Изобретение относится к пайке, в частности к способам нанесения легкоплавких припоев на основе олова для пайки алюминиевых конструкций.
Цель изобретения - улучшение смачиваемости подложки легкоплавким припоем, повышение прочности паяных соединений при максимальной пластичности подложки.
Способ осуществляют следующим образом. На ленту-подложку из алюминиевого сплава методом совместной холодной прокатки наносят слои легкоплавкого припоя на основе олова. При первом проходе обжатие составляет 40-50%, а в последующих проходах обжатие не превышает 10%.
Дополнительные проходы при холодной прокатке с деформацией не более 10% за проход обеспечивает дробление окисной пленки алюминия до оптимальной дисперсности. Увеличение степени деформации за дополнительный проход свыше 10% ведет к ухудшению растекания припоя по подложке и соответственно к снижению прочности паяного соединения.
Кроме того, малые деформации при дополнительных проходах не ухудшают пластических свойств подложки.
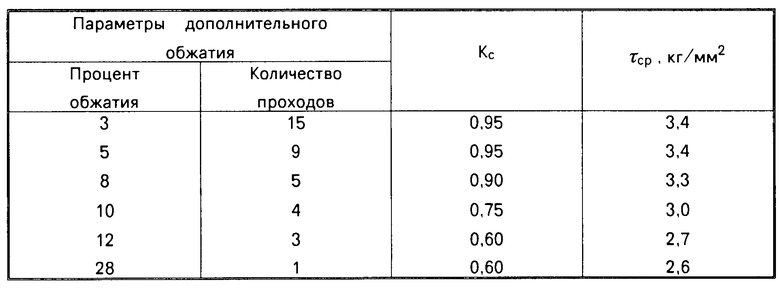
П р и м е р. Ленту-подложку из алюминия А6 с предварительно зачищенной металлическими щетками контактной поверхностью толщиной 2 мм плакируют обезжиренной фольгой из припоя ПОСу 95-5 толщиной 0,1 мм с обжатием 43%, после чего биметалл прокатывают в несколько проходов с различными обжатиями. Одновременно этот же биметалл прокатывают в конечный размер 0,81 мм за один дополнительный проход с обжатием 28%. Отбирают образцы от одной и другой партий в количестве по 10 шт размером 40х60 мм.
На полученных образцах определяют коэффициент смачивания (Кс). Для определения прочности соединения припой - алюминий на срез (τср) от партий отрезают образцы размером 5х80 мм.
Методические испытания проводят по ГОСТ 23047-78. Образцы попарно по припойным поверхностям паяют внахлест с перекрытием 2 мм с канифолью при температуре 250-270оС. После пайки в околошовной зоне зачищают припойное покрытие до основного металла. Испытание проводят на разрывной машине МР-005. Результаты представлены в таблице.
По сравнению с известным способом предложенный позволяет повысить на 20% прочность паяного соединения за счет улучшения растекания припоя по алюминиевой подложке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562191C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2014 |
|
RU2596535C2 |
| ЛИСТ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2017 |
|
RU2731572C2 |
| СПОСОБ ПОДГОТОВКИ ДЕТАЛЕЙ ПОД ПАЙКУ | 2013 |
|
RU2569858C2 |
| СВЕРХСТОЙКИЙ К ПРОГИБУ И ПЛАВЛЕНИЮ МАТЕРИАЛ ОРЕБРЕНИЯ С ОЧЕНЬ ВЫСОКОЙ ПРОЧНОСТЬЮ | 2013 |
|
RU2635675C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562193C1 |
| Смесевой порошковый припой для пайки алюминия и сплавов на его основе | 2021 |
|
RU2779439C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ АЛЮМИНИЕВЫХ СПЛАВОВ И НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2013 |
|
RU2552464C1 |
| ПРИПОЙНАЯ СОЕДИНИТЕЛЬНАЯ СТРУКТУРА И СПОСОБ ПЛЕНКООБРАЗОВАНИЯ | 2016 |
|
RU2716176C2 |
| СПОСОБ ПРОИЗВОДСТВА БИМЕТАЛЛИЧЕСКОГО ПРОКАТА НА ОСНОВЕ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ И АЛЮМИНИЕВОГО СПЛАВА | 2014 |
|
RU2574948C1 |
Изобретение относится к пайке, в частности к способам нанесения легкоплавких припоев на основе олова для пайки алюминиевых конструкций. Цель изобретения - улучшение смачиваемости подложки легкоплавким припоем, повышение прочности паяных соединений при максимальной пластичности подложки. На ленту-подложку из алюминиевого сплава методом совместной холодной прокатки наносят слои легкоплавкого припоя на основе олова. При первом проходе обжатие составляет 40-50% , а в последующих проходах обжатие не превышает 10%. Увеличение степени деформации за дополнительный проход свыше 10% ухудшает растекание припоя, снижает прочность соединений и ухудшает пластические свойства подложки. В сравнении с одноразовой дополнительной прокаткой с обжатием на 28% дополнительная прокатка в несколько проходов с обжатием не более 10% за проход увеличивает прочность паяных соединений на 20%. 1 табл.
СПОСОБ НАНЕСЕНИЯ ПРИПОЯ НА АЛЮМИНИЙ И ЕГО СПЛАВЫ ПЛАКИРОВАНИЕМ, при котором осуществляют совместную холодную прокатку подложки алюминиевого сплава и плакирующих слоев припоя при обжатии в первом проходе 40 - 50% и последующих частных обжатиях, отличающийся тем, что, с целью улучшения смачиваемости подложки легкоплавким припоем, повышения прочности паяных соединений при максимальной пластичности подложки, каждое частное обжатие не превышает 10%.
| Способ изготовления многослойных листов | 1975 |
|
SU533464A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
