Известны способы бочкообразного шевинговани-я зубчатых колес с сообщением бочкообразующего движения качания узлу шевера. Эти способы предусматривают симметричное качание шевинговальной головки при движении шевера в обе стороны от середины венца изделия. В первом случае это достигается за счет качания направляющих щевинговальной головки в процессе продольной подачи инструментального суппорта вдоль оси изделия, а во втором - за счет сложения движенг/я качания щевинговальной головки вокруг оси и движения покачивания самой оси относительно эксцентричных ей подщипииков. Сложность этих схем вызывает снижение жесткости станков, а следовательно, снижение точности обработки иа этих станках.
Предлагаемым способом достигают больщей точности щевингования .зубчатых колес за счет применения более простого способа бочкообразного щевингования. Для этого узлу щевера при перемещении его от середины венца щевингуемого колеса к обоим его торцам сообщают поворот в одну и ту же сторону относительно оси качания.
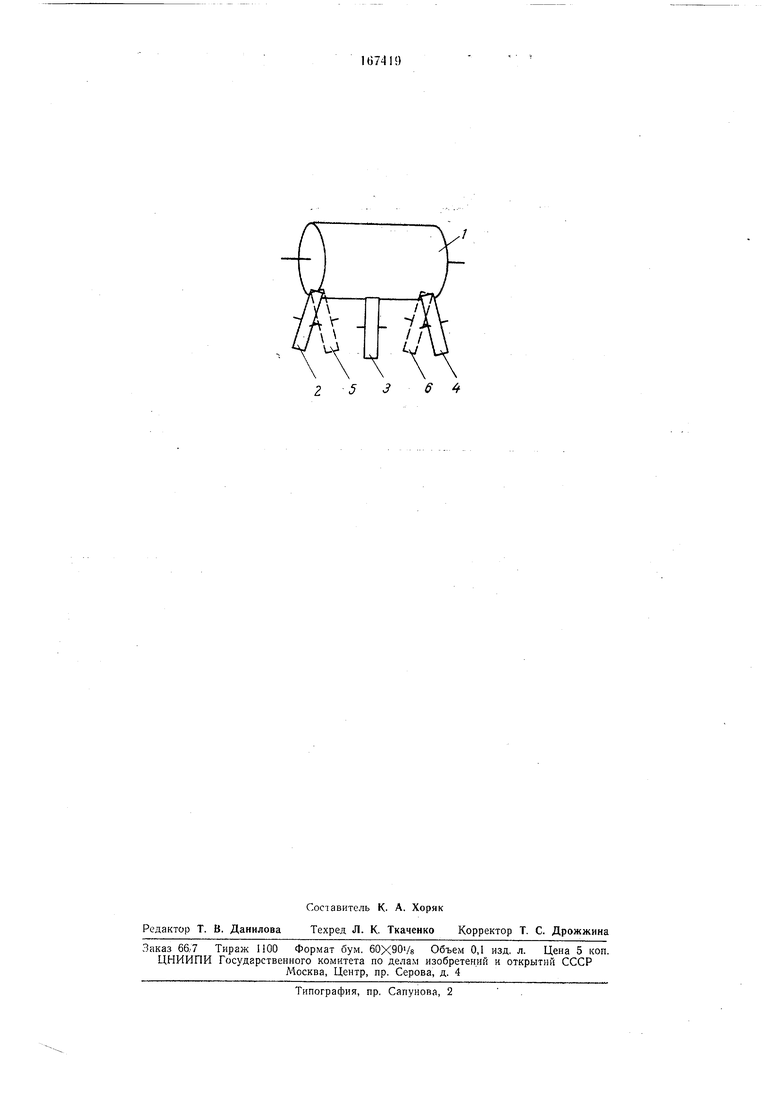
На чертеже показано щевингуемое колесо, щевингование бочкообразных зубьев которого производится предлагаемым способом.
При движении щевера при симметричном качании он последовательно занимает положение 2, 3 и 4. Однако такая бочкообразность может быть получена при симметричном качании с обратным перекосом щевера, который в этом случае занимает крайние положения 5 и 6. Отсюда видно, что возможно комбинирование обоих вариантов по несимметричной схеме, т. е. при последовательном положении шевера в позициях 5-3-4 или 2-3-6.
Такой способ позволяет упростить механизм бочкообразующего движения до качания щевера относительно неподвижной оси и дает возможность свести бочкообразующее движение к качанию инструментальной головки вокруг оси, неподвижпой относительно суппорта или корпусной детали станка, что позволяет повысить жесткость станка и тем самым повысить точность обработки.
Предмет изобретения
Способ бочкообразного щевингования зубьев цилиндрических колес с сообщением вращения щевингуемому колесу и качания узлу щевера, отличающийся тем, что, с целью повыщения точности щевингования, узлу щевера при перемещении его от середины венца щевингуемого колеса к обоим его торцам сообщают поворот в одну и ту же сторону относительно осикачания.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БОЧКООБРАЗНОГО ШЕВИНГОВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1973 |
|
SU400429A1 |
| Способ доводки режущих кромок дискового шевера | 1960 |
|
SU142858A1 |
| Станок для чистовой обработки профилей зубьев цилиндрических зубчатых колес | 1981 |
|
SU1223831A3 |
| Устройство к зубошевинговальному станку | 1985 |
|
SU1331619A1 |
| Способ бочкообразного шевингования цилиндрических зубчатых колес | 1985 |
|
SU1364444A1 |
| Способ шевингования конических колес с криволинейной формой зубьев по их длине | 1950 |
|
SU93657A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| УСТРОЙСТВО ДЛЯ ШЕВИНГОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1999 |
|
RU2176178C2 |
| Станок для обработки зубчатых колес | 1990 |
|
SU1759573A1 |
| Станок для чистовой обработки профилей зубьев цилиндрических зубчатых колес | 1982 |
|
SU1233792A3 |