно подвещена собачка 34 и установлен концевой выключатель 35. Еще один концевой выключатель 36 установлен над силовым цилиндром 14.
Трубогибочный станок работает следующим образом.
Трубная заготовка 9 из бункера поступает по наклонной плоскости до неподвижного упора II. При перемещении вверх силовым цилиндром 14 сбрасыватель 15 отсекателями 12 захватывает одну трубную заготовку 9. После чего силовой цилиндр 14 перемещается на обратный ход, сбрасыватель 15 опускается вниз, а трубная заготовка 9 скатывается в полости паза щек 21. Переме- щепие.м регулируемых упоров 7 и 8 фиксируется требуемое положение трубной заготовки огносительно шаблона 3. После этого Q включается силовой цилиндр 28 и через рычаги 29 поворачивает П-образную траверсу 27, которая прижимом 6 прижимает трубную заготовку к неподвижному щабло- ну 3 Зате.м включается дополнительный силовой цилиндр 24, щток 25 которого пово- фигурную серьгу 26, и гибочный ролик 4 обкатывается по трубной заготовке 9, изгибая ее по шаблону 3. При этом консольный конец трубы соскальзывает с поддерживающей площадки 31 и нажимает на подпружиненную площадку 22. Одновременно с Iибкой трубчатой заготовки 9 включается п)ивол инструмента 30, который опускается вниз и просверливает отверстия в трубе, после чего возвращается в исходное положение.
По окончании гиба силовые цилиндры 24 и 28 гифсключаются на обратный ход и траверса 27 с фигурной серы ой 26 возвращаются н исходное положение.
Одновременно с переключение.м силовых цилиндров 24 и 28 на обратный ход включается силовой цилиндр 14, который перемещает вверх рычаги 18 сбрасывателя 15. При перемещении рычагов 18 вверх они наклонной кромкой врз1талкивают готовую деталь, предварительно вытолкнутую из ручья неподвижного шаблона 3 приводным толкате0
5
0
5 .,,, 93 и приподнятую подпружиненной пло0
5
щадкой 22. Одновременно при подъеме вверх рычаги 18 отсекателями 12 отсекают следующую трубную заготовку 9. Готовая деталь по неподвижному склизу 16 спускается в тару, а новая трубная заготовка при опускании рычагов 18 вниз скатывается по ним в пазы щеки 21 неподвижных опор 13. Цикл повторяется.
Станок позволяет pacnJИpить технологические возможности за счет обработки труб различной длины и повысить производительность за счет непрерывности работы и механизации процесса путем исключения ручных операций при обработке деталей.
Формула изобретения
I. Трубогибочный станок преимущественно для получения труб с одним изогнутым концом, включающий станину с гибочным узлом, содержащим по меньщей мере один неподвижный шаблон, гибочный элемент с приводом и прижим, регулируемые упоры для фиксации положения трубной заготовки бун- керно-загрузочное устройство, включающее неподвижный упор и отсекатели трубной заготовки, опоры для поддержания трубчатых заготовок, закрепленные на станке, шарнир- но связанный со щтоком силового цилиндра сбрасыватель, неподвижный склиз, а также узел съема детали с шаблона, отличающийся тем, что, с целью повышения производительности за счет совмещения во времени операции подачи трубной заготовки с выгрузкой готовой детали, бункерно-загру- зочное устройство снабжено переставными ограничителями, размешенными над отсека- телями, сбрасыватель выполнен в виде двух рычагов, жестко связанных одними концами между собой тягой со стороны силовою цилиндра и щарнирно установленных на опорах другими концами, отсекатели выполнены за одно целое с упомянутыми рычагами и размешены со стороны, противоположной силовому цилиндру, опоры для поддержания трубных заготовок выполнены в виде стоек
и щек с пазами для трубных заготовок и неподвижно закреплены на станине, неподвижный упор выполнен из частей по числу щек, при этом части неподвижного упора закреплены на соответствующей щеке, склиз жестко связан с опорами, а узел съема детали с щаблона выполнен в виде подпружиненной в осевом направлении плои1адки, размещенной по направлению подачи за опорами и- приводного толкателя. разме ценного 0 перед опорами.
2.Станок по п. I, отличающийся тем, что привод гибочного элемента выполнен в виде дополнительного силового цилиндра, шарс нирно установленного на станине, связанной с его щтоком одним концом фигурной серьги и щарнирно установленной на станине П-образной траверсы, гибочный элемент выполнен в виде ролика и закреплен в середине фигурной серьги, а второй конец фигур0 ной серьги и прижим закреплены на свободном конце П-образной траверсы.
3.Станок по пп. 1 и 2, отличающийся тем, что он снабжен установленным над одной из опор инструментом для выполнения .отверстий в трубной за1отовке.
4.Станок по пп. I 3, отличающийся тем, что он снабжен подпружиненной поддерживающей площадкой, размещенной за шаблоном.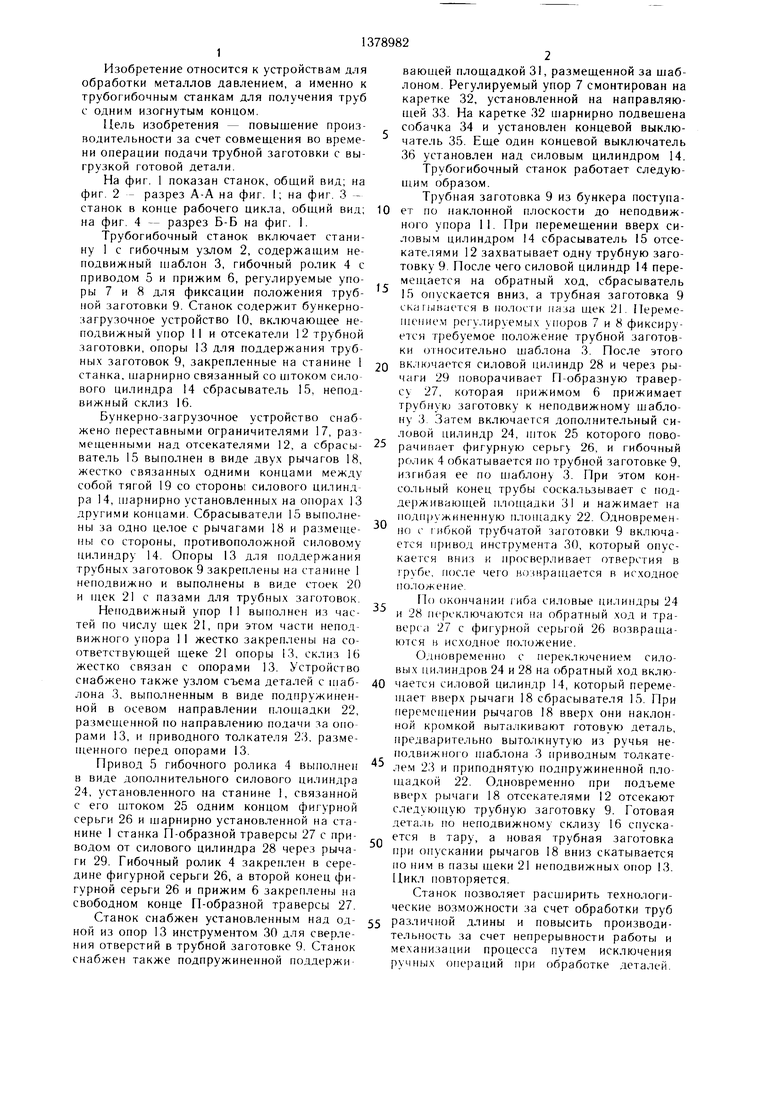
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубогибочный станок | 1976 |
|
SU662196A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Трубогибочный станок | 1979 |
|
SU837471A1 |
| Станок для сгибания фигурных изделий | 1981 |
|
SU1028406A1 |
| Устройство для подачи заготовок в трубогибочную машину | 1987 |
|
SU1433589A1 |
| Станок для двухсторонней гибки труб | 1973 |
|
SU501802A1 |
| Станок-автомат для двусторонней гибки труб | 1980 |
|
SU897331A1 |
| Трубогибочный станок | 1980 |
|
SU940912A1 |
| Машина для гибки труб | 1975 |
|
SU564044A1 |
| Станок для подгибки труб в панелях | 1978 |
|
SU729907A2 |
Изобретение относится к устройствам для обработки металлов давлением, а именно к трубогибочным станкам для получения труб с одним изогнутым концом. Цель изобретения - повышение производительности за счет совмещения во времени операции подачи трубной заготовки (ТЗ) с выгрузкой готовой детали. Станок содержит бункерно-загрузочное устройство, содержа- uiee неподвижный упор и отсекатели. ТЗ из бункера поступает по наклонной плоскости на щеки до неподвижного упора. При перемещении вверх сбрасыватель отсекателями захватывает одну ТЗ. При опускании сбрасывателя ТЗ скатывается в полости паза щек. Перед этим рычаги сбрасывателя наклонной кромкой выталкивают из паза готовую деталь. Деталь изгибается по шаблону гибочным роликом и удерживается на нем прижимом. Из ручья шаблона готовая деталь вынимается с помощью силового цилиндра и подпружиненной площадки. 3 з. п. ф-лы, 4 ил.
Фиг.
Z3
П
- r
s
/и
фи11
,4 2i
| СТАНОК ДЛЯ ДВУСТОРОННЕЙ ГИБКИ ТРУБ | 0 |
|
SU186260A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
