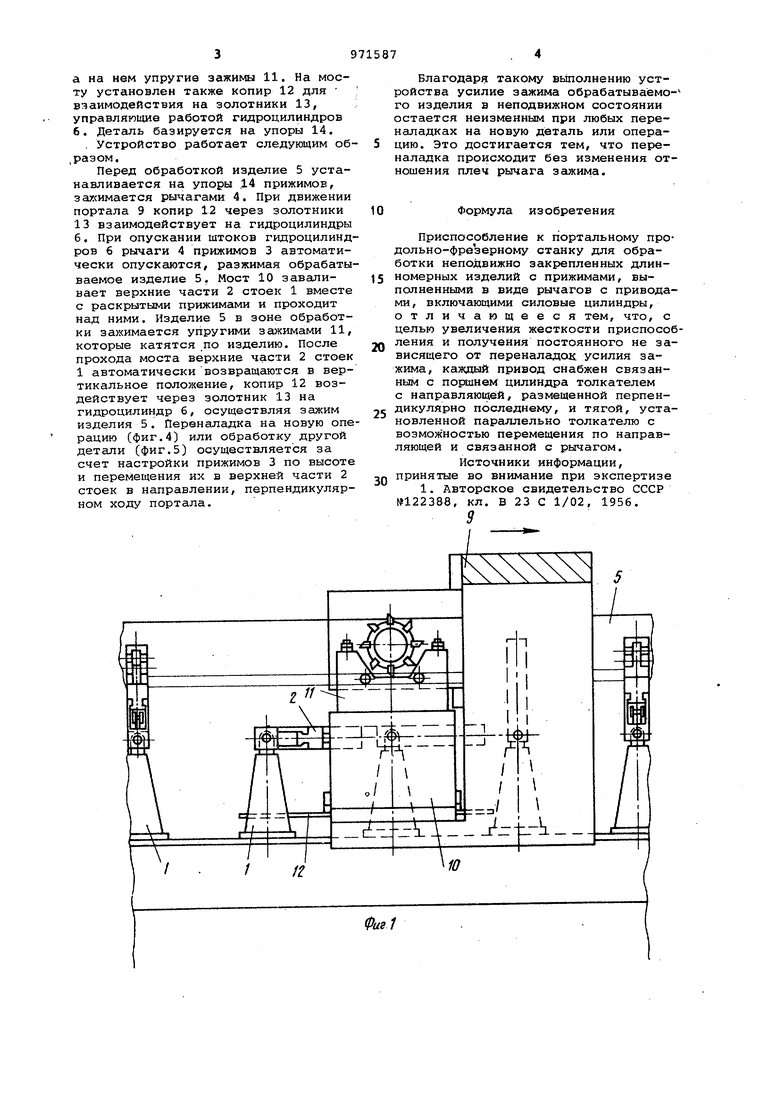
а на нем упругие зажимы 11. На мосту установлен также копир 12 для взаимодействия на золотники 13, управляющие работой гидроцилиндров 6. Деталь базируется на упоры 14.
. Устройство работает следующим об, разом.
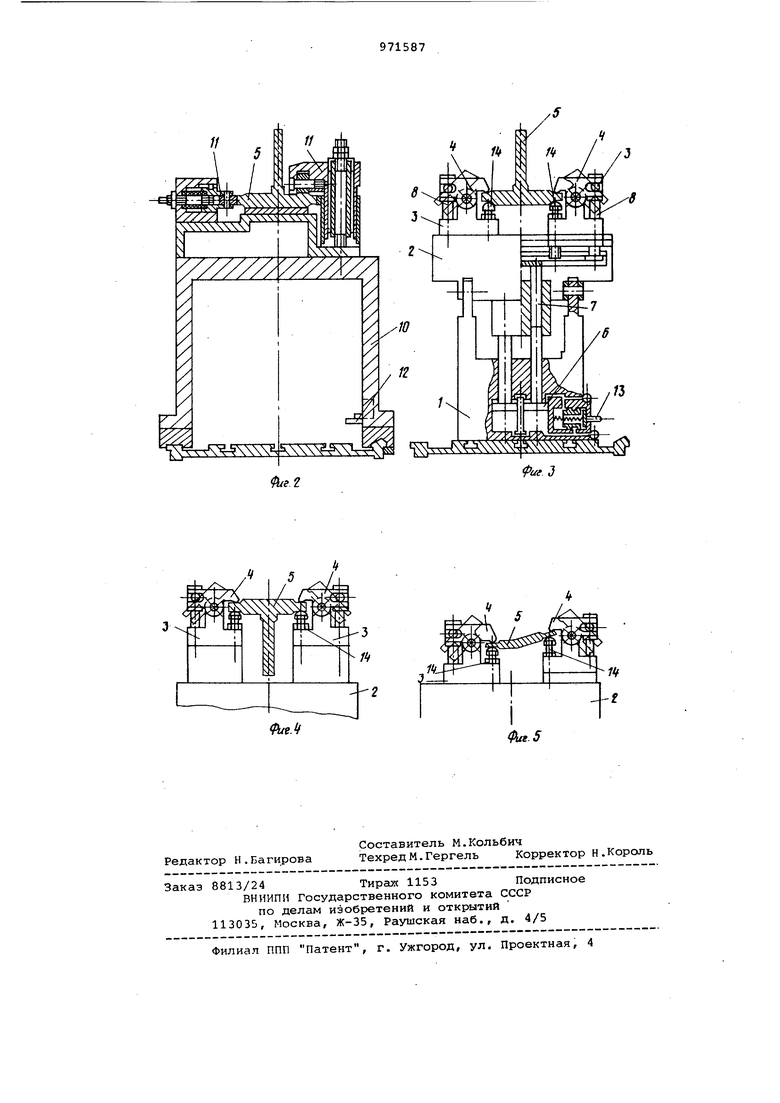
Перед обработкой изделие 5 устанавливается на упоры .14 прижимов, захсимается рычагами 4. При движении портала 9 копир 12 через золотники 13 взаимодействует на гидроцилиндры б. При опускании штоков ПЩроцилиндров 6 рычаги 4 прижимов 3 автоматически опускаются, разжимая обрабатываемое изделие 5. Мост 10 заваливает верхние части 2 стоек 1 вместе с раскрытыми прижимами и проходит над ними. Изделие 5 в зоне обработки зажимается упругими зажимами 11, которые катятся по изделию. После прохода моста верхние части 2 стоек 1 автоматически возвращаются в вертикальное положение, копир 12 воздействует через золотник 13 на гидроцилиндр 6, осуществляя зажим изделия 5. Переналадка на новую операцию (фиг.4) или обработку другой детали (фиг.5) осуществляется за счет настройки прижимов 3 по высоте и перемещения их в верхней части 2 стоек в направлении, перпендикулярном ходу портала.
Благодаря такому вьшолнению устройства усилие зажима обрабатываемого изделия в неподвижном состоянии остается неизменным при любых переналадках на новую деталь или операцию. Это достигается тем, что переналадка происходит без изменения отношения плеч рычага зажима.
Формула изобретения
Приспособление к портальному продольно-фрезерному станку для обработки неподвижно закрепленных длинномерных изделий с прижимами, выполненными в виде рычагов с приводами, включающими силовые цилиндры, отличающееся тем, что, с целью увеличения жесткости приспособления и получения постоянного не зависящего от переналадок усилия зажима, каждый привод снабжен связанным с поршнем цилиндра толкателем с направляющей, размещенной перпендикулярно последнему, и тягой, установленной параллельно толкателю с возможностью перемещения по направляющей и связанной с рычагом. Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР №122388, кл. В 23 С 1/02, 1956.
9
« T r N XXVXX NXXXXtyf и. J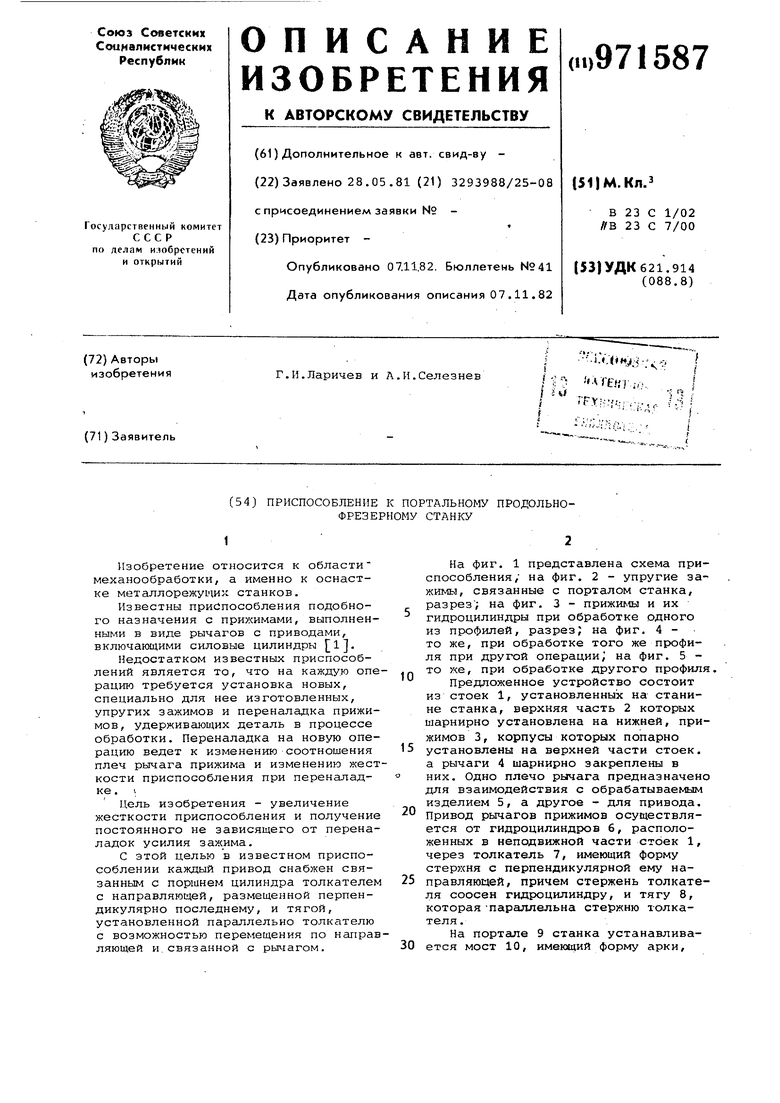
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для закрепления длинномерных деталей | 1988 |
|
SU1668094A1 |
| Ленточно-шлифовальный станок | 1977 |
|
SU704765A2 |
| Устройство для обработки фасок | 1977 |
|
SU841922A1 |
| Гидрокопировальный многопроходный суппорт | 1982 |
|
SU1050849A1 |
| Устройство для обработки кромок по вершинам зубьев зубчатых деталей | 1981 |
|
SU1000188A1 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| ГЛУБОКОРАСТОЧНОЙ СТАНОК | 1971 |
|
SU424671A1 |
| Станок для ротационной вытяжки | 1979 |
|
SU829262A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| Способ суперфинишной обработки поверх-НОСТЕй дЕТАлЕй ВРАщЕНия | 1978 |
|
SU802004A1 |
.if
Фие.5
