(/
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочно-разгрузочное устройство | 1986 |
|
SU1412922A2 |
| Загрузочно-разгрузочное устройство | 1985 |
|
SU1238917A1 |
| Устройство для подготовки радиоэлементов к монтажу | 1988 |
|
SU1653196A1 |
| Устройство для испытания деталей на прочность | 1988 |
|
SU1534292A1 |
| Автоматизированная поточная линия подготовки полосы | 1986 |
|
SU1627292A1 |
| Сборочный пресс | 1975 |
|
SU596408A1 |
| Компрессионно-дистракционный аппарат | 1988 |
|
SU1627158A1 |
| Устройство для магнитопорошкового контроля | 1988 |
|
SU1635113A1 |
| Система супервизорного управления шагающего аппарата | 1989 |
|
SU1634488A1 |
| Гибкий производственный модуль холодной листовой штамповки | 1986 |
|
SU1535665A1 |
Изобретение относится к устройствам для перемещения, загрузки, установки в положение обработки, разгрузки деталей и м.б. использовано в автоматических линиях в составе робототехнических комплексов. Цель изобретения - повышение надежности и расширение технологических возможностей устройства. Устройство содержит многоручьевой подающий контейнер и от- секатель с ребрами, которые заключены в корпусе Через корпус и контейнер проходят удерживающие штыри, снабженные механизмом шагового перемещения. Механизм шагового перемещения срабатывает от планки, закрепленной на одном из ребер отсекателя В корпусе параллельно ручьям контейнера выполнены пазы, в которых перемещаются шарошки. Устройство обеспечивает загрузку и выгрузку деталей в заданном месте, позволяет выполнить несколько операций, а также обеспечить безотказную подачу и сброс изделий 1 з.п. ф-лы, 4 ил
Изобретение относится к устройствам для перемещения, загрузки, установки в положение обработки, разгрузки деталей и может быть использовано в автоматических линиях в составе робототехнических комплексов для обработки, сборки, сварки длинномерных элементов типа стержней, труб, прутков с большим отношением длины к диаметру различного сечения в судостроении, машиностроении, химической и других отраслях промышленности.
Целью изобретения является повышение надежности и расширение технологических возможностей устройства.
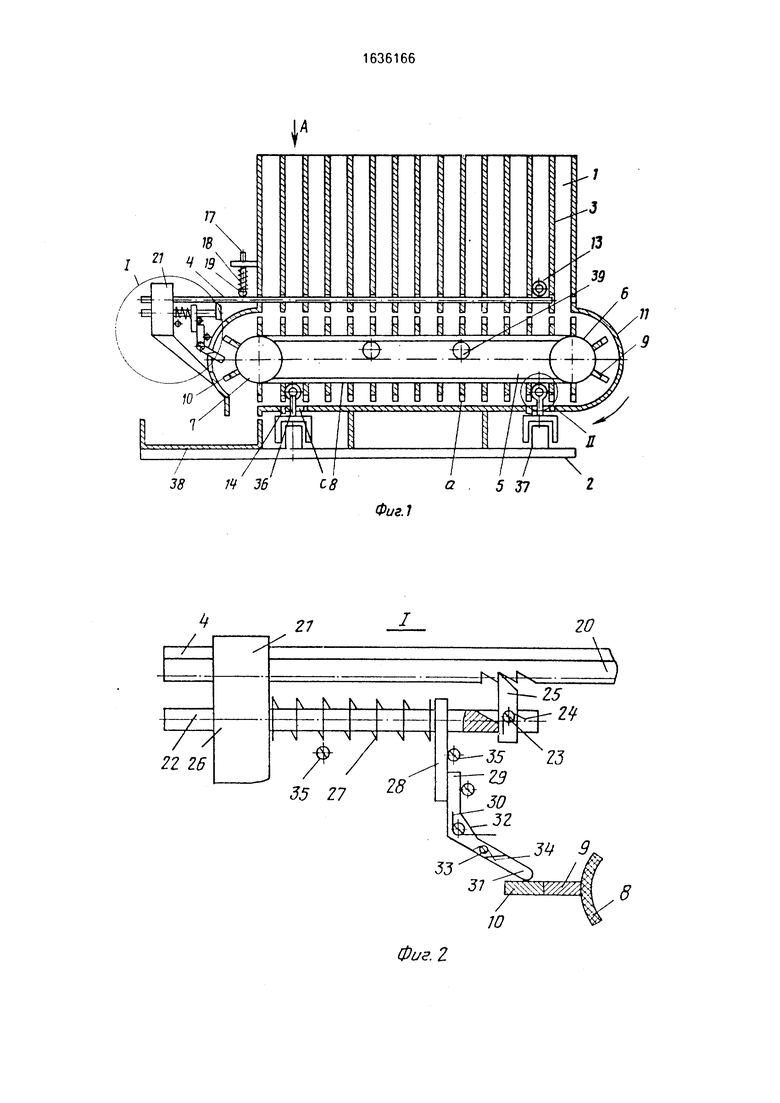
На фиг. 1 изображено загрузочно-раз- грузочное устройство, общий вид; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - вид А на фиг. 1; на фиг. 4 - узел II на фиг. 1.
Загрузочно-разгрузочное устройство к сварочному автомату (не показан) содержит
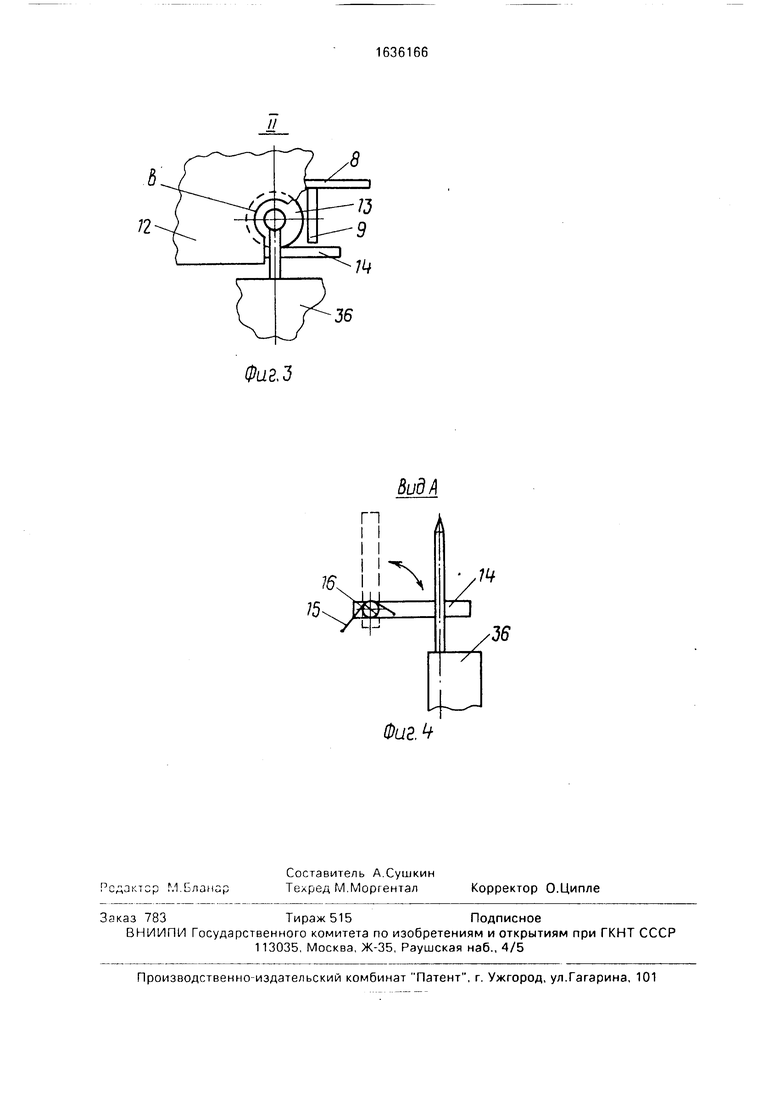
многоручьевой контейнер 1, установленный на раму 2 устройства. В подающем контейнере 1 установлены продольные перегородки 3, образующие ручьи. Через перегородки 3 пропущены удерживающие штыри 4. Под контейнером 1 к раме 2 устройства пропущены удерживающие штыри 4. Под контейнером 1 к раме 2 устройства прикреплен отсекатель 5, состоящий из приводного колеса 6, натяжного колеса 7, ленты 8 с закрепленными на ней ребрами 9, образующими карманы (не обозначены), причем все ребра 9 имеют прямоугольные вырезы а, а на одном из ребер 9 закреплена планка 10. На раме 2 устройства закреплены корпус 11, охватывающий отсекатель 5 и контейнер 1, в стенке 12 корпуса 11 выполнено отверстие в, совпадающее с осью сварочного автомата (не показан) (фиг 3). Кроме отверстия в. в нижней стенке корпуса 11 вырезана сквозо
OJ
о
о о
пая щель с ширина которой бот ше диамет ра детали 13 В щели с расположена при крепленная к корпусу 11 подпружиненная передняя опора 14 состоят ы из пружины 15 оси 16 (фиг А)
Передняя опора 14 имеет возможность поворота вокруг оси 16 и горизонтал мои плоскости На рамс 2 устройств закрепив ны тормозные элемон п 17 с сноп 18 и тормозом 19 К удерживающим ипнрям А прикреплена зубчата рижа20 пзаимолеи ствующая с мехами км 2 1 шзгопо О пер ме щения штыре.ч 4 Гфиг 1j тприи i чполпен в виде шгока 22 v ксшц i кгяо ою на осп 23 закреплена по/тпружшк и . 1ч пгужинси 2-1 позврага собачка 25 Што 22 , итнов I°H с
ПОСТ 1 f ОМ М НИ Ч1Г1Г Н НЮ
щей 26 з н р п и иной i i ,г 11 п( ц it f. тто)- 22 под о/ UVK н nj v п «MI 7 г о п т та
Кроме эй го HI inn v о/v n реп он фа сонный ni к туп 23 и А уплгч 1и рпчн 2е подпру иненныи о i носи t TI но t oj i1 с а
ПРУЖИНОЙ 30 0/ Hfi ПЛГ }t I UH . Ci ( Of 1 f 1 HI ПОДПИЖМОИ °1 И HI ЕПД Ч Oil }2
соедпт HHI i А мг i- ду i i 0 и i ,) п и JUM и
ПОДПРХ I I HOHHI I ПК Гi I О , /I id
пружиной З7 причс i f о r п n in i 1 MO t т порора nut 11 и ir i i 11 no i п д
И КII ОН 3 Т ОП i I О П| О I 1 I i Ш ГЧ ( 1 j IIП рЧМР 2 /LI I I 3 11ill IH I , Ч j
j PI у ПИП/НИ I I lU I Mi i «- I n 1 r ( i
( т na 24 м и i i 11 111,1 i и r i РГ и 1 В пэ г f ) н i 11i i и i i ч n i
ло i no |iy ii ir i пi 1 i тип к i
Y 1, f ГКИ П f I s I niU 1II l 1 IHI
IT Ii III l) 1 i H Ii I M i I i II i I ПЧ i
j (Их )7 u M i inn i HI i tri z с
POTf HJ KHOL I t I ППП Г f I Г i p Г Щ 114 I П 130 С КОрПЛ I 11 ,1/Ы г) 1) rSOil/H . L
прсдназначрн приешнп 38 Длч
умеНЬШРНИЯ nponvr )И.1 ЮН ТII 3 ГМ I 11
поддррм ипаю1пп рс ПРИ i
) Г 1 pf 11 (.1
III pv
/ ti И I ЩИ(
1 Н Н ,(
3 чгру ючно i i PV ) HjoiricT следук щиг i of |
В ручьи по IK in in i жают детали 13 nj ti п штыри 4 вмг i --о г 11 чптои pent ои () т ii иг i i f u н i t с ( положение те пошл i iuin,n i кон теинер 1 Нклю i Гтгя п i д f IIP пои цтн) отсекателя 5 когорчичф п| п toeio лого b при одит в д и i н i нт, i (по часовой сфон-с) Ч i inri io д и
ЖРГСЯ до те/ пор плю п нк i i ) за гк п лепная на одном ип i i , G м н контакт с подгы iной и t 1 дп пп чего рпчтга29 Осггкри IP | ; ) i п ыюии
CTijyiOT С ПОП, Гц i f II lli- «f i I-
свободно проходит через вырезы а выпол- иг иные в ребрах 9
Продолжая цпижение с лентой 8 планка 10 воздействуя на щеку 31 разворачивает
двуплечий 29 иокруг оги (не обозначе- Hr) KOiipnn CMtuirT i на 1яд 1 с1гоиныи пы ciyn 28 при этом шток 22 перемещаясь Б направляющей 26 и снимая пружину 27 гмочшст собачкой 2 эуЬчат1 ю рг ику 20 вме
0 с.е г удер I lioaioui.iM JUT ip м4ьлсвс до iex пор пока фссинныи ппступ 28 не входит в in-ifdn r левым упором 3S При этом шток 22 с зу&чатои рейкой 20 и удоржитю1цими нпирями 4 npei ращают свое а
6 л т i in 13 р гполо f ннш в пг(вгг ручье под |0щего контейнера 1 оп/ск лотся на i игу 8 отгчь,л( HI г гг ,, ipp итпгчо J;H- i Tt if и 1 гк р мр i от, ,и мчи рас i тс, ни о Mf д р / ii ми 1 h г mi о как ьы
fi с iyn/( входит t voHTrit- r с свчм ) пором 3е) д 11 i in и им1- si 1 I ripr KJ иц or игн раз во рот i ок,,у| (м и fiu обо мычснг)} мод| и кная t ri 31 | ш op i ни т i if ч с плрнире 33 I M пропну 31 Пр том гп FHI a 10 1 п| nrt т и п к т Юдин Hvioiu,rtvn1 после MI го ri| -ч i 3 5 i ) | 4pi i rid v и кную i t ь 1 i р/ и i iO i , г i и pi i мг 2 ) f IK И.ОДНОР поло vi HI e
rlf 1 ТГПМ чр, i П1 цп ,i t j Ojl ()
0 MI v i тюк / 2 в и ло pior f uiu KI ни т е до in n i i t- о с п|ппчм i ором 1Г npi IPM
(О1 1 Т 2S ИГР If Щ jq I , ОМЬ /бП1пИ
f г.ч и . О кон 1° ход i г 1,иг г МРИ р зацеп пен f по ( ii п r-1 f п м up,- i r HI i 74 i e за ни м oi HI о н )е ПП/ПА пне Пр -кииа 27 р i f 11 i i i i i т 11 что /синие re I if i in ii,i бп it LIJI i м уг пине or conpo ГИВН1ИЯ in pt MI ii;f нию ц р пнгН01Цих inn LI 4 и тормознпл OICMUIIOB 17 те
0 IK дп.11 нач Щ( а 31 тчинае поворачивать ся вокруг ипрнира 33 только при упоре дву ПЛОЧ1ЧО рычага 29 в фасоннни выступ 28 нлоряи тормозигсч левчг1 упором 35
РгП ( нш не между IPEUIM н правим
I i yiinf пми 35 at но шагу учьер поднюще л i mi инс | т 1 Гормсмньк элег1С1гп 17 i f РД пс ремещгчпк1 штырей 4 от н f f 1ции тп 141 рв
г/одол +-п П(ррмощагкч лен га 8 по и с н дои пот но под зет детали 15 первого у н - i одтк ЦРГО контгинерн 1 ia ось сва i r тою шюмпа При этом детали 13 поо ippf дно vi- тад| ттются ч з переднюю опору I 1 одни i 1-онцом а другой конец уд( рживаib e тс я дном корпуса 11 посче чего карогкч 46 с ц inroBi ir/и 3d кипами порьмещпясь по на п юл MCI i лм 37 nt рег епдает дет эли 13 в н HV об(лГ ) щ причем кгрпус 36 г mi юр м UP пии вперед гпзворачиыот
1 11 010 01 )р 11 Pt i р /Г ОС И 1 6 О1 пбо V
дая тем самым путь для прохода. После прохода каретки 36 передняя опора 14 под действием пружины 15 занимает исходное положение.
После обработки детали 13 каретка 36, двигаясь назад, снова отодвигает переднюю опору 14 и проходит за нее в исходное положение. Выпадению деталей 3 при выходе из них цанговых зажимов каретки 36 препятствует задняя стенка корпуса 11. Съемник деталей действует следующим образом: в задней стенке корпуса 11 выполнено отверстие в, совпадающее с осью сварочного автомата, причем отверстие в выполнено диаметром несколько большим, чем диаметр цангового зажима каретки 36, но меньше, чем диаметр детали 13, поэтому при движении каретки 36 назад торец детали 13 упирается в заднюю стенку корпуса 11, деталь 13 останавливается, а каретка 36, продолжая смещаться назад, выводит цанговый зажим из детали 13. Далее детали 13, перемещаемые ребрами 9 отсекателя 5, попадают на разгрузочное (не обозначено) отверстие в корпусе 11 и падают в прием- ный бункер 38.
При данной схеме количество рядов в контейнере 1 неограничено,так как отсутствует провисание ленты 8 отсекателя 5 (нагрузка на него только от веса деталей 13 одного ряда, а не всех), а количество деталей 13 в одном ряду равно количеству карманов, образованных соседними ребрами 9, тогда после выборки одного ряда происходит автоматическое перемещение удержи- вающих штырей 4 механизмом 21 шаговых перемещений на шаг, равный расстоянию между ручьями подающего контейнера 1, освобождая тем самым новый ряд деталей 13.
Получается цикл - лента 8 отсекателя 5, перемещая детали 13 на шаг, равный расстоянию между соседними ребрами 9, по сигналу датчика (не показан) останавливается, каретка 36 с цанговыми зажимами подает детали 13 в зону обработки, затем удаляет детали 13 из зоны обработки, отходит в крайнее левое положение, отсекатель 5 снова перемещает детали 13 на шаг, т.е. цикл загрузка-разгрузка повторяется.
Передняя опора 14 и дно корпуса 11 необходимы для удеожания детали 13 на оси сварочного автомата до тех пор, пока цанговые зажимы каретки 36 не захватят деталь 13, причем цанговые зажимы, например, срабатывэютотдействия электро- магнита, закрепленного на каретке 36 и
передающего усилие на цанговый зажим через рычаги (не показаны).
Устройство может быть снабжено дополнительно одной или несколькими каретками, аналогичными каретке 36 для подачи деталей к другим станкам, приспособлениям, например, для зачистки сварного шва, контроля сварного шва.
Устройство имеет расширенные технологические возможности, так как обеспечивается загрузка и выгрузка деталей в заданном месте, обеспечивается возможность выполнения нескольких технологических операций на детали с использованием одного загрузочного устройства.
Надежность устройства повышается, так как упрощается его конструкция и обеспечивается безотказная подача и сброс деталей в автоматическом режиме.
Формула изобретения
g и ы н u в в ва пзвв
н в i а в н н н в а в
i в § 1 в в в в s i
38 П 36
27
I
20
м з
JJ%7 /
31 $ Ю
Фиг. 2
36
Фиг,з
Фиг.1
| Владзиевский А.П | |||
| и др | |||
| Основы автоматизации производства в машиностроении | |||
| - М.: Высшая школа, 1974, с | |||
| Способ подготовки рафинадного сахара к высушиванию | 0 |
|
SU73A1 |
