Изобретение относится к конструкциям заготовок для диффузионной сварки внахлестку трубчатых переходников из разнородных материалов.
Трубчатая заготовка для диффузионной сварки формируется из двух разнородных втулок, собранных между собой внахлестку.
Втулки имеют припуск для механической обработки после диффузионной сварки заготовки.
Диффузионная сварка осуществляется в процессе сдавливания свариваемых поверхностей на длине нахлестки.
Сдавливание, как правило, осуществляется за счет небольшого увеличения диаметра внутренней втулки на длине нахлестки с помощью инструмента, например, с помощью конусного дорна (см. авт. св. СССР 202404, 1967 г.).
Прототипом настоящего изобретения является конструкция заготовки для диффузионной сварки внахлестку трубчатых переходников, описанная в авт. св. СССР 202404 за 1967 год.
Недостатком известной конструкции заготовки является то, что такая заготовка для диффузионной сварки переходника не позволяет объективно оценить после сварки качество диффузионного сварного соединения в готовом переходнике.
Качество диффузионной сварки в сваренных заготовках в настоящее время оценивают неразрушающими методами контроля, чаще всего ультразвуком, как наиболее информативным из всех известных методов неразрушающего контроля.
Однако ультразвуковой контроль хорошо выявляет в основном различные несплошности и пустоты, но никак не определяет качество диффузионного сцепления и тем более его прочность. Для ответственных изделий качество готовых переходников оценивают с помощью выборочного контроля, когда из партии заготовок, сваренных подряд на одном режиме, берется одна или две заготовки, которые разрезают на образцы для механических испытаний и металлографических исследований зоны диффузионной сварки.
По полученным результатам определяют годность оставшихся от партии заготовок или готовых переходников.
Такой контроль не дает 100% гарантии на то, что все оставшиеся от партии заготовки имеют такое же качество, как заготовки, подвергнутые разрушаемому контролю.
Задача, на решение которой направлено заявляемое изобретение состоит в том, чтобы создать такую конструкцию заготовки для диффузионной сварки внахлестку трубчатых переходников, которая бы обеспечивала возможность проводить разрушающий контроль сварного соединения каждого переходника без нарушения целостности переходника.
Технический результат, получаемый при осуществлении заявленного изобретения, состоит в том, что заявленная конструкция заготовки переходника обеспечивает диффузионную сварку заодно с переходником дополнительного участка нахлесточного соединения в виде контрольного кольца, из которого можно изготовить образцы для разрушающего контроля диффузионного сварного соединения, не нарушая при этом целостности сваренной заготовки переходника.
Указанный технический результат достигается тем, что в конструкции заготовки для диффузионной сварки внахлестку трубчатых переходников, включающей наружную втулку с внутренней проточкой для нахлестки и внутреннюю втулку, вставленную в наружную на длину проточки;
- длина внутренней втулки выполнена минимум на 20 мм больше по сравнению с длиной втулки, достаточной для изготовления переходника, а длина проточки для нахлестки наружной втулки увеличена, по крайней мере, до длины увеличенной внутренней втулки;
- кроме того, длина проточки для нахлестки в наружной втулке превышает длину внутренней втулки более, чем на 3 мм;
- кроме того, заготовка имеет один наружный диаметр;
- кроме того, внутренний диаметр наружной втулки меньше внутреннего диаметра внутренней втулки.
Увеличение длины внутренней втулки минимум на 20 мм по сравнению с длиной внутренней втулки, которая достаточна для изготовления переходника, и одновременное увеличение длины нахлесточной части наружной втулки до увеличенной длины внутренней втулки обеспечивает помимо сварки заготовки, необходимой для изготовления переходника, диффузионную сварку образца-свидетеля в виде биметаллического кольца, шириной не менее 20 мм, диффузионно-сваренного заодно целое с заготовкой переходника.
Размер ширины кольца определяется тем, что в этот размер входит размер образцов для механических испытаний диффузионного сварного соединения на отрыв и ширина отрезного резца, с помощью которого отрезают контрольное кольцо от сваренной заготовки переходника.
Превышение длины проточки для нахлестки в наружной втулке над длиной внутренней втулки более чем на 3 мм необходимо для обеспечения в диффузионном сварном соединении контрольного кольца по всей его ширине равномерной величины сварочного сжатия. При создании сварочного сдавливания с помощью, например, запрессовки во внутреннюю втулку конусного дорна концевая часть наружной втулки увеличивается в диаметре, т.к. со стороны торца нет такой же жесткости, какая имеется с другой стороны нахлестки. В этом случае проявляется известный краевой эффект, поэтому, чтобы его снизить длину наружной втулки удлиняют, чтобы иметь на конце своеобразный бандаж, который обеспечивает равные условия сдавливания по всей длине контрольного кольца.
Конструкция заявленной заготовки в отличии от прототипа имеет один наружный диаметр в виде толстостенной втулки, что обеспечивает заготовке равномерный нагрев по всей ее длине.
Дело в том, что при высокочастотном нагреве в первую очередь нагреваются те части заготовки, например, при ее ступенчатости, как в прототипе, которые ближе к высокочастотному нагревателю.
Заготовка с одним наружным диаметром по всей ее длине нагревается высокочастотным полем практически равномерно, что создает благоприятные условия для точного поддержания заданной температуры диффузионной сварки и получения качественного диффузионного сварного соединения по всей длине нахлестки.
Выполнение внутреннего диаметра наружной втулки меньше внутреннего диаметра внутренней втулки образует небольшой уступ около 1 мм, который предназначен для упора конусной втулки, которая используется в комплекте с конусным дорном. Если конусный дорн изготавливается из жаропрочного металла и используется много раз, то конусная втулка изготавливается чаще всего из оттоженного чугуна и используется только один раз, т.к. теряет свою форму и частично диффузионно приваривается к внутренней поверхности внутренней втулки.
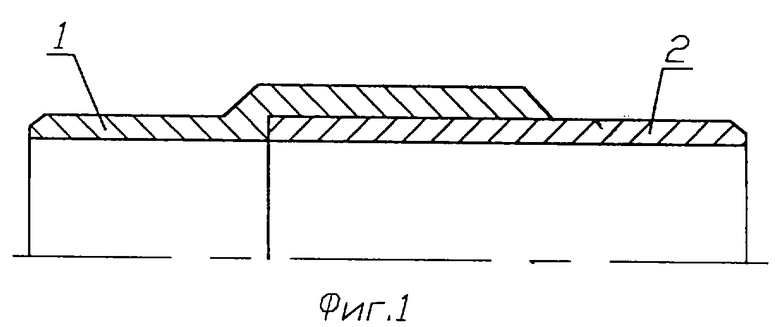
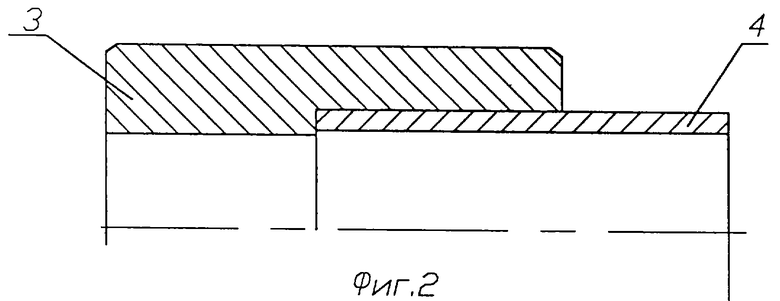
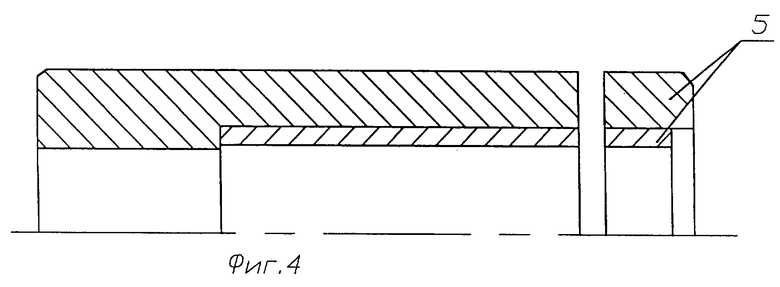
Конструкция заготовки для диффузионной сварки внахлестку трубчатых переходников поясняется чертежами, где на фиг.1 показан полностью готовый переходник, выточенный из диффузионно-сваренной заготовки; на фиг.2 показана известная конструкция заготовки переходника, предназначенная для диффузионной сварки переходника, показанного на фиг.1; на фиг.3 показана заявляемая конструкция заготовки переходника, предназначенная для диффузионной сварки переходника, показанного на фиг.1, а на фиг.4 показана эта же заготовка после диффузионной сварки, от которой отрезано контрольное кольцо для вырезки из него образцов для механических испытаний и темплетов для металлографических исследований диффузионного сварного соединения с целью последующей оценки пригодности будущего переходника для сварки трубопровода из разнородных материалов, предназначенного для работы в особо ответственных условиях, например, в активной зоне ядерного реактора.
Готовый переходник, показанный на фиг.1, состоит из наружной втулки 1 и внутренней втулки 2. Для осуществления диффузионной сварки такого переходника предварительно изготавливают заготовку, показанную на фиг.2 (прототип), у которой наружная втулка-заготовка 3 выполнена утолщенной по сравнению с готовым переходником, чтобы можно было создавать необходимое сварочное сдавливание при температуре диффузионной сварки путем раздачи внутренней втулки-заготовки 4 с помощью, например, конусного жаропрочного дорна в комплекте с относительно мягкой конусной втулкой.
Заявляемая конструкция заготовки для диффузионной сварки внахлестку трубчатых переходников показана на фиг.3. В этой заготовке внутренняя втулка-заготовка 4' выполнена минимум на 20 мм длиннее аналогичной втулки 4, показанной на фиг.2, а наружная втулка-заготовка 3', в свою очередь, выполнена длиннее внутренней втулки заготовки 4' на несколько миллиметров, чтобы повысить радиальное сопротивление торца наружной втулки заготовки 3' при раздаче втулки заготовки 4' с помощью конусного дорна в процессе диффузионной сварки.
От диффузионно-сваренной удлиненной заготовки, показанной на фиг.3, отрезают контрольное кольцо 5, показанное на фиг.4, при этом оставшаяся часть сваренной заготовки по своей длине полностью соответствует общей длине известной заготовки, показанной на фиг.2. Из этой части удлиненной заготовки вытачивается готовый переходник, показанный на фиг.1.
Контрольное кольцо 5, сваренное заодно с заготовкой переходника, используют для оценки качества диффузионного сварного соединения переходника с помощью комплекса методов разрушающего контроля, который объективно гарантирует 100% соответствие каждого готового переходника всем нормативным требованиям, предъявляемым к особо ответственным переходникам.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ВНАХЛЕСТКУ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ | 2001 |
|
RU2184020C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕРЕХОДНИКОВ МАЛОГО ДИАМЕТРА МЕТОДОМ ДИФФУЗИОННОЙ СВАРКИ | 2002 |
|
RU2219024C1 |
| ОДНОПОСТОВАЯ УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ В ВАКУУМЕ КОРОТКИХ ТРУБ ВНАХЛЕСТКУ | 2001 |
|
RU2183541C1 |
| ТРУБЧАТЫЙ ПЕРЕХОДНИК ТИТАН-СТАЛЬ | 2002 |
|
RU2207236C1 |
| МАЛОГАБАРИТНЫЙ ПЕРЕХОДНИК ДЛЯ СВАРКИ РАЗНОРОДНЫХ ТРУБОК МАЛОГО ДИАМЕТРА | 2002 |
|
RU2219025C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ТРУБ ВНАХЛЕСТКУ | 1999 |
|
RU2164198C1 |
| ПЕРЕХОДНИК ДЛЯ СВАРКИ ТРУБ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ С ТРУБАМИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2002 |
|
RU2197366C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАЛОГАБАРИТНЫХ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2001 |
|
RU2192340C1 |
| ПЕРЕХОДНИК ДЛЯ СВАРКИ ТРУБ ИЗ НЕРЖАВЕЮЩИХ СТАЛЕЙ С ТРУБАМИ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2295430C1 |
| ПОЛУАВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ТРУБЧАТЫХ ЗАГОТОВОК | 2001 |
|
RU2188107C1 |
Изобретение относится к конструкции заготовки для диффузионной сварки внахлестку трубчатых переходников из разнородных материалов. Трубчатая заготовка сформирована из двух разнородных втулок. Втулки предварительно выполнены удлиненными. Это позволяет одновременно с диффузионной сваркой заготовки переходника произвести сварку отрезаемого контрольного кольца-свидетеля. Используя разрушающий метод контроля кольца-свидетеля, добиваются объективной оценки качества диффузионного сварного соединения трубчатого переходника. 3 з.п. ф-лы, 4 ил.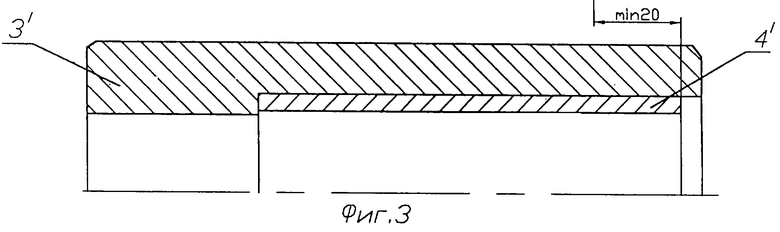
| СПОСОБ СОЕДИНЕНИЯ ТРУБ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ | 0 |
|
SU202404A1 |
| ПЕРЕХОДНИК ДЛЯ СВАРКИ ТРУБ ИЗ НЕРЖАВЕЮЩИХ СТАЛЕЙ С ТРУБАМИ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 1995 |
|
RU2085350C1 |
| RU 95109815 A1, 10.04.1997 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТОГО ПЕРЕХОДНИКА ИЗ ЦИРКОНИЕВОГО СПЛАВА И СТАЛИ | 1995 |
|
RU2085349C1 |
| Способ диффузионной сварки стержневых деталей | 1986 |
|
SU1417331A1 |

