Изобретение относится к средствам магнитной дефектоскопии и может быть использовано при контроле изделий из ферромагнитных материалов, выполненных точечной сваркой.
Цель изобретения - обеспечение контроля диаметра литого ядра при точечной сварке за счет изготовления образца с различными заданными размерами литых ядер.
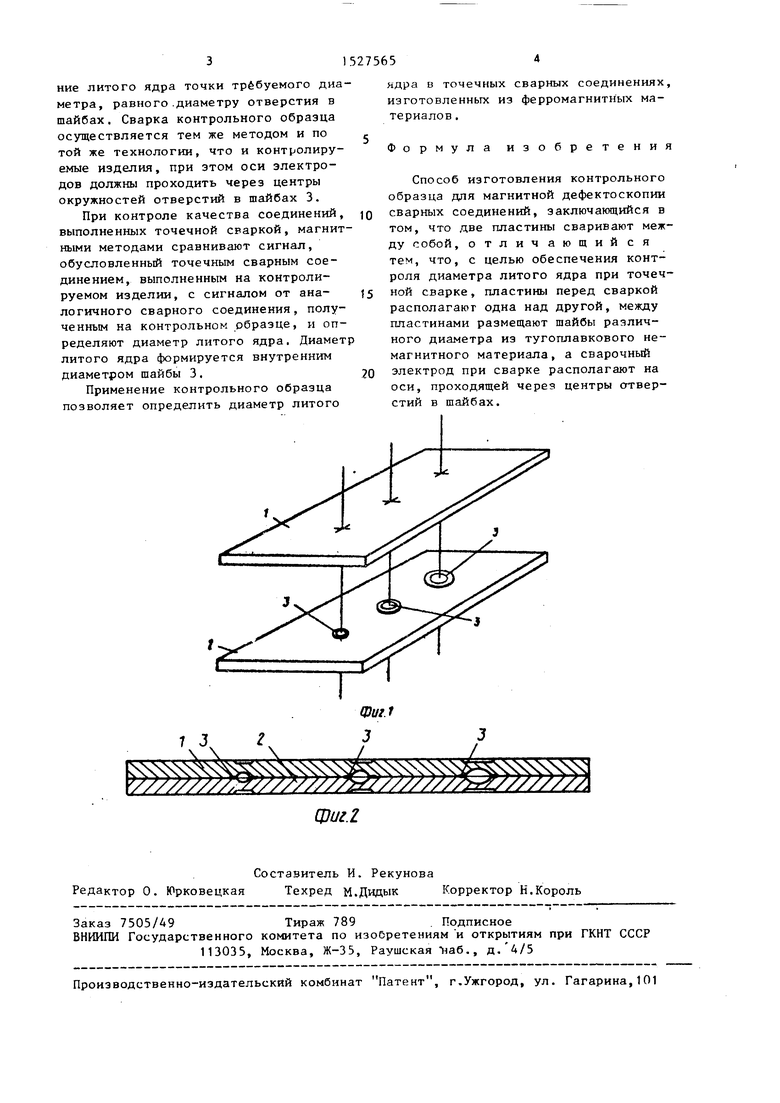
На фиг. 1 представлен контрольный образец до сварки, общий вид-,на фиг. 2 - то же, после сварки, разрез .
Образец включает пластины 1 и 2 и шайбы 3 различного диаметра из тугоплавкого немагнитного материала.
Способ изготовления контрольного образца заключается в следующем.
Перед сваркой между пластинами I и 2 укладываются шайбы 3 из тугоплавкого немагнитного материала. В шайбах 3 вьтолнены отверстия, которые определяют диаметр литого ядра. Диаметр отверстий должен соответствовать диаметру литых ядер, которые должны получаться при сварке реальных изделий. В качестве материала шайб 3 можно использовать вольфрам, титан, ниобий и т.п., т.е. любой материал, являющийся неферромагнитным и тугоплавким. Благодаря высокой температуре при сварке шайбы 3, не расплавляясь, обеспечивают образова- .
СП
ISD ел
О)
ел
ние литого ядра точки требуемого диаметра, равного .диаметру отверстия в шайбах. Сварка контрольного образца осуществляется тем же методом и по той же технологии, что и контролируемые изделия, при зтом оси электродов должны проходить через центры окружностей отверстий в шайбах 3.
При контроле качества соединений, выполненных точечной сваркой, магнитными методами сравнивают сигнал, обусловленный точечным сварным соединением, выполненным на контролируемом изделии, с сигналом от ана- логичного сварного соединения, полученным на контрольном образце, и определяют диаметр литого ядра. Диамет литого ядра формируется внутренним диаметром шайбы 3.
Применение контрольного образца позволяет определить диаметр литого
ядра в точечных сварных соединениях, изготовленных из ферромагнитных материалов .
Формула изобретения
Способ изготовления контрольного образца для магнитной дефектоскопии сварных соединений, заключающийся в том, что две пластины сваривают между собой, отличающий ся тем, что, с целью обеспечения контроля диаметра литого ядра при точечной сварке, пластины перед сваркой располагают одна над другой, между пластинами размещают шайбы различного диаметра из тугоплавкового немагнитного материала, а сварочный электрод при сварке располагают на оси, проходящей через центры сгтвер- стий в шайбах.
| название | год | авторы | номер документа |
|---|---|---|---|
| Контрольный образец для магнитной дефектоскопии | 1990 |
|
SU1778670A1 |
| Способ неразрушающего контроля сварных соединений | 1988 |
|
SU1673949A1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ СВАРНЫХ КОНСТРУКЦИЙ | 2007 |
|
RU2357845C1 |
| ЦИФРОВОЙ ВИХРЕТОКОВЫЙ ДЕФЕКТОСКОП | 2009 |
|
RU2411517C1 |
| Способ магнитного контроля сварных соединений | 1984 |
|
SU1254365A1 |
| Способ изготовления эталонных образцов для дефектоскопии | 1989 |
|
SU1705730A1 |
| СПОСОБ МАГНИТНОГО КОНТРОЛЯ ТОЧЕЧНЫХ СВАРНЫХ СОЕДИНЕНИЙ | 1992 |
|
RU2029295C1 |
| Способ неразрушающего контроля качества точечных электросварных соединений немагнитных металлов | 1974 |
|
SU735987A1 |
| Способ неразрушающего контроля качества точечных сварных соединений | 1985 |
|
SU1377699A1 |
| Устройство вихретокового контроля сварных соединений изделий из ферромагнитных материалов | 1990 |
|
SU1765764A1 |
Изобретение относится к средствам магнитной дефектоскопии и может быть использовано при контроле изделий из ферромагнитных материалов, выполненных точечной сваркой. Целью изобретения является обеспечение контроля диаметра литого ядра при точечной сварке. Между свариваемыми пластинами укладывают шайбы различного диаметра из немагнитного тугоплавкого материала. Сварка контрольного образца осуществляется тем же методом и по той же технологии, что и контролируемые изделия, при этом оси электродов должны проходить через центр внутреннего отверстия шайбы 2 ил.
Ж$ у////////л:2////////.
| Контроль качества сварки,/Под ред | |||
| В.Н.Волченко.-М,гМашиностроение, 1975, с.22-23 | |||
| Контрольный образец для магнитной дефектоскопии | 1978 |
|
SU741136A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
