2 k- А
Фиг. 1
Изобретение относится i- шнеупорнои
ПрОМЫШЛСННОСТИ с ИМЭННО ИН 1ЯМ
обработки фасонных шлепни
Целью изобретения является повыше ние точно т и обработки заготовок фасон ных издр/1 in
Hd ц HI 1 покачана предлагаемая линия обции siv на фиг 9 разрг1 1 Л Л н j Фи1 1 на {)HI 3 ппд h нн фи 7 на f иг 1 РИП В на фи( на фиг Ь 7 пфианш кпнструс тикнпго р 1Я механизмов ориентации н поворота аютовок с кереткоми и и таи мосвя зь с транспортирующим ро гтпоч
Перрд технологи(сскои пози цисиvrr iMcwte ( оответствующир v ГОЛЫР виде и ( тгр/зчика 1 /i цепочно
ГО / П °О) (.г, v 71 10ПСЧ1 ПГО И I НП ГГ 1 I
1 Г) ,il I pv iU(( t rp ( ,HO i
tT Пр IP , d J I HI °ННИ I ) M1НГТ1
S сг Д -i i i ми Mt жги rf it) TI и t7 J ( V r HOI If h l 141
i 1 fl H f Ш ir НПО И ( U I1 I 1
Г н i ii i I i i j { IH i p 1,1 i м
ION ( Н 41 111 t III
i mi r i i n i nf я 12 ( j ) nri n 1 П ai ст ii 4 IH i f 1 1 ПОР i f т i. н i
1 Ht т И IS
Hill (.tVH i J
Г Q Ч II ОI11t
M« I r HI ( П КЛ1 10 1/ Г
И i I 4 i Ot v 1 pOl(J 7 y IH
лечо о HI j т oiit HOicr ir17 ч i i 411 i . u iн i г 141,1 и-ч
Э/iOKTf .ки г 1 1 v Г i I I 1 1 v IM )
f ЧП U1H НИ Гt I I || ИГ Г ОГ
подачи ) i / t- 4 f m n н u i1 и
МИТ ИГ (, 4v 1 И С ДНИ Г
Л i-iiM nafiOTT г/ едуюи cr i j-i
TpPTf t Г г Ш Ю ЗТ/1 t M(;t4 ,. I
гипа от з .1 01 i и (. к з сет о - i рг ч h 1 усттиогюч i )r - i поьоротнг у r GUI j 3 ГТО/ЮР и их i д/ i i J женными (j TOpiHn ui/ t(ими
ГОЛОВК 1П V i rOfll ПК П г) К I 1 M 7
о рабать коте i ocHoadi HI ь HJ ni uo
КОВЫР rpcil И КТП Т/И° °(iUI П CKOH
iant 1i1 ti honaH тяу nt и
od нас v зк i я Ззт м , i иг i ) тп
К Н1ТУЮТ Т (j п (ПИ ПРрО I 1 |1T OOndUO ТЭННЫС ЗНГОПЬ И 11 ) , ЮгШЧНг И I ItibU pQi HO J( Id НС 0 I 1 1 И ПГ) 1 Гi
Пог 1 этот к-оет и Oi PDiu n TI ыи
ХОД И 1р(-ЦпгГ ПППТПР ТГ Я
Гетп i л ,1 ти г г- л/| г- г с с л 11 т д
ЧИкОМ 1 П1 1ЧК ГГЯ В С , ШИЛО / /
Пр 1 0(Э| i НН / I ЛШ Г ПО МОИЬЮГ Н 311 К ЮП0| П i -irrT01 Kl ОрИСНТИр i/rr Th JC ГО iHI t С1лс1
маэных кругов Заданный угол обработки за отовок устанавливается установочными винтами 15
При обработке нефасонных заготовок зажим 13 устанавливается винтами 15 в i ррднее положение
На фиг 5 показана схема ориентации шлифуемых изделии при загрузке и обра оот ке основании
0Загрузка изделии производится на бо
новой грани до упора Упор является базой для отсчета обрабатываемых размеров и вы полнен регулируемые После фиксации из делии зажимами 1Ч каретки 7 стол с упором 5 загрузчика 1 отходит от изделия а каретка ( изделиями начинает движение подачи На фиг 6 показана гхема ориентации i | / или i/ Р щи при кантовке и обра f i f п i j n 11 r р т н о и
iп е обр .6 m и основании кантона
n TL 2 каретки 7 ориентирует изделие для jp fCTHIбоковых граней Поднимается ус мгг)шыи стол 2 зажимы 13 каретки 7 с цят в сторону и толкатель 23 прижимает 5 i ни пору бяз° h аретки возвращают игкодное потожение так что над пар ПРИ i ЗДРЛИИ останапливается каретка 3 ими 13 (аретки 8 фиксируют изделия i 2 у одит вниз и арртка с изделиями п н i HIM ) i дви + ,ip пода m
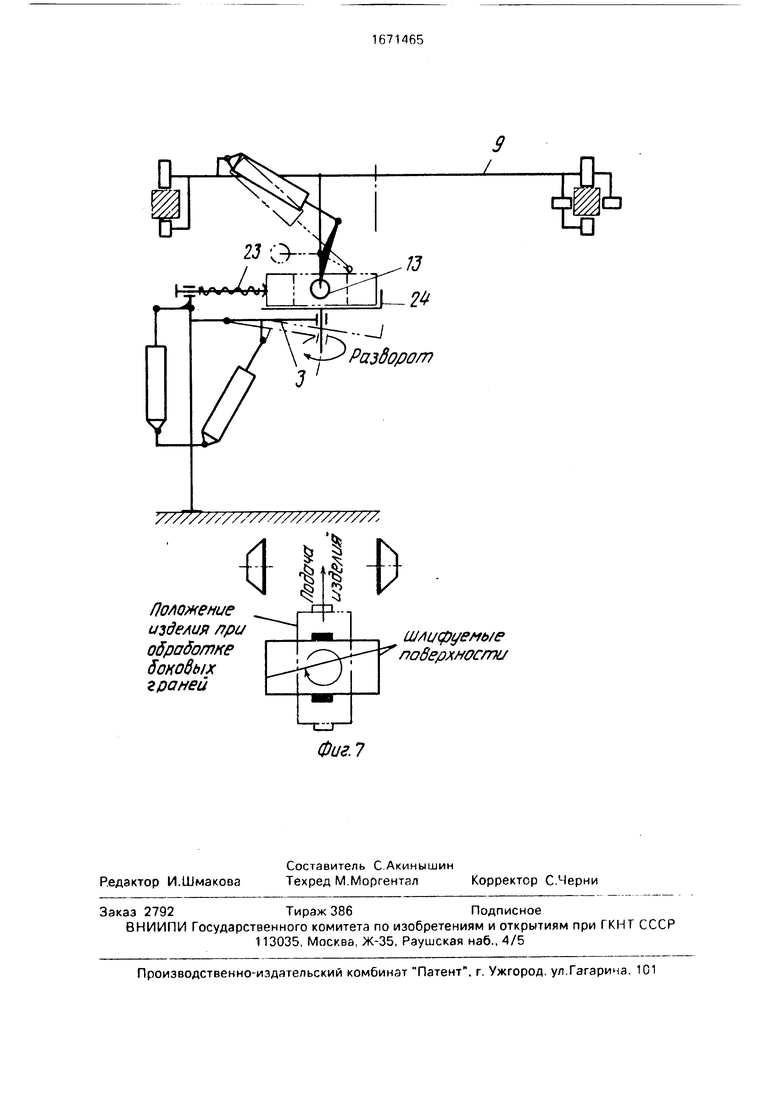
lit ft иг 7 г OK тна гхема ориентации и iu j уе их и аде )ии при развороте и обра h j i nj (ont ix rp infn
П irpp обртГ DI и боковых граней изде i in jr r маптиь ютсч нтд поворотно уста ч IB о i IM гтолом
1 гт пол, зажимь 13 каретки 8
v/сдяг D сторону погооогные пло1цздки 24
in а юрорачиваюто L горизонтальной
0 тл г сети HP rjO op рнтируя изделия для
jjt-лбогки торцоо после чего толкатель 23
при кимает И ДРЛИЯ к угору базе
иге i аретки возвращаются назад и над i з нлнями останавливается каретка 9 За f irni 13 арр ки 9 ог ускаюгся и фиксируют ИЧДРГИР гтоп о /ходит вниз а каретка с изделиями Нсмина т движение подачи
Измерительные устройства снабжен 1ые электрическими датчиками сигнализи О pyiOT на блок управления об отклонении заданны размеров заготовки после чего г р изводи гея t оррсктироок положения ал / ов соответствующей секции
ШЛИ1} OBrlHH
liЛиния . иает повышение точно
ти габаритны разг-еров изделии при их чехнннческо i ohpjDOTK-- до±5 мм а также нюжность и/ ис| фасонных изле р ти например трапецеидальных доменных иче/i
Формула изобретения Линия для обработки заготовок кирпичей, преимущественно фасонных, содержащая установленные на станине в технологической последовательности транспортирующее устройство с направляющими и шлифовальные секции с приводами подачи головок с алмазными кругами, отличающаяся тем, что, с целью ловышения точности обработки заготовок фасонных изделий, шлифовальные секции
снабжены блоком управления и измери тельными устройствами с датчиками которые электрически соединены с блоком управления, связанным в свою очередь с
приводами подачи головок с алмазными кругами, а транспортирующее устройство выполнено в виде кареток, подвижно установленных на направляющих и соединенных между собой с помощью штанг, при
этом каждая каретка содержит механизмы ориентации и поворота заготовок.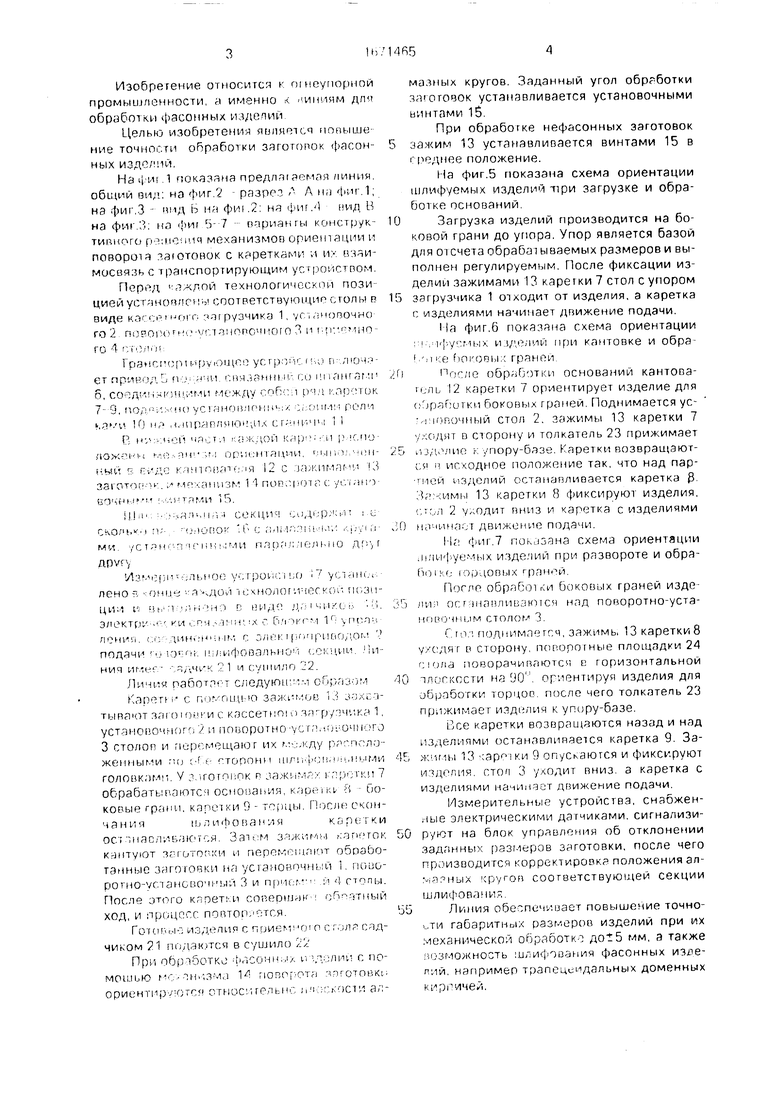
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования рабочей поверхности прокатных валков | 1989 |
|
SU1689030A1 |
| Многопозиционный станок для двусторонней обработки концов трубчатых электронагревателей | 1985 |
|
SU1344518A1 |
| Устройство для сборки и крепления пружин в пружинодержателях автомобильных сидений и т.п. изделий | 1949 |
|
SU86482A1 |
| Автоматизированный комплекс для штамповки крупногабаритных панелей | 1986 |
|
SU1516195A1 |
| Устройство для обработки поверхностей преимущественно строительных изделий | 1987 |
|
SU1534162A1 |
| Устройство для обработки кольцевого желоба переменного профиля | 1973 |
|
SU515628A1 |
| РЕЗКИ ФАСОННЫХ СТРОИТЕЛЬНЫХ И ТЕПЛОИЗОЛЯЦИОННЫХ ИЗДЕЛИИ | 1971 |
|
SU317526A1 |
| Устройство для формирования на поддоне двух стоп листовых заготовок | 1987 |
|
SU1627478A1 |
| Станок для изготовления древесной стружки | 1988 |
|
SU1519874A1 |
| Загрузочно-разгрузочное устройство | 1989 |
|
SU1636166A1 |
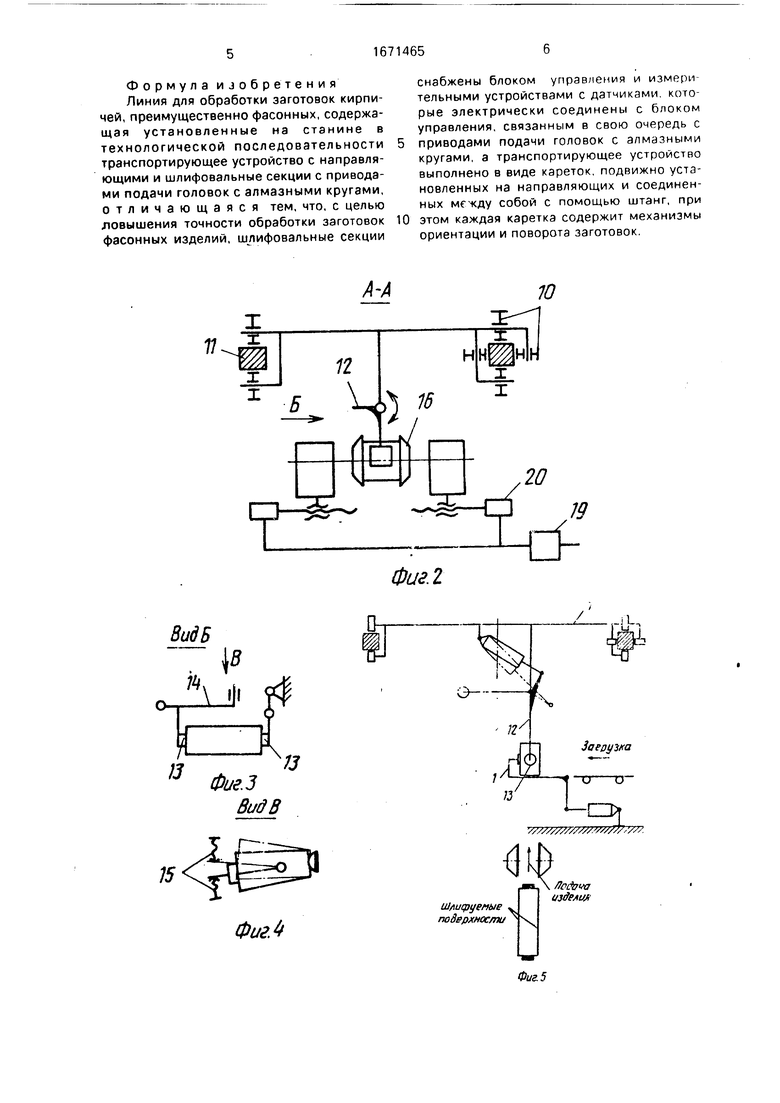

Изобретение относится к огнеупорной промышленности, а именно к линиям для обработки фасонных изделий. Целью изобретения является повышение точности обработки заготовок фасонных изделий. Линия содержит установленные на станине в соответствующих технологических позициях шлифовальные секции с несколькими парами головок с алмазными кругами, снабженные измерительными устройствами, транспортирующее устройство, выполненное в виде подвижно установленных на направляющих и соединенных между собой штангами кареток, каждая из которых содержит механизм ориентации и механизм поворота заготовок. Перед каждой технологической позицией установлены кассетный загрузчик 1, установочный 2, поворотно-установочный 3 и приемный 4 столы. Транспортирующее устройство включает привод подачи 5, связанный со штангами 6, соединяющими между собой ряд кареток 7, 8, 9, подвижно установленных своими роликами на направляющих станины. В нижней части каждой каретки 7, 8, 9 расположены механизм ориентации в виде кантователя с зажимами заготовок и механизм поворота заготовок с установочными винтами. Измерительное устройство 17 установлено в конце каждой технологической позиции и выполнено в виде датчиков 18, электрически связанных с блоком управления, соединенным с электроприводом подачи головок шлифовальной секции. Готовые изделия с приемного стола датчиком 21 подаются в сушило 22. 7 ил.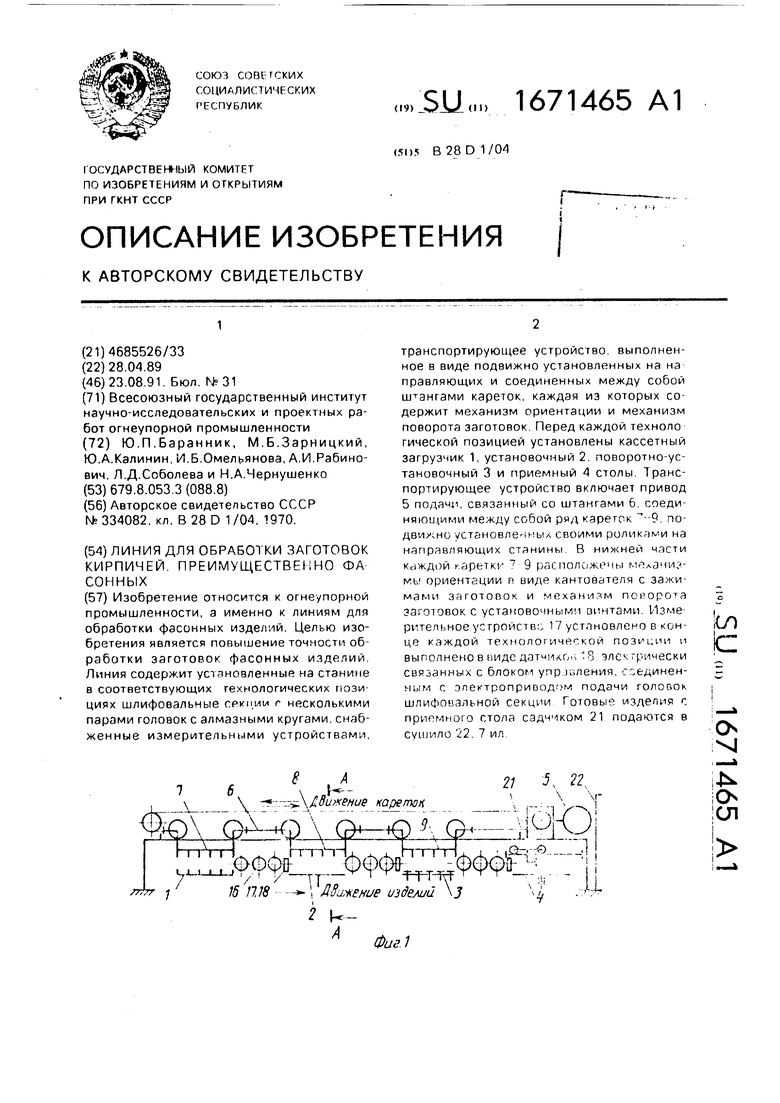
8идБ V
AJ.
я
Фие.З ВидВ
Фиг. 4
19
Фиг.1
Шлифуемые поверхности
г Ъз
Кантобка
Подача изделия
Шжфуемые поверх/як ,
3й/гЈ
/
8
гп
; rjj Положение изделия при ofyafiowxe
OCHOfaffWS
п
Лоложение изселия j одра$о/янЈ Dcwdawu
///77//////////////////////,
Положение изделий при обработке боковых граней
Фиг. 7
шлцфуемь/е поверхности
| Способ извлечения таллия из растворов | 1964 |
|
SU334082A1 |
| кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
