/3
4i 57
ел
05
СО СП
11 uinjji К ЦШ o ciiociiTCH h . inc ixjHOH штам- ii(. a именно к ;iHT()M iTn: ,aium пронес- n iiiTa м НОНКИ Kpyiiiioi aoapHTiibix заготовок.
lle/ii.K) и.(об)е 1ч 11ия является |)аси1ирение i I Xiio. |()|Ч1чески возможностей.
На фиг. 1 изображен коми.текс, общий И П; на ifi i - -К n. l све).у; на
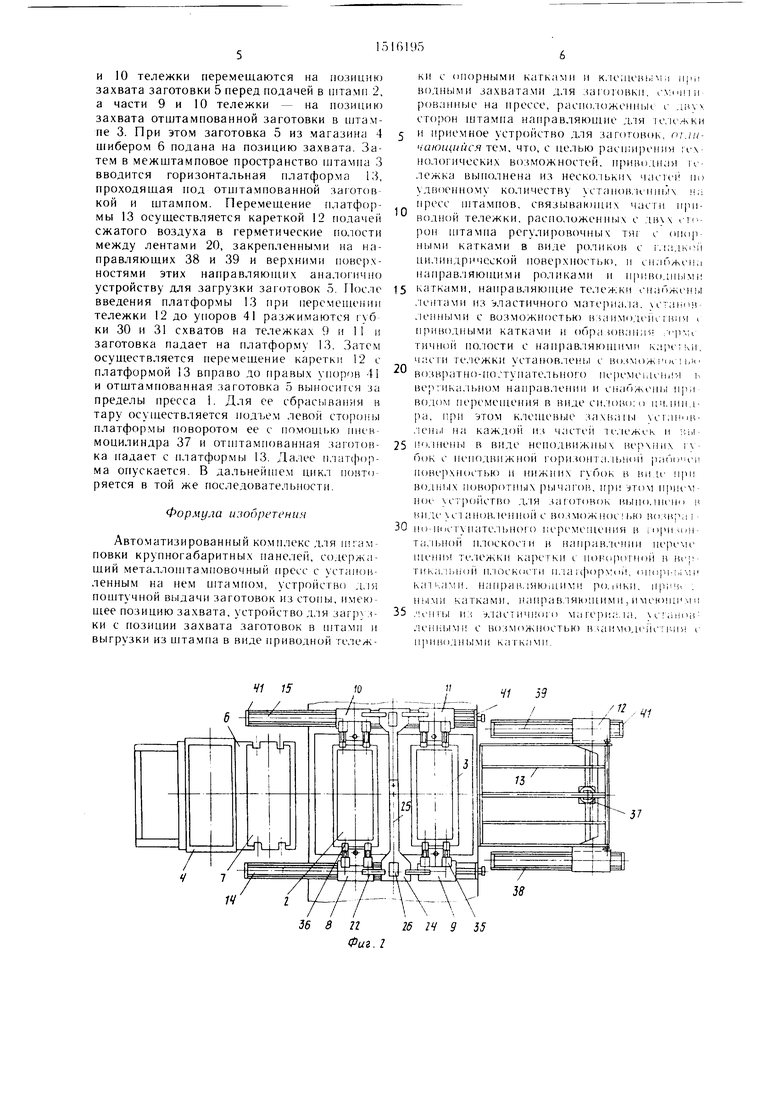
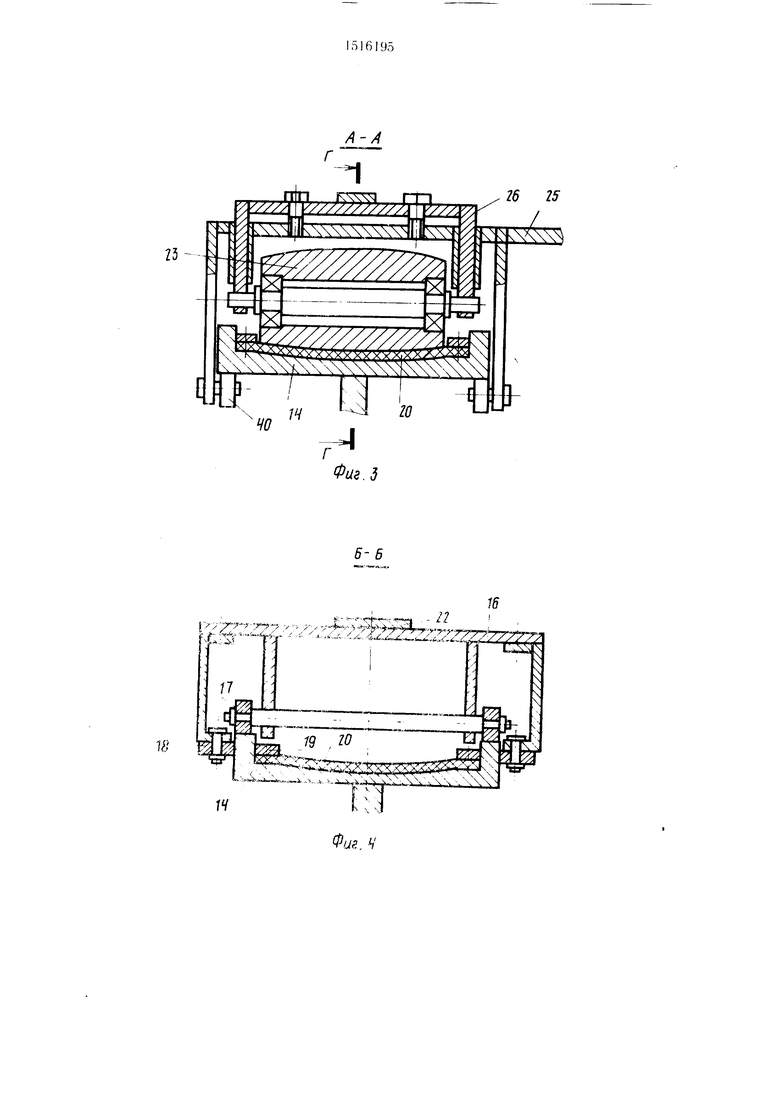
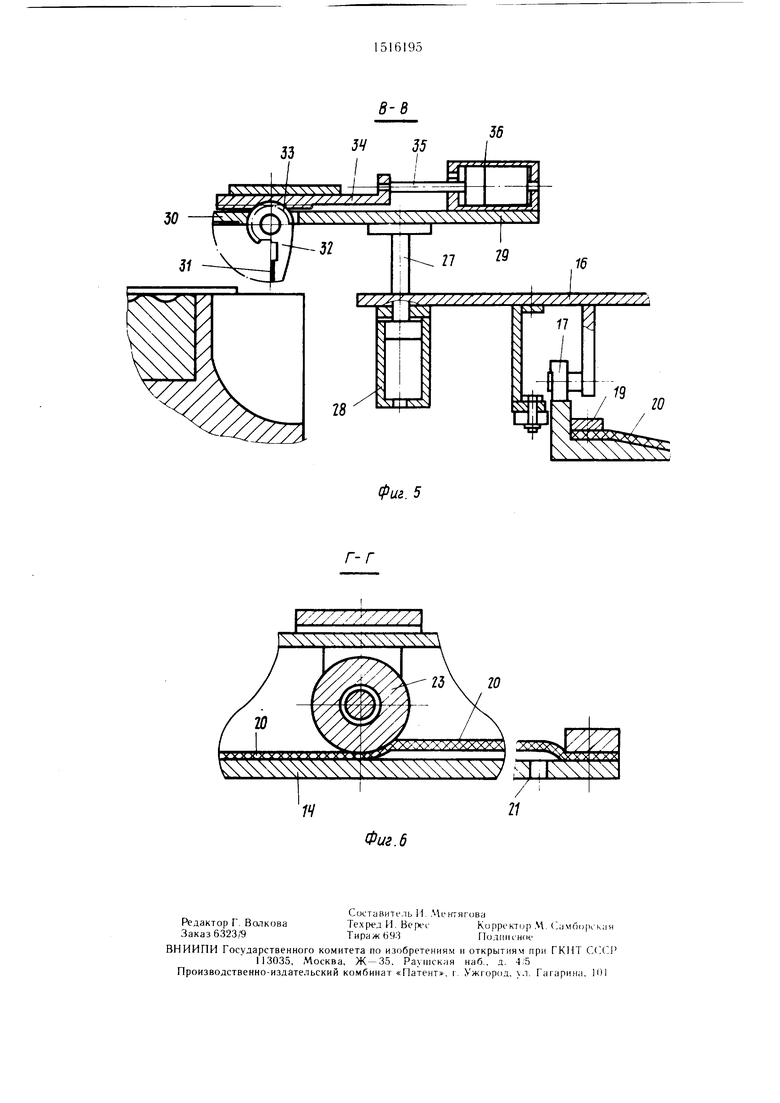
фи; Л pai|U -; .Л .Л на фиг. I; на . 4 laipei Ь I) на ))Н1 I; fia фиг 5 pa:ipe: И И на (|)иг. I; на (})И: . Н pa.-ipe. i 1 I на фиг. .i
Дв и (И ронанный комплекс состоит из iiprcc.i 1, Hi .aMiioH 2 и ., yci анов,1енных HOC. 1елова ГС, 1Ы10 гсхно loi ическим оие|)аиия.1 iia v (i,ie ii H cca I, сгройство л. 1я но ||туч НИИ ввпачи (и«)к. состоянгее из магази- н;: 4 (,ii;iBoK о. И1ибера 6 с тржраретом 7, 1 мн;,г насгси 8 11 те, 1ежки vci fioiicT- иа .1ЛИ iaipixiKH Н1га.м1н)в У и . заготов- ;-, Г), ка1)егки 12 приемною уст|)ойст- , Я iaroToiuiK из НГ1 амиоВ1)| о и|1остранст iia. новоротнои ила1 (1Ормы . Част И K .uvKKH ноаарно установлен, на ;u)yx haiip.ii; :Hi( 14 I I.), закре Л(.М1Н с обоих . н1 алЛ10 1 2 и Л с (. ij)ecca 1. Ч,: II I 1 елс/кк 1 состоят i ( рам И),
i ,I СМОН I И|) Ка| К 1 17, 1 аНраИЛ Я() pO.niKH 18. Ha (. ., )С 1;1Н|)авляк)1Х 14 1 1Г) закре1 леН, с ,l(l Ла|()К 19 .,1 2(1. о6;)а:и с обра ,М 1 к
1| 1|и-|г 11;чЛ H OHU1X 14 1 I,) ЗЛМК- il .irli i Ср(Л НЧеСК 1е 0,ОСТИ С (1 Н рСТИ Яvii 21 11Я ,1а и )да |)абочей cpe;u,i.
ч ..ли S II ЧЧ Н ЖК, ус а )е la . ;р,: Л Н(.Х 14 i Г) СООГВе:ЧЛТиЛ НО, СВЯН1. -. С,-. ; v niiii pci л ip t.; , ги ам 22.
- ; :e.i ::.. 1 9. 10 1 I чла- i. i , : .... ) ( с, с/ккамн а .: :. :;.i iioHU 14 : I.) ;л(а )ir. кат,,| 2.i. гир;мк11М1 х в i/iMiNax 2-1, Ж1ЧЛ
i-.-: . л i .r МС/К,;, С .И И 14 1 Л Н I С М L) 1 1
- ..;. 2/. I , :. 2i5 аолжа Т)1 к
-. 1а.Л :1М11,1 : ,1 2(1 С (.i О ) СКоб 26. 11а ,. 1Я S I i e. I l) , ()б|)а I 1,1 1ч н а л;а . 2 , i. закре лень с
1ль .4 л. , (Н о ереме 1е ия,
: . 7 . с((1 смяза пь ч С рамами И)
I i;. ПЛ НН poi 28 ( а. ..ie
. : Н : ; .Ч1МЛ11.PTII на ix . (j6: ) к 1. (|1 130НТа.;) Н )
: 1|-. .) чого .ахва. а. Л б-: i,i. )i ia ( . -)2, ,а|)tiii|iiio с аноил ч а лаиках 29 i с аб/лС1Н Ч .(убча .lMll ССКТОраМИ . i. -i, BiaHMO- B()UaMi с pl likaM 34, (,МИ СО I И)|-..,.Л t -i н 36 llo iOpOT:и :ла i 1:11: р л1 I i зак|) на а;- , лче 12 о устройства Л.1Я лаго : н со . НЛKapt ;i 12 содержи .(.1
: | ) -.КИ (() i7 I ();i -.li 23, ЛЯК)С |)0, 18,
)t а ч ia р а В ЯК) U Н X 38
0
0
39. Все приводные катки 23 связаны с направляющими 14 и 15, 38 и 39 с помощью роликов 40, установленных на нижней поверхности направляющих. На направляющих 14, 15, 38 и 39 емонтированы упоры 41. Автоматизированный комплекс работает с/к дующим образом,
В исходном положении части 8-11 те- .лежки находятся в .мповом пространстве,- ка 1егка 12 е горизонтальной платформой в крайнем правом положении. Носле подачи заготовки 5 и1ибером 6 с трафаретом 7 из магазина 4 на позицию захвата для подачи в.итамп 2 включается распределительное устройство (не показано) и рабочая среда, 5 на1 ример сжатый воздух, через отверстия 21 на левом конце направляющих 14 и 15 оступает в замкнутую полоеть между эластичными лентами 20 и наг равляющими 14 1 15 (({1И. 6). Эластичные ленты 20 взаимо- де1 ствук)т на приводные катки 23 и пере- ) i связанные с ни.мн части 8 -- 1 1 тележ- к влево до у 10ров 41. Части 8 и 10 тележки ста овятся на позицию захвата заготовки 5 1еред 1одачей в штамп 3, части тележки 9 1 I 1на позицию захвата предвари5 ельно отщта.мнованной заготовка в е 3. Носле включения г невмоцилиндров 28 нтоки 27 01 ускают вниз планки 29 с убкам 1 30 вниз до соприкосновения с .()скост1)К) заготовки 5. убки 30 и 31 схва- TCJB ри разжаты. Нос.че включения
0 невмо и1лпндров 36 зубчатые рейки 34 поворачивают зубчатые секторы 33 и рычаги 32 с |-убками 31 схва а. Происходит за отовок 5. Носле пневмоци- .)ами 28 осуществляется подъем схва- тон с )товками 5 вверх. Зате.м нере5 к, иочается распределитель и сжать Й воздух .з () 21 поступает в левую часть от катко 2ii 1олости между лентами 20 и .як)ними 14 и 15 и вьщускается из . Катки 23 вместе с частями 8 -
д 1 I тележк схватами и заготовками 5 иере- ме наются В 1раво на п(;зицию загрузки 2 и 3. Вновь включаются пнев- моци,нндрь 28 и заготовки о ускаются и укладываются в штампы 2 и 3. После этого включается пресс 1 и производится одно5 временная нтамповка заготовок в щта.мпах 2 и 3 1-го и 2-го переходов. Пневмоци- .индрь 36 частей 8 и 10 тележки при этом paзжи aют убки 30 и 31 схватов, и осво- б(.)ждают заготовку 5 в П1тампе 2. Затем 1 1лнндрами 28 осуп1ествляется подъем пла0 |()к 29 с губками 30 и 31 схватов, От- там ованная заготовка 5 и в штампе 2 первого )ехода остается на нем, а отштам- иован 1ая в 1нтампе 2-го перехода вместе схвата.ми на частях 9 и I 1 тележки поднимается вверх. Носле этого сжатый воздух подается через отверстия 21 на правых наг рав; яющих 14 и 15, выпускается гз отверстий 21 на левых концах и части 8
5
и 10 тележки перемещаются на позицию захвата заготовки 5 перед подачей в штамп 2, а части 9 и 10 тележки - на позицию захвата отштампованной заготовки в штампе 3. При этом заготовка 5 из магазина 4 а1ибером б подана на позицию захвата. Затем в межштамповое пространство штампа 3 вводится горизонтальная платформа 13, проходяшая под отц тампованной заготовкой и штампом. Перемешение платформы 13 осуществляется кареткой 12 подаче сжатого воздуха в герметические полости между лентами 20, закрепленными на направляющих 38 и 39 и верхними поверхностями этих направляющих аналогично устройству для загрузки заготовок 5. После введения платформы 13 при перемещении тележки 12 до упоров 41 разжимаются lyo ки 30 и 31 схватов на тележках 9 и 1 1 и заготовка падает на платформу 13. Затем осуществляется перемеиление каретки 12 с платформой 13 вправо до правых упоров 41 и отштампованная заготовка 5 выносится за пределы пресса 1. Для ее сбрасывания н тару осуществляется подъем левой сторон1 1 платформы поворотом ее с помощью инен- моцилиндра 37 и отп тамг1ованная заготовка падает с платформы 13. Далее H.-iaT(|)o|i- ма опускается. В дальнейшем цикл повторяется в той же последовательности.
Формула изобретения
Автоматизированный комплекс для шгам- повки крупногабаритных панелей, содержащий металлоштамповочный пресс с установленным на пем П1там |ом, устройство дли пощтучной выдачи заготовок из стопы, имеющее позицию захвата, устройство д,-1я загр ки с позиции захвата заготовок в птамп и выгрузки из ц тампа в виде приводной тележ0
0
5
0
5
ки с опорными катками и к.кчцсиь м;i при водными захвата.ми д. 1я за1 оговкп. cNinniii рованпые на прессе, расио. южсниьк с диух сторон штампа направлякнцие для кмс.ччки и приемное ycTpoficTBO для заготовок, т.in- чающийся (, что, с целью расиац епия lex нологических возможностей, приводная 1ч- лежка выполнена из неско.1ьки Чскмеи по уд оепному количеству чстаиов.кчппм на пресс штампов, связывакщщх част при- волпой тележки, расположепн1 1х с ди сироп штампа регулировочных тяг с опор ными катками в виде роликов с г.lajiMNi цилиндрической поверхностью, п спаГмчсп; направ.чяющими ро,:|иками и приводпыми катками, направляющие те.межки спаожеиы , 1С1па 1и из ::1ластичпого материа,1а. станин .1енШ)1ми с возможностью и 1аимодс1и Г1Я1И i )дными катками и обра (овапия тично11 полости с направляющими к:11н- чи, части тележки установлены с во.шож i m i ьи i но-поступательного пе рем CMC HI я i. Be|v ика,1ьном направлении и снабжены при |еремещения в виде си, юно; о IIU.IMII.I- )а, при этом клещевые захва1ы усгании- .чсщл на каждой из частс т 1,чеж(. к и ; ,ы- ii .Mtieiibi в виде неподвижных )Х11и г бок с пеподиижной гориз().1ьно| | ки ш ч и iioBi pxHocTbK) и нижних губок в нилс мри водньгх поворотных тычагои, при том пое CTpoiicTBo для заготовок выпо.щгн i i Hn;u ci анов.кмнюй с возмож нос ью нознр, i - но-писту11ате.чыи) о перемещения и ории.н- тал1)П011 п,тоскос 1И в направ. К иии щенпя те.пежки каретки с поворотной в вер- Tiika. ii.h oii п, 1оскогти ii.ia r(jiop% iiM, с.нпрмямр катками. )аи. 1ЯК) po.iiiKn. n iM iv . н 1,1 ми катками, иаправ.чяюшими , имеющим и .leni i) и:-; ,тастичио| о via гери;;. :а. хс анон- лсн1 ;ыми с возможностью в (аимодг-Гк-тния с нринолпыми катками.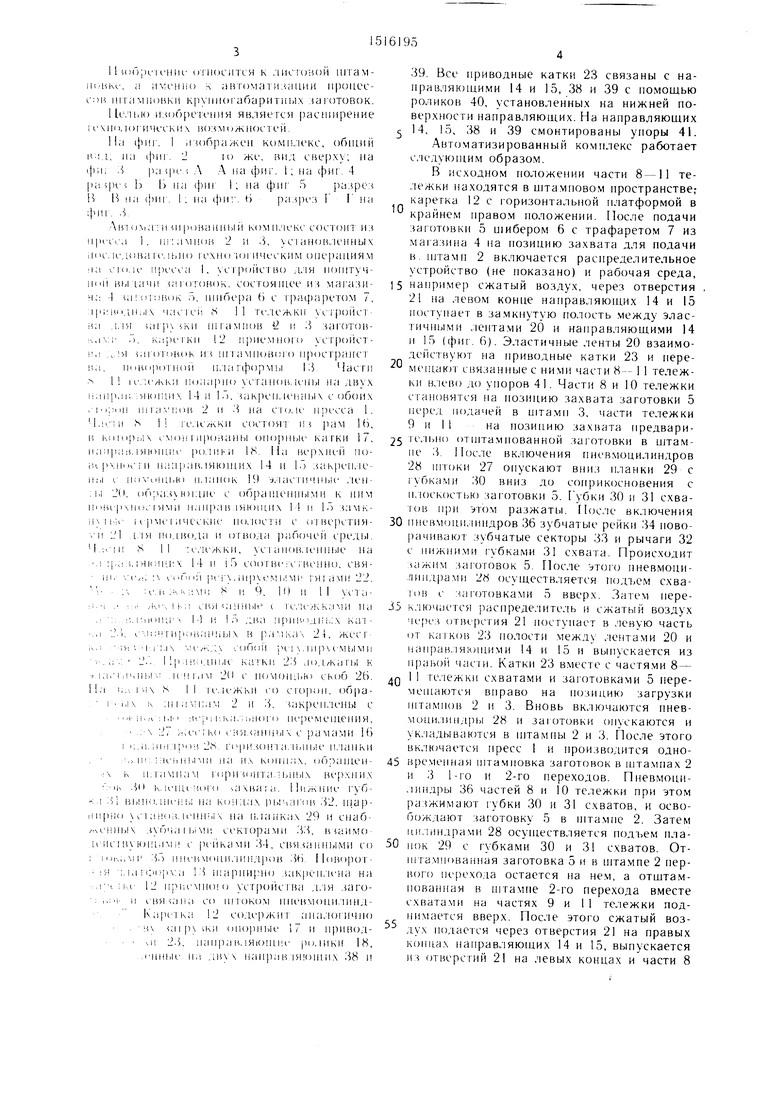
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий производственный модуль холодной листовой штамповки | 1986 |
|
SU1535665A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Автоматизированный комплекс для штамповки крупногабаритных деталей | 1985 |
|
SU1324725A1 |
| Автоматизированная линия для многопереходной штамповки | 1986 |
|
SU1344471A1 |
| Установка для отделения листовых заготовок от стопы, подачи в пресс и удаления обработанного материала | 1985 |
|
SU1321505A1 |
| Автоматическая линия горячей штамповки | 1988 |
|
SU1538980A1 |
| Автоматизированная линия горячей штамповки | 1986 |
|
SU1424932A1 |
| Автоматическая линия горячей штамповки | 1988 |
|
SU1606253A1 |
| Автоматическая линия | 1982 |
|
SU1043036A1 |
| Робототехнический комплекс | 1987 |
|
SU1416244A1 |
Изобретение относится к листовой штамповке, а именно к автоматизации процессов штамповки крупногабаритных заготовок. Цель изобретения - расширение технологических возможностей. Линия имеет направляющие ролики и приводные катки. Направляющие тележки снабжены лентами из эластичного материала. Приемное устройство для заготовок выполнено в виде каретки с поворотной платформой. Заготовка 5 шибером 6 подается на позицию захвата. Захватные органы части 8 тележки поднимаются, захватывают заготовку из ложемента 7. Захватные органы части 9 тележки захватывают заготовку из штампа 2 первого перехода. Заготовки тележкой переносятся в штампы 2 и 3. Отштампованная деталь поворотной платформой 13 удаляется из пресса. 6 ил.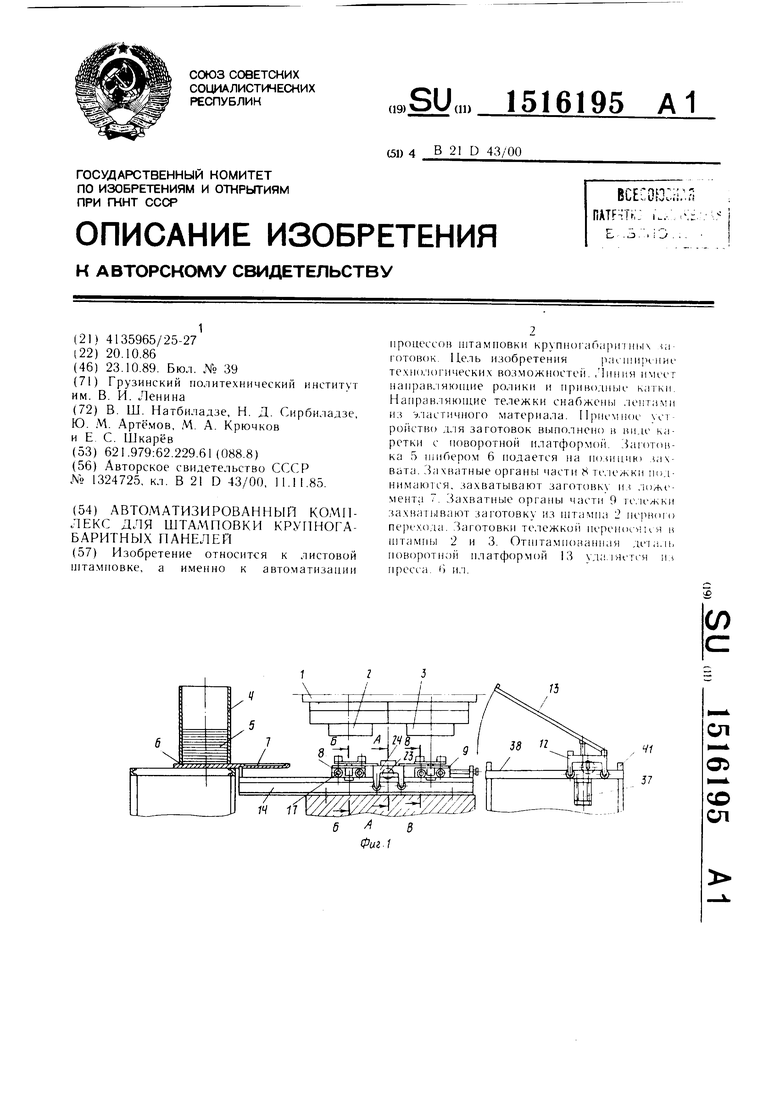
/II -.
36 8 П26 14 9 55
Фиг. 2
,
,
- --:F- - V
I 7
---.--(-ц..-j,« .- ii
., .. y--..,-.,) ,.;p,y.,y.y..
i - .-.i U. ;.,i-. .i,i,i ,
18
/ff
/y,, V
33
50
20
фиг. 5
| Автоматизированный комплекс для штамповки крупногабаритных деталей | 1985 |
|
SU1324725A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
