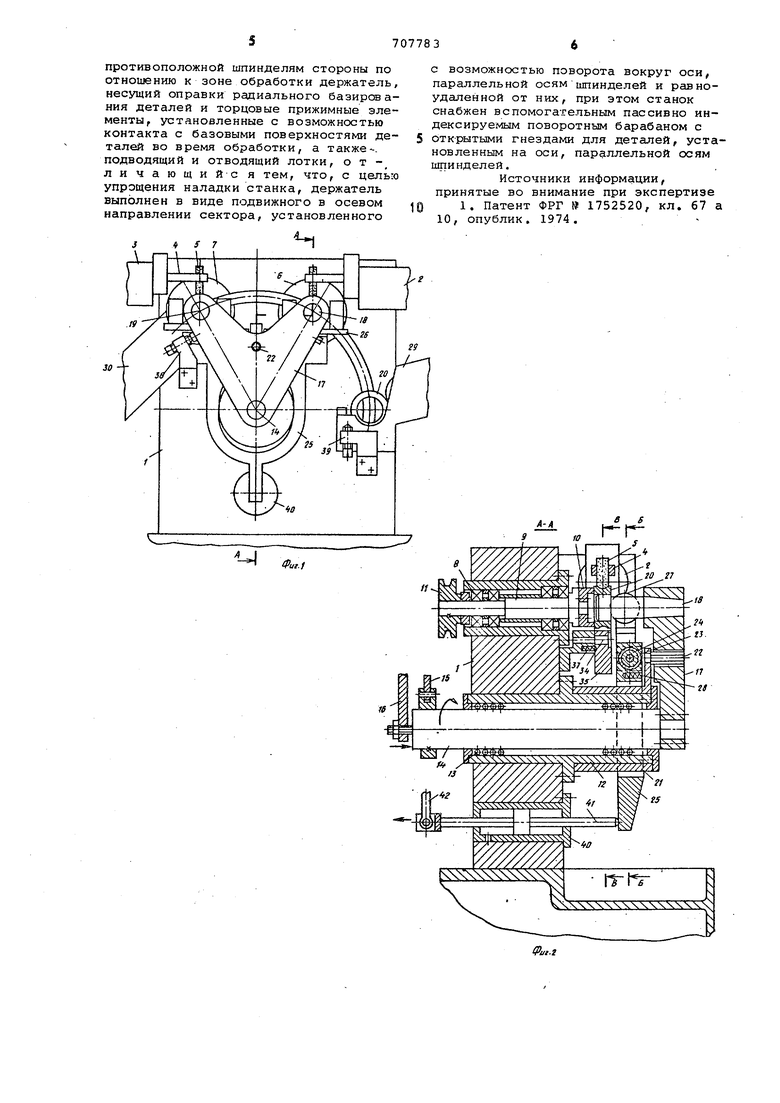
удалена от этих осей. Во втулке 12 смонтирована на шариках 13 скалка 14, связанная с приводом 15 поворота и приводом 16 осевого перемещения и несущая выполненный в видеЧ-образного сектора 17 держатель с закрепленными в нем оправками 18 и 19 радиального базирования обрабатьшаемых деталей-колей 20.. .
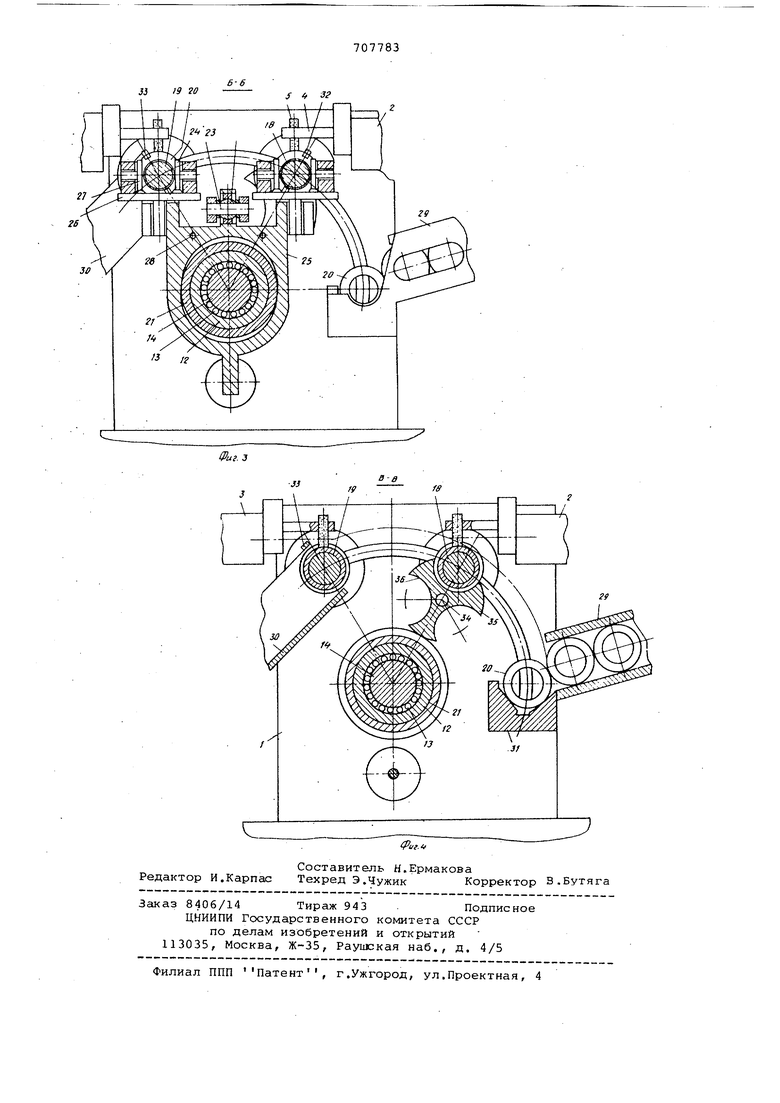
На втулке 12 установлена поворотная втулка 21, связанная поводком 22 с сектором 17 и несущая ось 23, на которой посредством двухосного шарнира 24 подвешен рычаг 25. На последнем смонтированы (см. фиг. 3) поворотные вилки 26, в каждой из которых установлено по паре прижимных элементов в виде роликов 27, Цапфы поворота вилок 26 относительно рычага 25 и оси роликов 27 взаимно перпендикулярны. Рычаг 25 подпружинен относительно фланца втулки 21 упругими элементами 28.
На станине 1 закреплены подающий лоток 29 и отводящий лоток 30. Конец подающего лотка снабжен призмойловителем 31, расположенной таким образом, что ось лежащей в ней очередной заготовки (кольца 20) удалена от оси втулки 12 на расстояние, равное расстоянию от этой оси до осей шпинделей, а от оси ближайшего к ней шпинделя удалена на расстояние равное расстоянию между шпинделями. На станине закреплены упоры-задержки 32, 33, взаимодействующие с деталями в позициях черновой и чистовой обработки, а также смонтирован на оси 34 пассивно индексируемый барабан 35 с открытыми гнездами 36, взаимодействующий с подпружиненным фиксатором 37,,
На станине- закреплены регулируемые упоры 38 и 39, ограничивающие угол поворота сектора 17. На станине закреплен.пневмоцилиндр 40, взаимодействующий с прижимными элементами в виде роликов 27, шток 41 которого связан с механическим приводом 42 отвода роликов (изображен условно) . Приводы 15, 16 и 42 связаны с кулачковым валом управления циклом обработки (на чертеже не показан).
Работа станка осуществляется следующим образом.
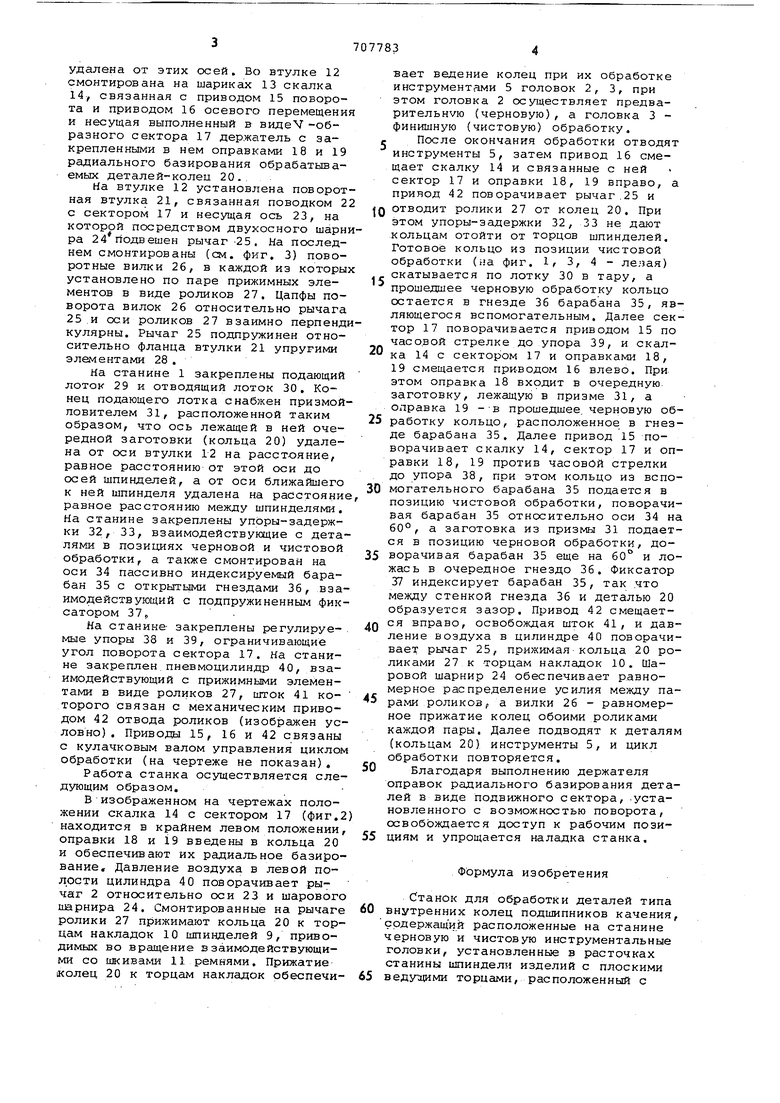
В изображенном на чертежах положении скалка 14 с сектором 17 (фиг.2 находится в крайнем левом положении, оправки 18 и 19 введены в кольца 20 и обеспечивают их радиальное базирование. Давление воздуха в левой полости цилиндра 40 поворачивает рычаг 2 относительно оси 23 и шарового шарнира 24. Смонтированные на рычаге ролики 27 прижимают кольца 20 к торцам накладок 10 шпинделей 9, приводимых во вращение взаимодействующими со шкивами 11 ремнями. Прижатиеколец 20 к торцам накладок обеспечивает ведение колец при их обработке инструментами 5 головок 2, 3, при этом головка 2 осуществляет предварительную (черновую), а головка 3 финишную (чистовую) обработку. с После окончания обработки отводят инструменты 5, затем привод 16 смещает скалку 14 и связанные с ней сектор 17 и оправки 18, 19 вправо, а привод 42 поворачивает рычаг.25 и
Q отводит ролики 27 от колец 20. При этом упоры-задержки 32, 33 не; дают .кольцам отойти от торцов шпинделей. Готовое кольцо из позиции чистовой обработки (на фиг. 1 3, 4 - леяая) скатывается по лотку 30 в тару, а прошедшее черновую обработку кольцо остается в гнезде 36 барабана 35, являющегося вспомогательным. Далее сектор 17 поворачивается приводом 15 по часо.вой стрелке до упора 39, и скалка 14 с сектором 17 и оправками 18, 19 смещается приводом 16 влево. При этом оправка 18 входит в очередную, заготовку, лежащую в призме 31, а олравка 19 --в прошедшее, черновую обработку кольцо, расположенное в гнезде барабана 35. Далее привод 15 поворачивает скалку 14, сектор 17 и оправки 18, 19 против часовой стрелки до упора 38, при этом кольцо из вспомогательного барабана 35 подается в позицию чистовой обработки, поворачивая барабан 35 относительно оси 34 на 60°, а заготовка из призмы 31 подается в позицию черновой обработки, до5 ворачивая барабан 35 еще на 60° и ложась в очередное гнездо 36. Фиксатор 37 индексирует барабан 35, так .что между стенкой гнезда 36 и деталью 20 образуется зазор. Привод 42 смещаетQ ся вправо, освобождая шток 41, и давление воздуха в цилиндре 40 поворачивает рычаг 25, прижимая-кольца 20 роликами 27 к торцам накладок 10. Шаровой шарнир 24 обеспечивает р.авномерное распределение усилия между парами роликов, а вилки 26 - равномерное прижатие колец обоими роликами каждой пары. Далее подводят к деталям (кольцам 20) инструменты 5, и цикл обработки повторяется.
0 Благодаря выполнению держателя
оправок радиального базирования деталей в виде подвижного сектора, .установленного с возможностью поворота, освобождается доступ к рабочим позициям и упрощается наладка станка.
Формула изобретения
Станок для обработки деталей типа 60 внутренних колец подшипников качения, содержащий расположенные на станине черновую и чистовую инструментальные головки, установленные в расточках станины шпиндели изделий с плоскими 65 ведущими торцами, расположенный с
противоположной шпинделям стороны по отношению к зоне обработки держатель, несущий оправки радиального базирования деталей и торцовые прижимные элементы, установленные с возможностью контакта с базовыми поверхностями деталей во время обработки, а также-, подводящий и отводящий лотки, отличающийся тем, что, с целью упрощения наладки станка, держатель выполнен в виде подвижного в осевом направлении сектора, установленного
с возможностью поворота вокруг оси, параллельной осям шпинделей и равноудаленной от них, при этом станок снабжен вспомогательным пассивно индексируемым поворотным барабаном с
5 открытыми гнездами для деталей, установленным на оси, параллельной осям шпинделей.
Источники информации, принятые во внимание при экспертизе
01. Патент ФРГ № 1752520, кл. 67 а
10, опублик. 1974.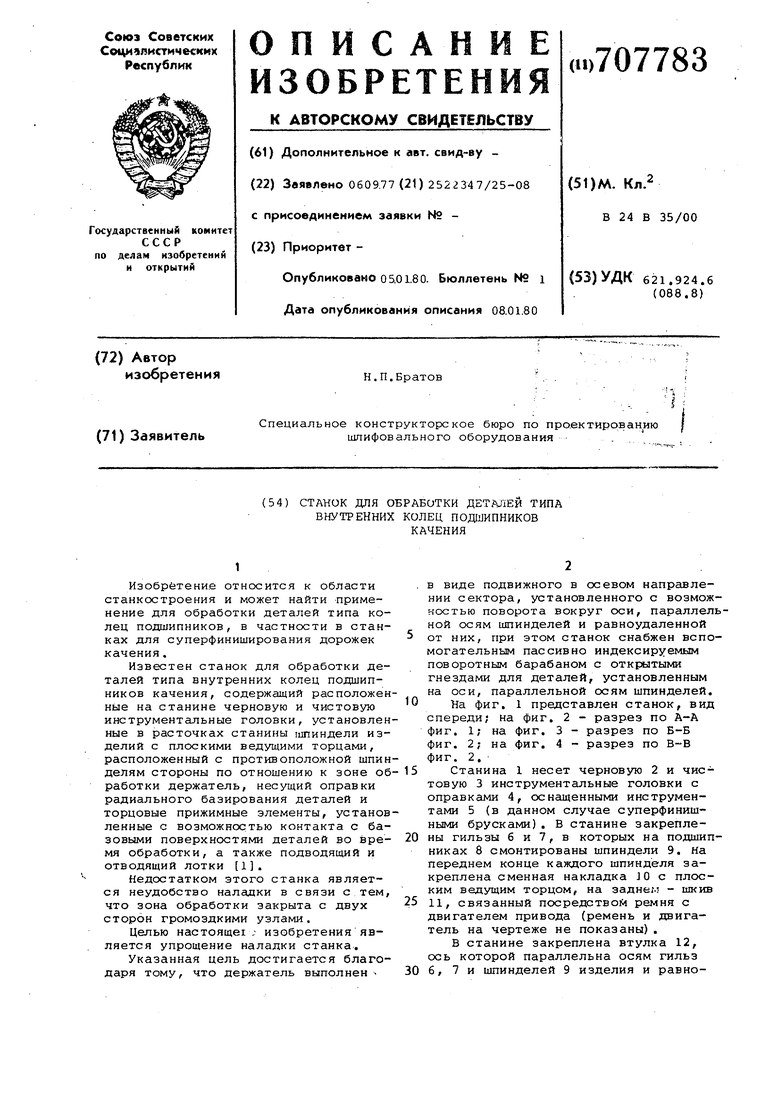
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| Устройство для загрузки деталей | 1981 |
|
SU965717A1 |
| Устройство для абразивной обработки | 1971 |
|
SU456713A1 |
| Автоматический станок для финишной обработки дорожек качения колец подшипников | 1984 |
|
SU1194654A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Станок для суперфиниширования | 1976 |
|
SU722742A1 |
| Способ изготовления колец шарикоподшипников и устройство для его осуществления | 1987 |
|
SU1733171A1 |
| Автомат для выполнения технологических операций с деталями типа колец подшипников | 1978 |
|
SU899330A1 |
| КОНВЕЙЕРНАЯ МАШИНА ДЛЯ ВЫРАБОТКИ ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1970 |
|
SU427905A1 |