Известны инструменты для чистовой обработки шаровой поверхности шлифованием путем сочетания враш.ения изделия и инструмента вокруг нересекаюшпхся осей.
Универсальное шарнирное соединение шпинделя позволяет вогнутой поверхности инструмента самоустанавлнваться по сферической поверхности обрабатываемого изделия.
Описываемая головка отличается от известных тем, что она снабжена и1ариками, установленными в чашечном сепараторе н взаимодействуюш,ими с обрабатываемой поверхностью, прижимаемой к ним опорным роликом. Зто повышает качество поверхности, обрабатываемой методом холодного пластического деформирования.
Для установочио-иаладочной расстаиовки шариков последние расположены на опорной дорожке, образованной двумя взанмно регулируемымп но положению коническими поверхностями прн установочном смешении всей головкн относительно центра обрабатываемого изделия.
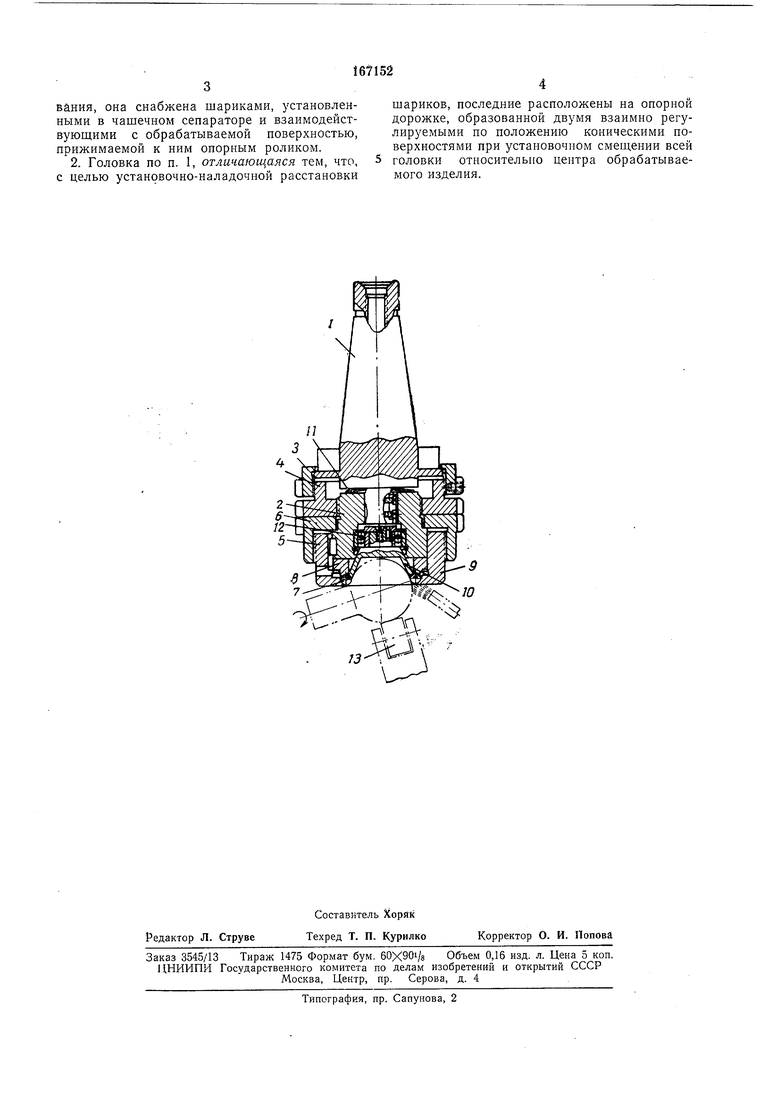
На чертеже изображена описываемая головка.
Головка для чистовой обработки шаровых поверхностей содержит хвостовик 1, который соединяется с корпусом 2 посредством гаек 3 и 4. Наружное кольцо 5 с опорным конусом дает возможность рег лнровать при помощи
гайки 6 рабочий диаметр головки. Шарики 7 катятся по двум опорным коническим поверхностям деталей 8 и 9. Чашечный сепаратор JO удерживает рабочие шарики 7, которые вместе с корпусом 2 благодаря тарельчатой пружине 11 и наличию зазора между гайкой 3 и хвостовиком / самоустанавливаются по шаровой поверхности. Сепаратор 10 врашается в радиальном подшипнике J2, удерживаюшим его в радиальном положении; сепаратор может перемешаться и в осевом иаправлении.
Головка устанавливается в шпиндель станка и вращается с заданной скоростью обкатки. Опорный ролик 13 приводится в соприкосновепие с деталью и фиксируется. Во время обкатки применяется обильное охлаждеине. Наладку головки производят по ииднкатору, рычаг которого сонрнкасается с шариками 7. После наладки рычаг индикатора отводится.
Предмет изобретения
1. Головка для чистовой обработки шаровых поверхностей путем сочетания вращения изделия и инструмента вокруг пересекающихся осей, отличающаяся тем, что, с целью повышения качества обрабатываемой поверхности
вания, она снабжена шариками, установленными в чашечном сепараторе и взаимодействующими с обрабатываемой поверхностью, прижимаемой к ним опорным роликом.
2. Головка по п. 1, отличающаяся тем, что, с целью установочно-наладочной расстановки
шариков, последние расположены на опорной дорожке, образованной двумя взаимно регулируемыми по положению коническими поверхностями при установочном смещении всей головки относительно центра обрабатываемого изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАНЕТАРНАЯ ГОЛОВКА | 1999 |
|
RU2162786C2 |
| Автомат для обкатки наружной поверхности деталей | 1989 |
|
SU1742042A1 |
| Накатный инструмент для отделочно-упрощающей обработки плоских металлических поверхностей | 1957 |
|
SU115364A1 |
| Автоматический станок для финишной обработки дорожек качения колец подшипников | 1984 |
|
SU1194654A1 |
| Способ чистовой обработки поверхности деталей типа тел вращения | 1989 |
|
SU1722797A1 |
| РОТАЦИОННЫЙ ИНСТРУМЕНТ ДЛЯ РАСТАЧИВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2008133C1 |
| Станок для обработки деталей типа внутренних колец подшипников качения | 1977 |
|
SU707783A1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ МЕТОДОМ ПОВЕРХНОСТНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ | 1994 |
|
RU2082591C1 |
| Раскатная шариковая головка | 1990 |
|
SU1754253A1 |
| Станок для нарезания зубьев цилиндрических зубчатых колес | 1974 |
|
SU511161A1 |