CAD
о 00 со изобретение относится к контактной точечной сварке и может быть использовано для контроля качества сварочного сое динения. Известен способ контроля контактной точечной сварки, при котором контролируемый параметр преобразуют в электрический сигнал, по величине которого оценивают качество сварочного соединения, например дилатометрический контроль, основанный на измерении перемещения электродов, вызванного тепловым расширением металла свариваемых деталей при его нагреве и расплавлении 1. Известный способ требует обязательного наличия жесткого кольца металла, окружающего сварное соединение, необходимой жесткости вторичного контура машины и минимального трения подвижных частей привода усилия сжатия. Это снижает качество контактной сварки и ограничивает область применения дилатометрического контроля. Известен также способ контроля качества точечного соединения, выполненного контактной сваркой, при котором о диаметре литого ядра сварной точки судят по величине перемещения электродов в направлении, перпендикулярном оси действия сварочного усилия 2. Однако данный способ контроля позволяет достаточно точно определить размер литого ядра лишь на небольшом количестве сварных точек, выполняемых одними и теми же электродами. Это обусловлено тем, что в процессе контактной сварки от точки к точке электроды изнашиваются и после некоторого числа сварок величина перемещения электродов уже не соответствует действительным размерам литого ядра. Кроме того, перемещение электродов существенно зависит от материала электродов и свариваемых деталей. Цель изобретения - повышение достоверности контроля. Указанная цель достигается за счет того, что согласно способу контроля качества точе чного соединения, выполненного контактной сваркой, при,котором диаметр литого ядра сварной точки определяют по величине перемещения электродов в направлении, перпендикулярном оси действия сварочного усилия, дополнительно измеряют величину износа рабочей части электродов, а диаметр литого ядра определяют по формуле гг(4к -рле; где сХя -диаметр литого ядра сварной точки, мм; V - безразмерный коэффициент учитывающий влияние материала электродов на величину перемещения и износа рабочих частей электродов; -безразмерный коэффициент, учитывающий влияние материала свариваемых элементов на величину износа рабочих частей электродов;А К - величина перемещения электродов в направлении, перпендикулярном сварочному усилию, мм Д Е- -величина износа рабочих частей электродов, мм. Способ осуществляется следующим образом. Во вторичный контур сварочной машины помещают два датчика, напри.мер оптические датчики, первый из которых преобразует перемещение электродов в направлении, перпендикулярном сварочному давлению в первый электрический сигнал, а второй датчик преобразует физическую величину износа рабочей части электродов {укорочение в осевом направлении) во второй электрический сигнал. Первый и второй электрические сигналы обрабатывают, например, с помощью сумматора, измеряют обработанный сигнал электронным устройством, например электронно-лучевым осциллографом, и по уровню одного из параметров -электрического сигнала, например амплитуде, определяют размеры совместного расплавления свариваемых деталей, например диаметр литого ядра. Экспериментами, проведенными при сварке различных материалов,установлено, что размеры совместного расплавления свариваемых деталей однозначно соответствуют уровню обработанных сумматоров электрических сигналов от датчика перемещения электродов и датчика рабочей части электродов. Значения коэффициентов ЗГ..и Д..определяются опытным путем. Выполняют сварку партии образцов на одном режиме, при которой фиксируют перемещение электрода и укорочения его рабочей части, размеры литого ядра устанавливают по макрошлифам. В формулу dя ((и ,) подставляют значение dfl и А к по образцу, в котором , и затем определяют величину у.... Значение коэффициента Э ..определяют по образцу, в котором выявлен непровар - отсутствие литого ядра. Подставляют в формулу измеренные величины Л К,л.. V, и определяют значение.... Пример. Выполняют контактную точечную сварку алюми-ниевых листов толщиной 1,2 мм из сплава АВТ (ГОСТ 21631-76) Сварку производят на сварочной машине переменного тока типа МР-4017. Применяют электроды из сплава Бр Kd 1(МК), рабочая часть электродов имеет форму цилиндрического выступа диаметром 7,6 мм и высотой 1,6 мм. В процессе сварки измеряют перемещение электродов в направлении, перпендикулярном сварочному усилию и
укорочение рабочей части электродов. Затем производят вычисления по формуле
d, у(ЛК-рАГ),
в результате которых определяют диаметр литого ядра сварных соединений. После сварки образцы подвергают макроанализу, в результате которого определяют действительные размеры литого ядра.
Для получения сравнительных результатов с известным способом вычисляют диаметр ядра по величине перемеш.ения электродов в направлении, перпендикулярном оси действия сварочного усилия.
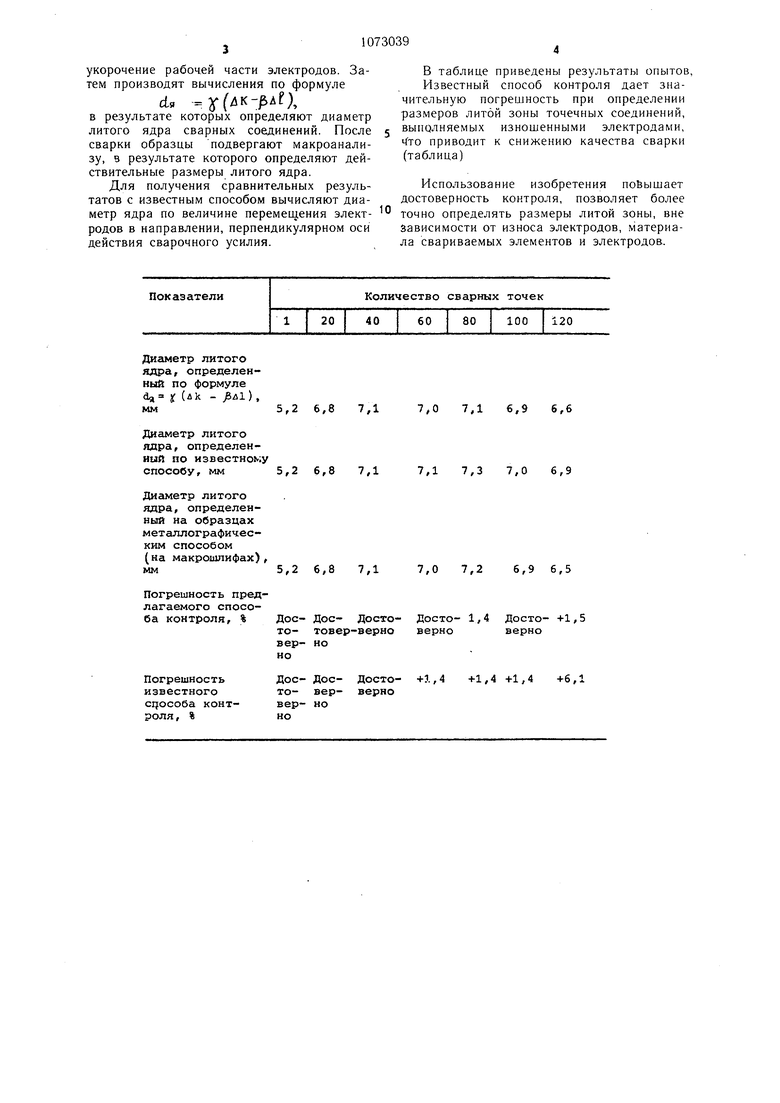
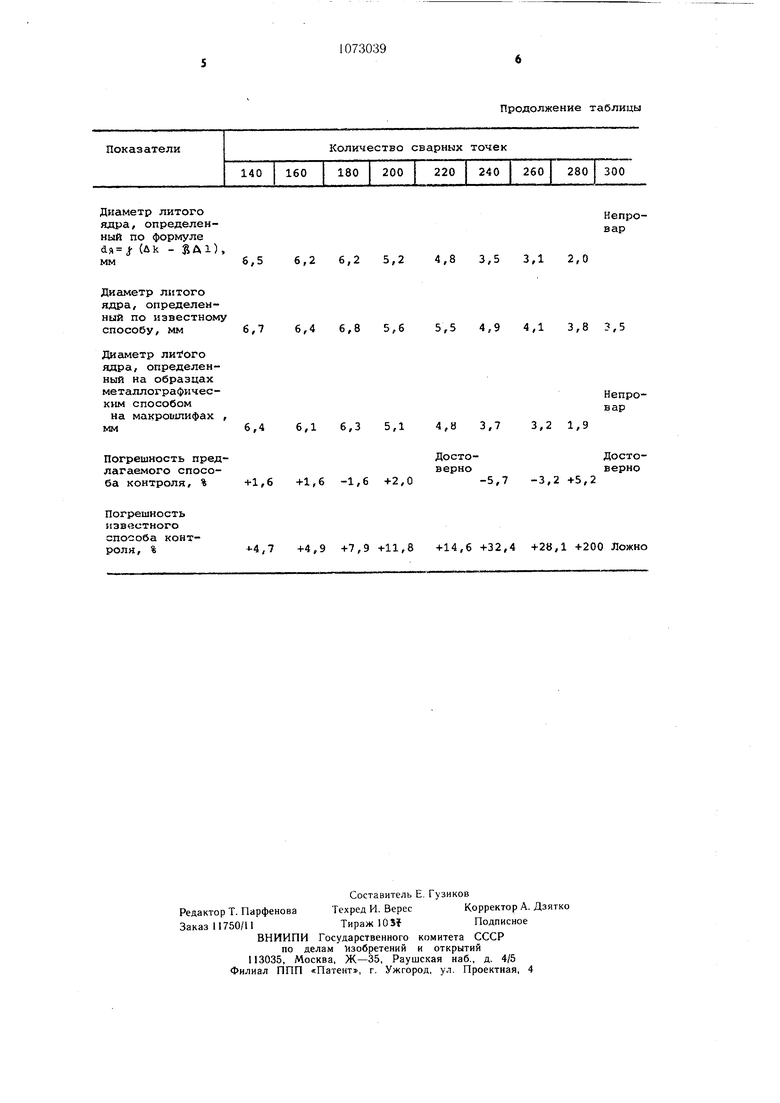
В таблице приведены результаты опытов Известный способ контроля дает значительную погрешность при определении размеров литой зоны точечных соединений, выполняемых изношенными электродами, что приводит к снижению качества сварки (таблица)
Использование изобретения поЬышает достоверность контроля, позволяет более точно определять размеры литой зоны, вне зависимости от износа электродов, материала свариваемых элементов и электродов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки деталей из алюминиевых сплавов к контактной точечной и шовной сварке | 1982 |
|
SU1138277A1 |
| Способ контроля качества контактной точечной и шовной сварки | 1977 |
|
SU742072A1 |
| Способ регулирования контактной точечной сварки | 1975 |
|
SU647083A1 |
| Устройство для контроля качества точечной контактной сварки | 1976 |
|
SU707726A2 |
| Способ контроля износа рабочих поверхностей электродов при контактной точечной сварке | 1990 |
|
SU1773638A1 |
| СПОСОБ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНЫХ РЕАКТОРОВ | 2003 |
|
RU2262755C2 |
| Устройство для контроля качестваТОчЕчНОй и шОВНОй СВАРКи | 1977 |
|
SU814620A1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1994 |
|
RU2086375C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2246768C2 |
| Способ управления процессом точечной и шовной сварки | 1980 |
|
SU941092A1 |
СПОСОБ КОНТРОЛЯ КАЧЕСТВА ТОЧЕЧНОГО СОЕДИНЕНИЯ, выполненного контактной сваркой, при котором диаметр литого ядра сварной точки определяют по величине перемещения электродов в направлении, перпендикулярном оси действия сварочного усилия, отличающийся тем, что, с целью повышения достоверности контроля, дополнительно измеряют величину износа рабочей части электродов, а диаметр литого ядра определяют по формусГя ( где da -диаметр литого ядра сварной точки, мм; Y - безразмерный коэффициент, учитывающий влияние материала электродов на величину перемещения и износа рабочих частей электродов; - безразмерный коэффициент, учитывающий влияние материала свариваемы.х элементов на величину износа рабочих частей электродов; S дК - величина перемещения электродов в направлении, перпенди(Л кулярном сварочному усилию, мм, Д С -величина износа рабочих частей электродов, мм.
5,2 6,8 7,17,0 7,1 6,9 6,6
5,2 6,8 7,17,1 7,3 7,0 6,9 5,2 6,8 7,1 7,0 7,2 6,9 6,5 ДОС- ДОС- Досто- Досто- 1,4 Досто- +1,5
то- товар-верно верно верно
вер- но
но
ДОС- Дос- Досто- +1,4 +1,4+1,4 +6,1
то- вер- верно
вер- но
но Диаметр литого ядра, оп редела нный по формуле (uk - SAl), мм Дис1метр литого ядра, определенный по известному способу, мм Диаметр литого ядра, определенный на образцах металлографическим способом на макроиглифах , мм Погрешность предлагаемого спосо IdX clt2JV fJ. U ( ба контроля, % Погрешность известного способа конт4-4,7 +4,9 +7,9 +11,8 роля , %
Продолжение таблицы
Ложно Непровар4,8 3,5 3,1 2,0 5,5 4,9 4,1 3,8 3,1 Непровар4,а 3,7 3,2 1,9 ДостоДостоверноверно JoctCH- -5,7 -3,2+5,2 +14,6 +32,4 +28,1 +200
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Орлов Б | |||
| Д | |||
| и др | |||
| Контроль точечной и роликовой электросварки | |||
| /V., «/VVaшиностроение, 1973, с | |||
| Ротационный фильтр-пресс для отжатия торфяной массы, подвергшейся коагулированию, и т.п. работ | 1924 |
|
SU204A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР № 228164, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
