Изобретение относится к обработке металлов резанием и может быть использовано в конструкциях режущего инструмента, предназначенного для работы в условиях невысокой жесткости технологической системы, в частности при фрезеровании тонкостенных деталей.
Цель изобретения - увеличение ресурса фрезы в условиях нежесткой технологической системы путем предохранения режущих пластин при затуплении от соударений с обрабатываемой поверхностью.
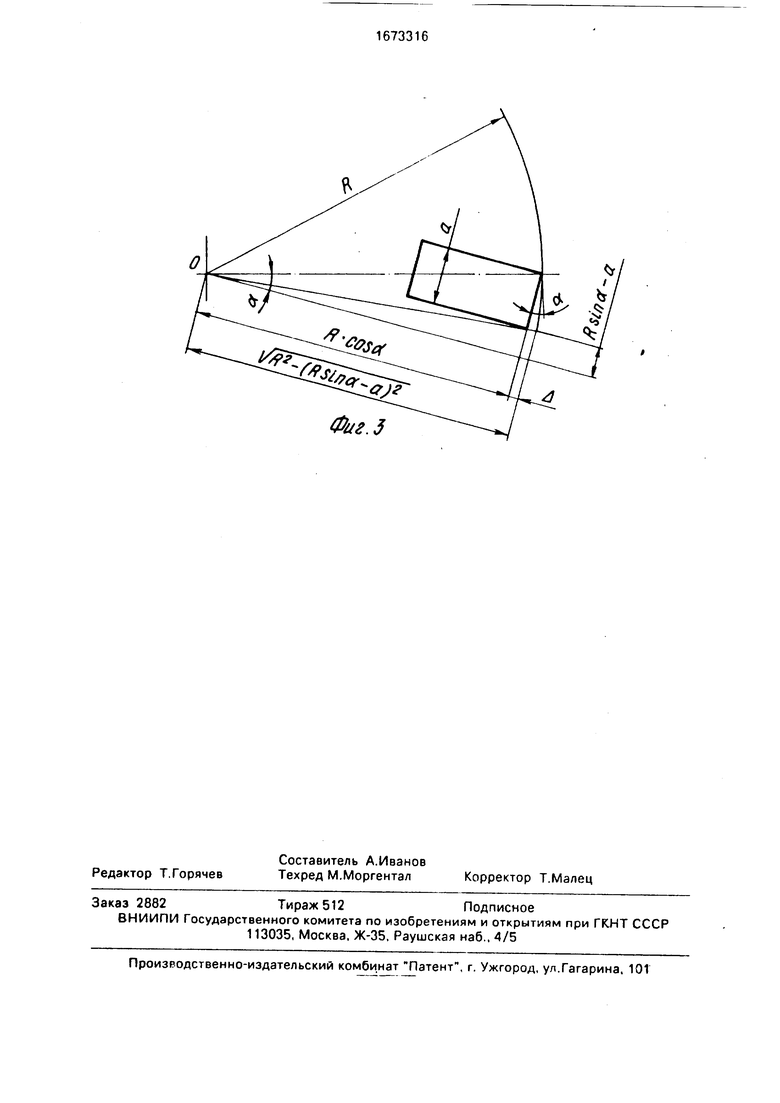
На фиг. 1 изображена торцовая фреза; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - схема расчета вылета предохранительной пластины.
Фреза состоит из корпуса 1, в пазах которого закреплены режущие 2 и опорные предохранительные 3 пластины при помощи винтов 4.
Пластина 3 выступает относительно пластины 2 на величину Л ,определяемую из следующего соотношения:
Л VR2 -(R sln« -а)2 - R cosa.
где R - расстояние от оси О вращения фрезы до режущей кромки пластины;
а- радиальный задний угол режущей пластины;
а - толщина режущей пластины.
В процессе обработки в связи с затуплением режущих кромок увеличиваются силы резания и соответственно увеличивается упругая деформация д обрабатываемой
нежесткой заготовки, что в определенный момент может привести к циклическому соударению задней поверхности режущей пластины с обрабатываемой поверхностью
и выкрашиванию кромок пластины, расположенных со стороны опорных поверхностей гнезда корпуса. Наличие выступающей предохранительной опорной пластины защищает режущую пластину от соударений.
При систематических ударах по предохранительной пластине необходима замена затупившихся режущих пластин.
Формула изобретения Фреза, содержащая корпус и закрепленные на нем сменные мнргогранные режущие пластины и опорные предохранительные пластины, отличающаяся тем, что, с целью увеличения ресурса фрезы в условиях нежесткой технологической системы путем предохранения режущих пластин при затуплении от соударений с обрабатываемой поверхностью, опорные предохранительные пластины выступают относительно задней поверхности режущей пластины в радиальном направлении на величину Д , выбранную из условия
Л VFT2 - (R slna - а)2 - R cosa,
где R - расстояние от оси вращения до режущей кромки пластины;
a - радиальный задний угол режущей пластины; а - толщина режущей пластины.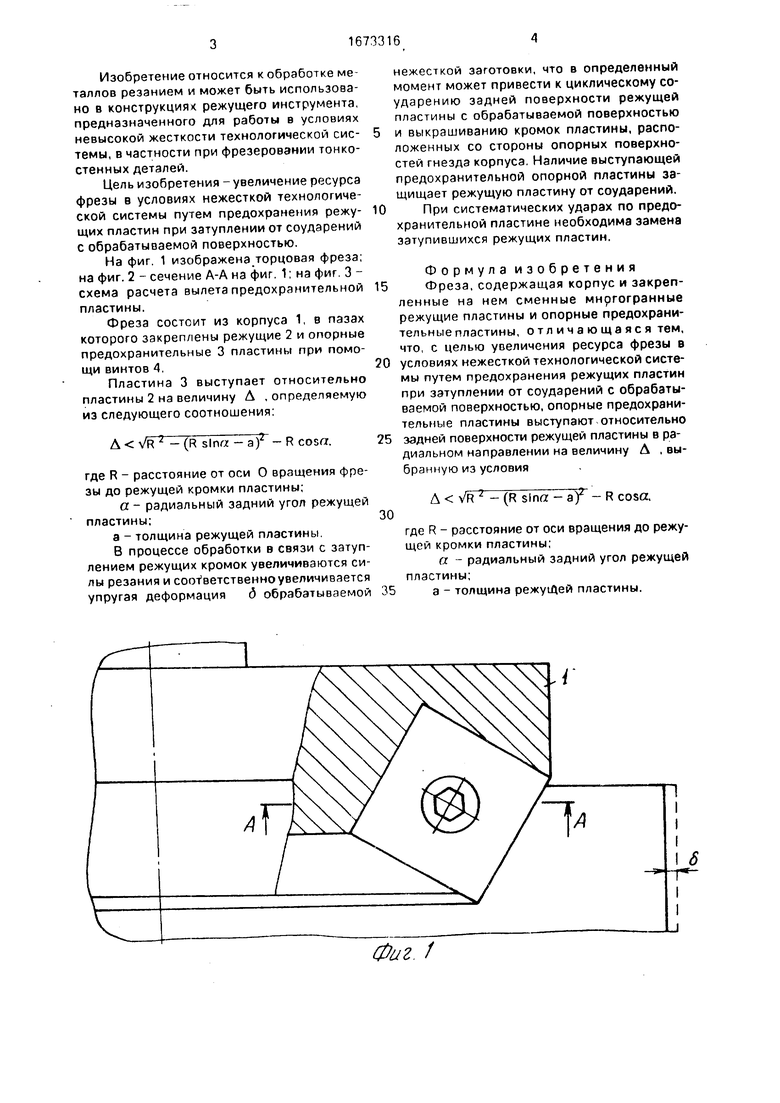
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| ФРЕЗЕРНО-РАСТОЧНЫЙ ИНСТРУМЕНТ | 1994 |
|
RU2108208C1 |
| Фреза концевая | 2022 |
|
RU2811509C1 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕЖЕСТКОЙ ДЕТАЛИ | 2014 |
|
RU2589957C2 |
| ВРЕЗНАЯ И ТОРЦЕВАЯ ФРЕЗА С УНИВЕРСАЛЬНЫМИ ГНЕЗДАМИ ДЛЯ РЕЖУЩИХ ПЛАСТИН | 1995 |
|
RU2124970C1 |
| РАСТОЧНАЯ ШПОНОЧНАЯ ФРЕЗА | 2001 |
|
RU2265501C2 |
| СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА | 1995 |
|
RU2136453C1 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ФРЕЗЫ И ФРЕЗА | 2016 |
|
RU2693973C2 |
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА | 2012 |
|
RU2579867C2 |
Изобретение относится к обработке металлов резанием и может быть использовано в конструкциях режущего инструмента, предназначенного для работы в условиях невысокой жесткости технологической системы, в частности при фрезеровании тонкостенных деталей. Цель изобретения - увеличение ресурса фрезы в условиях нежесткой технологической системы путем предохранения режущих пластин при затуплении от соударений с обрабатываемой поверхностью. Фреза состоит из корпуса 1, в пазах которого закреплены режущие 2 и опорные предохранительные 3 пластины при помощи винтов 4. Пластина 3 выступает относительно пластины 2 на величину Δ. Наличие выступающей пластины 3 защищает пластину 2 от соударений с обрабатываемой поверхностью при затуплении режущих кромок и увеличенной упругой деформации обрабатываемой нежесткой заготовки. При систематических ударах по пластине 3 необходима замена затупившихся пластин 2. 3 ил.
Фаг. /
О
Фиг.З
| Режущий инструмент | 1981 |
|
SU1002098A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
