Изобретение относится к неразрушающим методам контроля изделий и может быть использовано для контроля размеров и качества сварных соединений, выполненных точечной контактной электросваркой на изделиях из немагнитных металлов и сплавов.
Целью изобретения является повышение точности контроля и расширение области использования за счет возможности контроля качества и размеров сварных соединений также немагнитных металлов и сплавов.
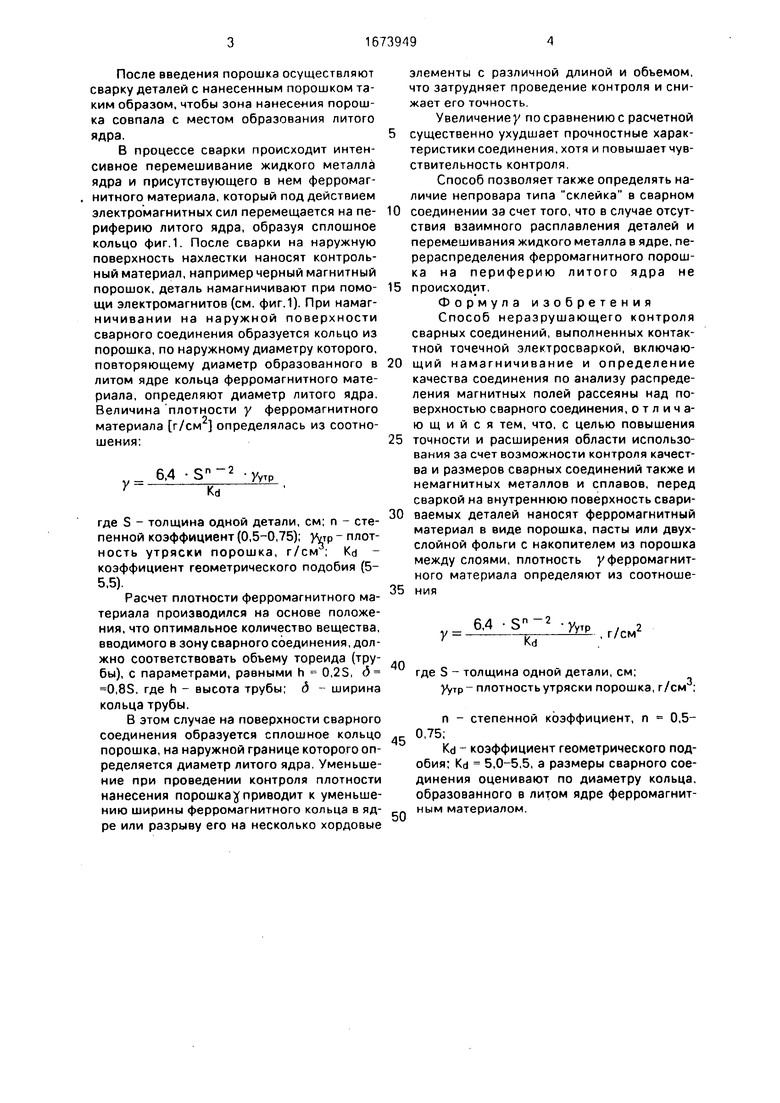
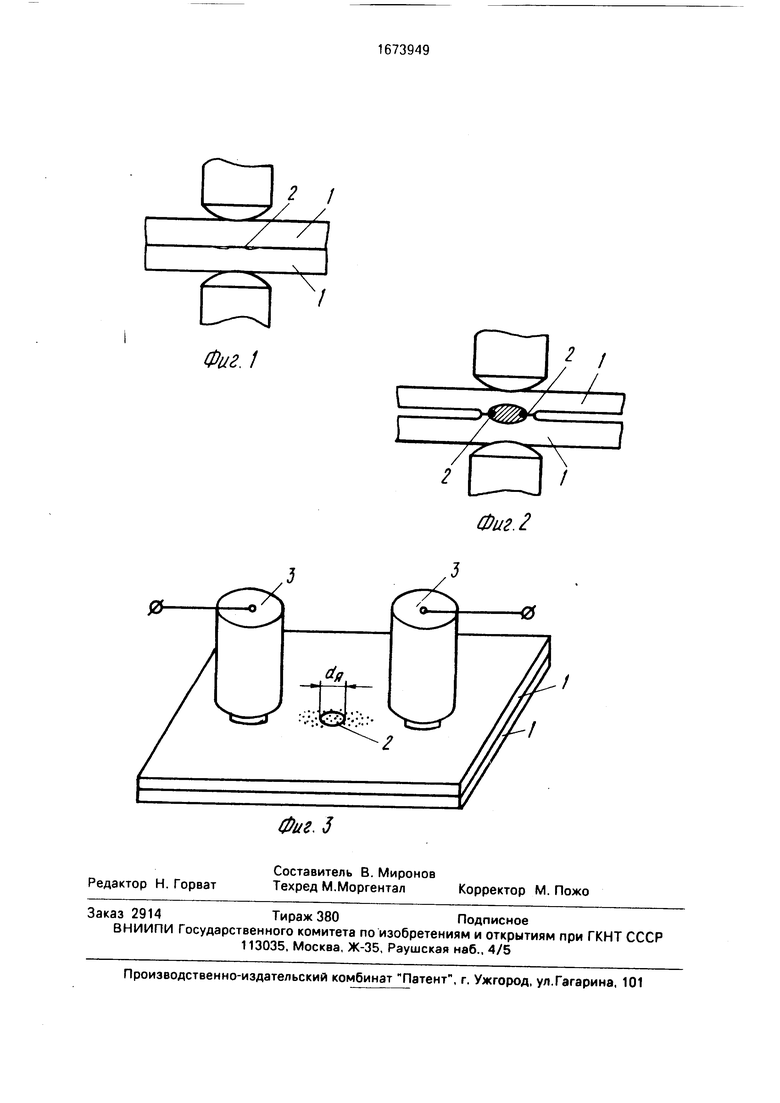
На фиг. 1 показана схема сварки; на фиг.2 - схема распределения ферромагнитного порошка в литом ядре; на фиг.З - схема операции магнитного контроля и вид распределения порошка на поверхности.
Способ осуществляют следующим образом.
После подготовки поверхностей деталей 1 под сварку на внутреннюю поверхность сварного соединения одной из деталей в предполагаемое место образования литого ядра наносят расчетную дозу по- рошка 2, например посредством плазменного напыления через трафарет с отверстием диаметром, составляющим (0,5- 0,7)dfl (где dfl - диаметр литого ядра для используемого материала определенной толщины).
Для введения ферромагнитного материала в зону сварки используют также двухслойную фольгу с наполнителем из порошка между слоями, что позволяет упростить технологический процесс и стабилизировать режим сварки.
О
со
ю
- ю
После введения порошка осуществляют сварку деталей с нанесенным порошком таким образом, чтобы зона нэнес&ния порошка совпала с местом образования литого ядра.
В процессе сварки происходит интенсивное перемешивание жидкого металла ядра и присутствующего в нем ферромагнитного материала, который под действием электромагнитных сил перемещается на периферию литого ядра, образуя сплошное кольцо фиг.1. После сварки на наружную поверхность нахлестки наносят контрольный материал, например черный магнитный порошок, деталь намагничивают при помощи электромагнитов (см. фиг.1). При намагничивании на наружной поверхности сварного соединения образуется кольцо из порошка, по наружному диаметру которого, повторяющему диаметр образованного в литом ядре кольца ферромагнитного материала, определяют диаметр литого ядра. Величина плотности у ферромагнитного материала г/см определялась из соотношения:
6,4 -S
п -2
Уутр
Kd
где S - толщина одной детали, см; п - степенной коэффициент (0,5-0,75); уутр - плот- ность утряски порошка, г/см ; Kd - коэффициент геометрического подобия (5- 5,5).
Расчет плотности ферромагнитного материала производился на основе положения, что оптимальное количество вещества, вводимого в зону сварного соединения, должно соответствовать объему тореида (трубы), с параметрами, равными h 0,2S, 5 0,8S, где h - высота трубы; д - ширина кольца трубы.
В этом случае на поверхности сварного соединения образуется сплошное кольцо порошка, на наружной границе которого определяется диаметр литого ядра, Уменьшение при проведении контроля плотности нанесения порошкаjf приводит к уменьшению ширины ферромагнитного кольца в ядре или разрыву его на несколько хордовые
элементы с различной длиной и обьемом, что затрудняет проведение контроля и снижает его точность.
Увеличение по сравнению с расчетной
существенно ухудшает прочностные характеристики соединения, хотя и повышает чувствительность контроля.
Способ позволяет также определять наличие непровара типа склейка в сварном
соединении за счет того, что в случае отсутствия взаимного расплавления деталей и перемешивания жидкого металла в ядре, перераспределения ферромагнитного порошка на периферию литого ядра не
происходит,
Формула изобретения Способ неразрушающего контроля сварных соединений, выполненных контактной точечной электросваркой, включающий намагничивание и определение качества соединения по анализу распределения магнитных полей рассеяны над поверхностью сварного соединения, отличающийся тем, что, с целью повышения
точности и расширения области использования за счет возможности контроля качества и размеров сварных соединений также и немагнитных металлов и сплавов, перед сваркой на внутреннюю поверхность свариваемых деталей наносят ферромагнитный материал в виде порошка, пасты или двухслойной фольги с накопителем из порошка между слоями, плотность у ферромагнитного материала определяют из соотношения
:п -2
6,4 -уутр . 2
, Г/СМ
Kd
где S - толщина одной детали, см;
Уутр- плотность утряски порошка, г/см :
п - степенной коэффициент, п 0,5- 0,75;
Kd - коэффициент геометрического подобия; Kd 5,0-5,5, а размеры сварного соединения оценивают по диаметру кольца, образованного в литом ядре ферромагнитным материалом.
LI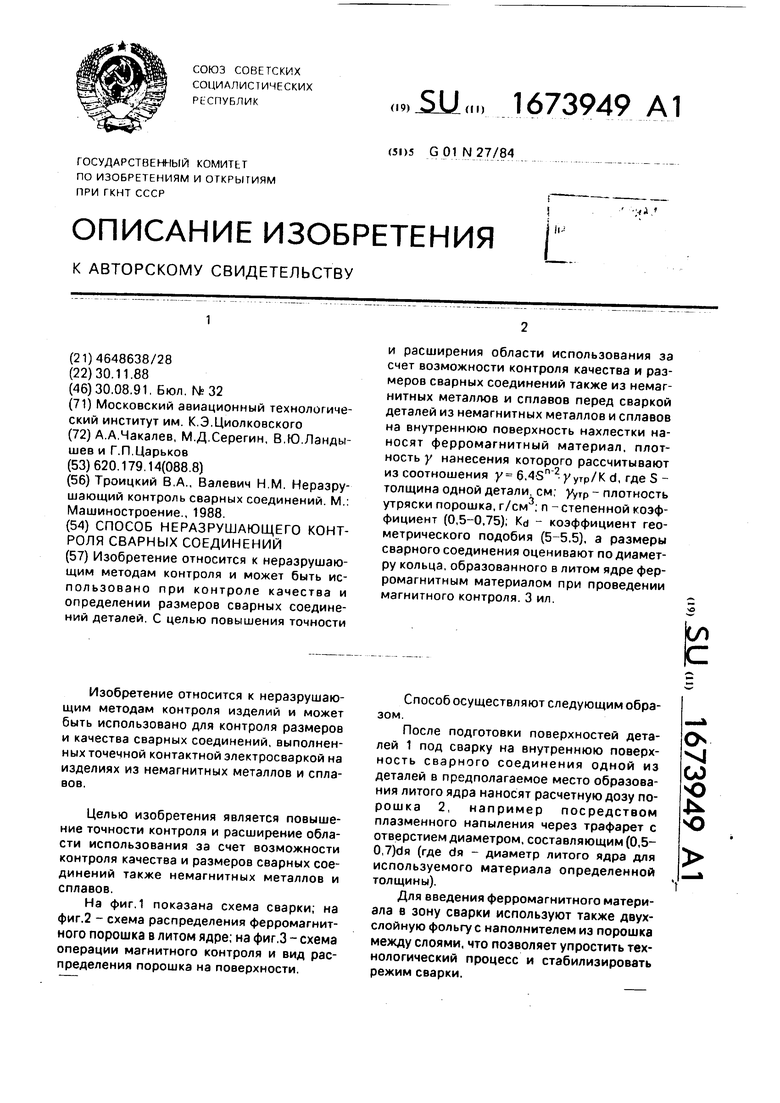
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ неразрушающего контроля сварных соединений | 1990 |
|
SU1810807A1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ СВАРНЫХ КОНСТРУКЦИЙ | 2007 |
|
RU2357845C1 |
| Способ контроля качества точечного соединения | 1981 |
|
SU1073039A1 |
| Способ контроля качества сварки | 1978 |
|
SU795818A1 |
| Способ изготовления контрольного образца для магнитной дефектоскопии сварных соединений | 1988 |
|
SU1527565A1 |
| МЕТАЛЛИЧЕСКИЙ ИНДИКАТОР ДЛЯ КОНТРОЛЯ КОНТАКТНОЙ СВАРКИ | 1966 |
|
SU183463A1 |
| ЗАГОТОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ВНАХЛЁСТКУ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ | 2002 |
|
RU2219026C1 |
| Способ неразрушающего контроля качества точечных электросварных соединений немагнитных металлов | 1974 |
|
SU735987A1 |
| СПОСОБ КОНТРОЛЯ КОНТАКТНО-ТОЧЕЧНЫХ СВАРНЫХ СОЕДИНЕНИЙ | 2001 |
|
RU2196668C1 |
| ПРОКЛАДКА ДЛЯ ТОЧЕЧНОЙ И РОЛИКОВОЙ СВАРКИ АЛЮМИНИЕВО-МАГНИЕВЫХ СПЛАВОВ | 1970 |
|
SU261602A1 |
Изобретение относится к неразрушающим методам контроля и может быть использовано при контроле качества и определении размеров сварных соединений деталей. С целью повышения точности и расширения области использования за счет возможности контроля качества и размеров сварных соединений также из немагнитных металлов и сплавов перед сваркой деталей из немагнитных металлов и сплавов на внутреннюю поверхность нахлестки наносят ферромагнитный материал, плотность γ нанесения которого рассчитывают из соотношения γ = 6,4.SN-2.γутр/KD, где S - толщина одной детали, см
γутр - плотность утряски порошка, г/см3
N - степенной коэффициент (0,5 - 0,75)
KD - коэффициент геометрического подобия (5 - 5,5), а размеры сварного соединения оценивают по диаметру кольца, образованного в литом ядре ферромагнитным материалом при проведении магнитного контроля. 3 ил.
Фиг. /
- ;
3
/
Фиг. 2
| Троицкий В.А., Валевич Н.М | |||
| Неразрушающий контроль сварных соединений | |||
| М.: Машиностроение., 1988. |
