Изобретение относится к измерительной технике и может быть использовано для контроля крупногабаритных изделий, имеющих цилиндрическую форму внутренней поверхности.
Цель изобретения - повышение производительности и упрощение процесса измерения путем обеспечения формирования меток на изделии без контактных приспособлений и упрощения юстировки примени- емого угломерного прибора.
На чертеже изображена схема реализации способа измерения внутренних диаметров крупногабаритных изделий.
Устройство реализующее способ, со- держит рейку 1, установленную на поверхности 2 отверстия контролируемого изделия с помощью подпружиненных магнитов 3 и подстроечных винтов 4. На рейке 1 установлены три двухсторонних источни- ка 5-7 коллимированного излучения. Опти- чаская ось одного из источников 5 совпадает с базовым отрезком прямой, а оптические оси двух других источников 6 и 7 перпендикулярны базовому отрезку пря- мой и расположены в плоскости, проходящей через оптическую ось источника 5, равном базовому отрезку прямой.
В фиксированной точке Е базового отрезка прямой, нанесенного на рейку 1, уста- новлен угломерный прибор 8. При включении источников 5-7 на поверхности 2 отверстия контролируемого изделия высвечиваются световые метки AI, А2, Ci, C2, В. С помощью подстроечных вин- тов 4 совмещают метки AI с А2 и Ci с Са. Образованные световые метки A,BLC совпадают с вершинами вписанного в контролируемое отверстие прямоугольного треугольника, один из катетов которого со- вмещен с базовым отрезком АС прямой.
С помощью угломерного прибора 8, например теодолита, измеряют угол СЕВ между направлением к одной из двух меток, совпадающих с концами базового отрезка АС прямой и направлением к противолежащей по отношению к ним метке В. Поскольку треугольник ABC - прямоугольный, его
гипотенуза АВ совпадает с диаметром D контролируемого отверстия, величину которого вычисляют по формуле
D - ЧДС)2 + (СЕ-ад/.СЕВ)2 .
где АС - базовый отрезок прямой;
СЕ - расстояние от конца базового отрезка прямой до его фиксированной точки Е;
/СЕВ - измеренное значение угла между направлениями на метки В и С из фиксированной точки Е.
В предлагаемом способе, в отличие от известного, для определения диаметра достаточно измерить одну величину - угол СЕВ, а также требуется менее тщательная юстировка угломерного прибора, что ведет к повышению производительности и упрощению процесса измерений.
Формула изобретения Способ измерения внутренних диаметров крупногабаритных изделий, заключающийся в том, что фиксируют базовый отрезок прямой на внутренней поверхности контролируемого изделия с помощью меток и измеряют оптическим угломерным прибором значение угла, используемое для расчета диаметра, отличающий- с я тем, что, с целью повышения производительности и упрощения процесса измерений, устанавливают три жестко связанных двухсторонних источника коллимированного излучения так, что оптическая ось одного из них совпадает с базовым отрезком прямой, а оптические оси двух других источников перпендикулярны базовому отрезку прямой и расположены в плоскости, проходящей через оптическую ось первого источника, на расстоянии одна от другой, равном базовому отрезку прямой, перемещением источников .излучения добиваются совмещения на внутренней поверхности контролируемого изделия световых меток от первого источника со световыми метками от двух других источников, устанавливают
5 16688596
угломерный прибор в фиксированной том-числяют диаметр контролируемого отверке базового отрезка прямой, измеряютстия по известным величинам базового отугол между направлением к одной из двухрезка прямой и расстояния от конца
меток, совпадающих с концами базовогобазового отрезка прямой до оси угломерноотрезка прямой и направлением к противо-5 го прибора и по измеренному значению углежащей по отношению к ним метке, и вы-ла.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ИЗМЕРЕНИЯ ЛИНЕЙНОГО СМЕЩЕНИЯ ОБЪЕКТА | 2014 |
|
RU2567735C1 |
| Способ измерения больших диаметров отверстий | 1959 |
|
SU123718A1 |
| СПОСОБ МОНТАЖНОЙ НАСТРОЙКИ ЭЛЕМЕНТОВ ОПТИЧЕСКОЙ СИСТЕМЫ | 2016 |
|
RU2623699C1 |
| СПОСОБ ИЗМЕРЕНИЯ ЛИНЕЙНОГО СМЕЩЕНИЯ ОБЪЕКТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2456542C2 |
| СПОСОБ СОГЛАСОВАНИЯ ЛИНИИ ВИЗИРОВАНИЯ ОПТИЧЕСКОГО ПРИБОРА С ПРОДОЛЬНОЙ ОСЬЮ БАЗОВОГО ШАССИ ЗЕНИТНОГО СРЕДСТВА | 2023 |
|
RU2810238C1 |
| ОПТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДИАМЕТРОВ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 2000 |
|
RU2181190C2 |
| УСТРОЙСТВО ОПРЕДЕЛЕНИЯ ПРОСТРАНСТВЕННОЙ ОРИЕНТАЦИИ ОБЪЕКТОВ | 2013 |
|
RU2534811C1 |
| СПОСОБ ИЗМЕРЕНИЯ КОМПОНЕНТОВ СЛОЖНЫХ ПЕРЕМЕЩЕНИЙ ОБЪЕКТА | 2006 |
|
RU2315948C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КООРДИНАТ ТОЧЕК И ОРИЕНТАЦИИ УЧАСТКОВ ПОВЕРХНОСТИ ТЕЛА СЛОЖНОЙ ФОРМЫ | 1999 |
|
RU2162591C1 |
| Устройство для передачи направления подземных горных выработок с горизонта на горизонт через соединительный канал | 1983 |
|
SU1138496A1 |
Изобретение относится к измерительной технике и может быть использовано для контроля крупногабаритных изделий, имеющих цилиндрическую форму внутренней поверхности. Цель изобретения - повышение производительности и упрощение процесса измерений путем обеспечения формирования меток на изделии без контактных приспособлений и упрощение юстировки применяемого угломерного прибора. С помощью двусторонних источников излучения 5 : 6 : 7, установленных на рейке 1, создают три световые метки A, B, C и совмещают их с помощью подстроечных винтов 4 с поверхностью 2 отверстия контролируемого изделия так, что метки A, B, C совпадают с вершинами вписанного в отверстие прямоугольного треугольника, один из катетов которого совмещен с базовым отрезком AC прямой. С помощью угломерного прибора 8, установленного в фиксированной точке E базового отрезка AC прямой, измеряют угол CHB между направлением к одной из двух меток, совпадающих с концами базового отрезка AC прямой, и направленной к противолежащей по отношению к ним метке B. Гипотенуза AB прямоугольного треугольника ABC совпадает с диаметром D контролируемого отверстия. Величину D вычисляют по известным значениям базового отрезка AC прямой и расстояния от конца базового отрезка прямой до оси угломерного прибора и по измеренному значению угла. 1 ил.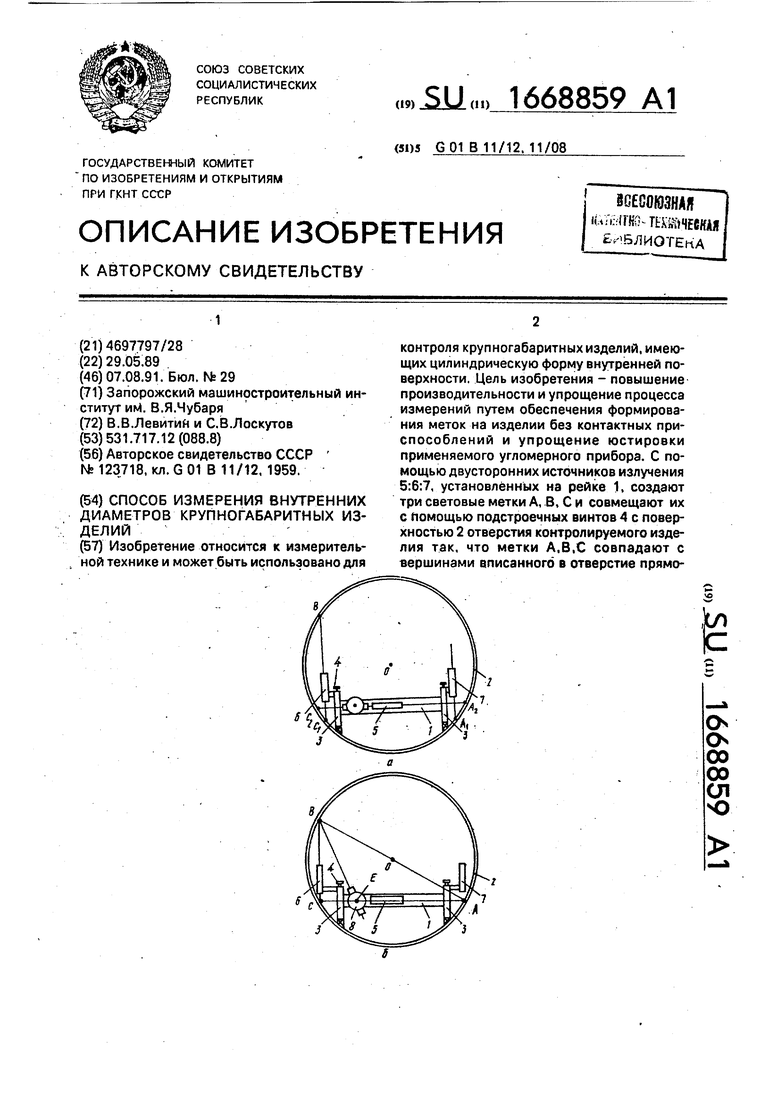
| Способ измерения больших диаметров отверстий | 1959 |
|
SU123718A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автоматический сцепной прибор американского типа | 1925 |
|
SU1959A1 |
