Изобретение относится к черной металлургии и может быть использовано при производстве горячекатанных полос из углеродистых сталей на широкополосных станах горячей прокатки.
Цель изобретения - улучшение механических свойств и повышение выхода годного проката.
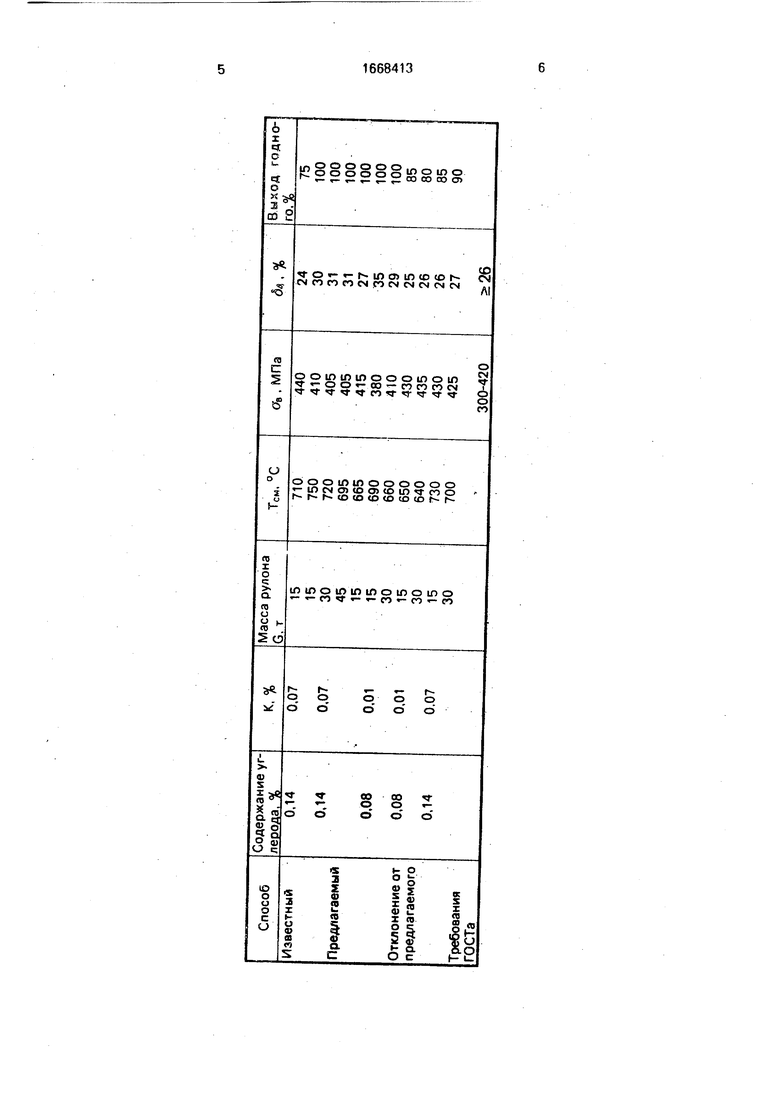
В таблице приведены результаты механических испытаний полос толщиной 2,5 мм из стали 10, обработанных по известному и по предлагаемому способам,
П р и м е р 1. Полосу толщиной 2,5 мм из стали 10 (содержание углерода 0,14%) прокатывают в чистовой группе клетей стана 2000 при температуре конца прокатки Ткп ™ 870°С. Затем полосу охлаждают на отводящем рольганге и сматывают в рулон массой 15 т при Тем 750°С. Горячекатанная полоса в отличие от известной (таблица) характеризуется более высокой пластичностью и пониженной прочностью и ее механические свойства полностью удовлетворяют требованиям ГОСТа.
П р и м е р 2. При аналогичных примеру 1 условиях полосу сматывают в рулон массой 30 т при Тем 720°С. Механические свойства удовлетворяют требованиям ГОСТа.
П р и м е р 3. При аналогичных примеру 1 условиях и содержании углерода 0,08% полосу сматывают в РУЛОН массой 15т при температуре Тем 690 С. Механические
о
Os
00
CJ
свойства удовлетворяют требованиям ГОСТа.
. П р и м в р4. При аналогичных примеру 3 условиях полосу сматывают в рулон массой 15 т при Тем 650°С. В результате предел прочности на 10 МПа выше, а относительное удлинение на 1 % ниже, чем регламентированные ГОСТом.
П р и м е р 5. При аналогичных примеру 2 условиях полосу сматывают в рулон массой 30 т при Тем 700°С. В итоге сталь не удовлетворяет требованиям ГОСТа по пределу прочности.
Таким образом, смотка полос в рулоны при температурах, определяемых по зависимости Тем 650 +К 103 (1,75-0,025 -С), где Тем температура смотки, °С;
К - разность между фактическим содержанием углерода и регламентированным ГОСТом минимальным его значениям, %;
G - масса рулона, т, позволяет гарантированно получать механические свойства, удовлетворяющие требованиям стандарта, причем с повышенной пластичностью и пониженной прочностью, и на этой основе повысить выход годных полос толщиной до 4,0 мм из углеродистых сталей марок 10-50 до 100%, Верхний предел Тем обусловлен конструктивными особенностями стана, температурными и геометрическими параметрами полосы и не превышают 780°С.
Формула изобретения
Способ производства горячекатанных полос из углеродистых сталей, включающий чистовую прокатку, охлаждение до температуры смотки и смотку полос в рулоны, отличающийся тем, что, с целью улучшения механических свойств и повышения вы- хода годного проката, смотку полос в рулон осуществляют при температуре, определяемой выражением
Тем 650 + К 103 (1,75-0,025 G), где Тем - температура смотки, °С;
К - разность между фактическим содер- жанием углерода и регламентированным ГОСТом минимальным его значением, %;
G - масса рулона, т.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОС | 2007 |
|
RU2345849C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОС | 2006 |
|
RU2337147C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ГОРЯЧЕКАТАНЫХ ПОЛОС | 2007 |
|
RU2358022C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ДЛЯ УПАКОВОЧНОЙ ЛЕНТЫ | 2013 |
|
RU2529325C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2006 |
|
RU2341565C2 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ | 2007 |
|
RU2346060C2 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2004 |
|
RU2264475C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС ДЛЯ ИЗГОТОВЛЕНИЯ ОБСАДНЫХ ТРУБ | 2005 |
|
RU2318881C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОВ | 2002 |
|
RU2223833C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС ИЗ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ | 1993 |
|
RU2067122C1 |
Изобретение относится к черной металлургии и может быть использовано при производстве горячекатанных полос из углеродистых сталей на широкополосных станах горячей прокатки. Цель изобретения - улучшение механических свойств и повышение выхода годного проката. Полосу толщиной 2,5 мм из стали 10 (содержание углерода 0,14%) прокатывают в чистовой группе клетей стана 2000 при температуре конца прокатки Ткп = 870°С. Затем полосу охлаждают а отводящем рольганге и сматывают в рулон массой 15 т при температуре смотки (Тсм), определяемой по зависимости : Тсм≥ 650+К.103.(1,75 - 0,025.G/), где К - разность между фактическим содержанием углерода и регламентированным ГОСТом минимальным его значением, %
G - масса рулона, т. При К = 0,07% и G = 15 т, Тсм = 750°С. 1 табл.
| Способ охлаждения широкополосной горячекатаной стали | 1984 |
|
SU1341218A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Мазур В.Л., Качайлов А.П., Иванченко В.Г | |||
| и др | |||
| Повышение качества листового проката | |||
| - Киев: Техника, 1979, с | |||
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
