Изобретение относится к швейной промышленности, в частности к способам рулонной обработки деталей швейной промышленности.
Целью изобретения является повышение точности обработки и расширение технологических возможностей,
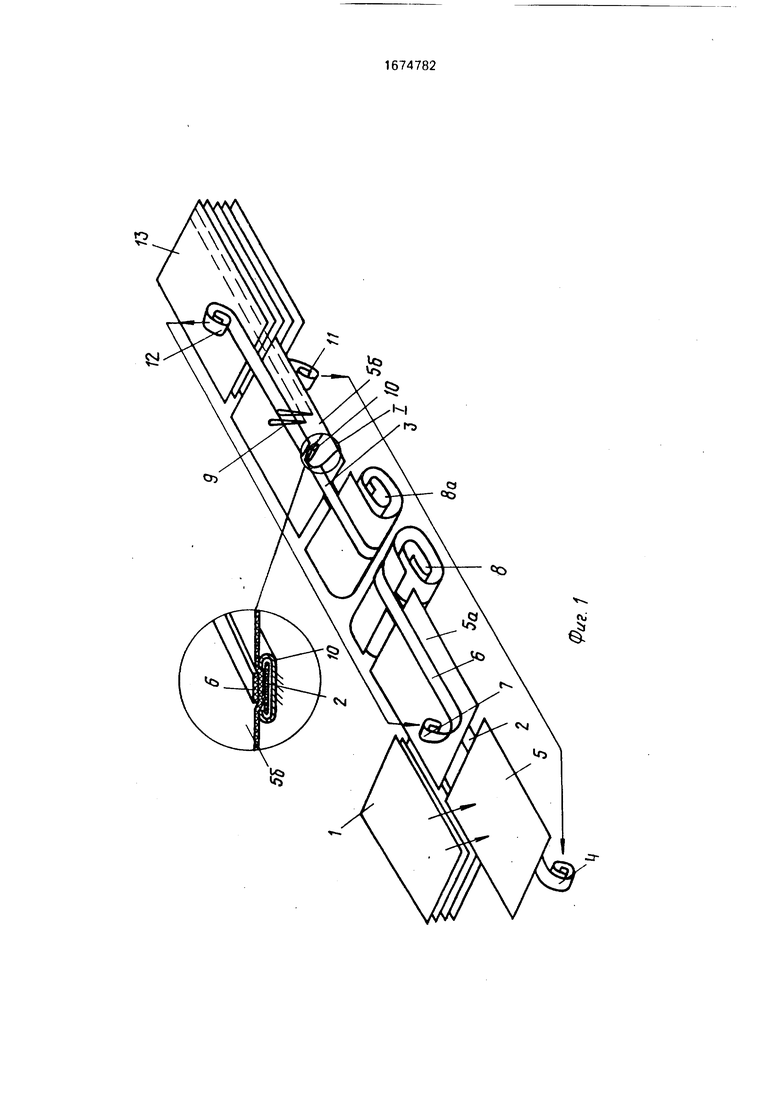
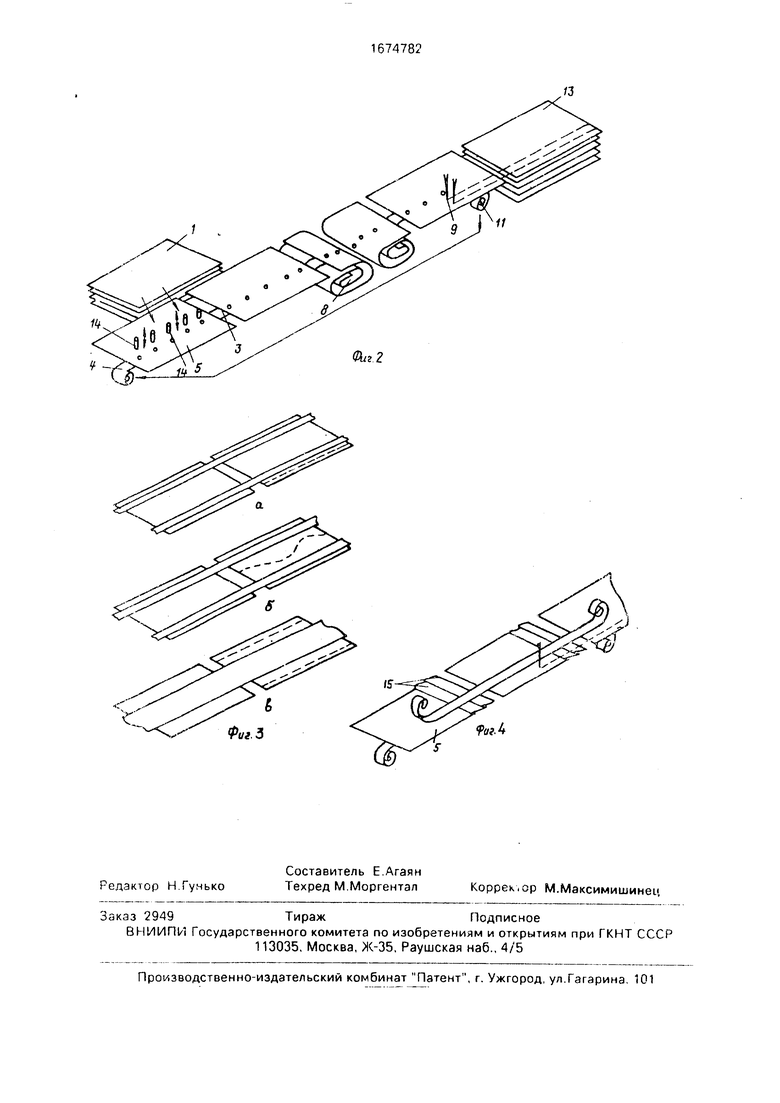
На фиг.1 изображена подача деталей, закрепленных на ленте из двух слоев, магнитного полимерного материала; на фиг.2 - подача деталей, заключенных на клейкой ленте; на фиг.З - варианты схем расположения лент относительно контура обработки; на-фиг.4 - закладывание поперечных складок при закреплении деталей на ленте из двух слоев магнитного полимерного материала.
Детали, подлежащие обработке или сборке, отделяют от пачки 1 и укладывают
на нижний слой 2 магнитной ленты 3, подаваемой из рулона 4 (фиг 1). Деталь 5 перемещается в позицию 5а, где на нее сверху накладывают верхний слой 6 магнитной ленты 3, подаваемой из рулона 7. Закрепленные между двумя слоями магнитной ленты 3 детали 5 сматывают в рулон 8. Затем рулон 8 перемещают на позицию 8а к технологическому оборудованию, например щвейному полуавтомату, Разматывая рулон 8а, подают детали 5 в зону обработки в позицию 56. В зоне обработки расположены рабочие органы 9 швейного полуавтомата и направляющее приспособление 10. Нижний слой 2 ленты 3 вводят в приспособление 10 Для упрощения ввода нижний слой 2 ленты 3 выполнен большей ширины чем верхний слой 6. Приспособление 10 надежно охватывает нижний слой 2, что обеспечивает точо
х х|
N3
мое ориентирование деталей 5 при обработке.
В процессе дальнейшего транспортирования детали 5 переходят в позицию 5в, где отделяются от ленты 3. Нижний слой 2 ленты 3 сматывают в рулон 11, а верхний слой 6-э рулон 12. Обработанные детали 5 укладывают в пачку 13. Рулон 12 переносят на позицию рулона 4, а рулон 11 - на позицию рулона 7, где их снова используют для фиксации и перемещения деталей 5. Слои 2 и 6 ленты 3 выполнены из полимерного магнитного материала, например феррорези- ны, они притягиваются друг к другу, что позволяет надежно удерживать (фиксиро- вать) между ними транспортируемые детали.
В случае использования ленты 3 с клеевым веществом ее подают с рулона 4 (фиг.2), а детали 5 накладывают на нее, При этом клеевой слой обращен вверх, лицом к поверхности детали 5. В качестве клеевого вещества используют термопласт, например полиэтилен. На поверхность детали 5 опускают разогретые стержни 14 и фиксиру- ют на ленте 3. Температура разогрева стержней 200-240°С, а давление 250-300 кПа при выдержке 0,5-1,0 с. При выходе параметров за указанные диапазо.ны падает ве- личина адгезии. Затем стержни 14 - поднимают, а детали 5, закрепленные на ленте 3, сматывают в рулон 8. Дальнейший процесс подачи деталей не отличается от описанного. Закрепление детали) 5 на ленте 3 в отдельных точках позволяет многократ- но использовать ленту 3, так как можно обеспечить условия, чтобы места расположения точек скрепления на ленте 3 каждый раз смещались на определенный шаг.
Количество лент и место крепления на них деталей зависят от ширины детали и ленты, а также от расположения контура обработки. Основное условие при закреплении деталей на ленте - лента не должна попадать в контур обработки для ее много- кратного использования. Если ширина детали существенно больше ширины ленты, то необходимо использовать две ленты, распо ложенные по краям деталей (фиг.За). Также две ленты желательно использовать, если контур обработки проходит в середине детали (фиг.36). В ряде случаев можно обойтись одной лентой даже при обработке обоих краев деталей (фиг.Зв).
Использование магнитной ленты позволяет перед обработкой зафиксировать поперечные складки 15 на детали 5, а затем закрепить их прокладыванием строчки (фиг.4).
Использование предлагаемого способа позволяет не только обрабатывать, но и осуществлять соединение деталей. Для этого достаточно в случае применения магнитной ленты вложить между ее слоями не одну деталь, а все детали собираемого пакета. В случае использования ленты с клеевым веществом имеется возможность фиксации на ней двух деталей пакета. Для этого поверхности ленты должны быть покрыты клеевым веществом, а после фиксации лента окажется между двумя соединяемыми деталями.
Предлагаемый способ может широко использоваться при изготовлении швейных изделий. Например, в производстве сорочек этим способом можно подавать все детали, кроме воротников и клапанов карманов. Способ позволяет автоматизировать подачу деталей е рабочую зону простыми конструктивными средствами, обеспечить высокую точность обработки, исключить или резко сократить расход вспомогательного материала.
Формула изобретения
1.Способ обработки деталей швейных изделий, заключающийся в соединении деталей посредством длинномерного гибкого элемента, в подаче к обрабатывающему узлу швейной машины с одновременной ориентацией деталей, отличающееся тем, что, с целью повышения точности обработки и расширения технологических возможностей, в качестве гибкого элемента используют ленту, а ориентацию детали производят по краям ленты.
2.Способ по п. 1,отличающийся тем, что соединение деталей производят путем наложения на сторону детали, противоположную стороне наложения основной ленты, дополнительной ленты, ширина которой меньше ширины основной, при этом соединение поверхности детали с основной ленкой производят по плоскости контакта, равной плоскости контакта поверхности детали с дополнительной лентой.
Фиг 2

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования пачки деталей кроя из настила и устройство для его осуществления | 1990 |
|
SU1757594A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСНЫХ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И КОМПОЗИЦИОННАЯ ОКАНТОВКА ИЛЛЮМИНАТОРА, ПОЛУЧЕННАЯ ТАКИМ СПОСОБОМ | 2011 |
|
RU2481954C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ РЕЗИНОТКАНЕВЫХ ИЗДЕЛИЙ | 1992 |
|
RU2044654C1 |
| МАШИННЫЙ КОМПЛЕКС ДЛЯ АВТОМАТИЗИРОВАННОЙ СБОРКИ ШВЕЙНЫХ ИЗДЕЛИЙ РАЗЛИЧНЫХ КОНСТРУКЦИЙ, ФОРМ И РАЗМЕРОВ | 2000 |
|
RU2174568C1 |
| Устройство для подачи и разрезания ленты | 1990 |
|
SU1745654A1 |
| Способ изготовления листовых и рулонных материалов из малогабаритных элементов | 1992 |
|
SU1837817A3 |
| Способ отделения деталей от стопы адгезионной лентой и подачи их в рабочую зону | 1988 |
|
SU1735173A1 |
| ПОЛИМЕРНО-ТЕКСТИЛЬНЫЙ МНОГОСЛОЙНЫЙ МАТЕРИАЛ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2009 |
|
RU2404896C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННОГО МАТЕРИАЛА, СОСТОЯЩЕГО ПО МЕНЬШЕЙ МЕРЕ ИЗ ОДНОЙ ПОЛИМЕРНОЙ ПЛЁНКИ, НЕСУЩЕЙ ИНФОРМАЦИЮ, И ПО МЕНЬШЕЙ МЕРЕ ОДНОЙ ПОДЛОЖКИ И ПРЕДНАЗНАЧЕННОГО ДЛЯ ДАЛЬНЕЙШЕЙ ОБРАБОТКИ ПРИ ИЗГОТОВЛЕНИИ ЗАЩИЩЕННЫХ ОТ ПОДДЕЛКИ ДОКУМЕНТОВ | 2000 |
|
RU2247659C2 |
| Способ герметичного соединения деталей из монокомпонентных материалов с поликомпонентным покрытием | 2022 |
|
RU2791020C1 |
Изобретение относится к швейной промышленности, а именно к способам рулонной обработки деталей швейных изделий, и позволяет повысить точность обработки и расширить технологические возможности. Способ заключается в том, что предварительно выкроенные детали соединяют в ру лон путем фиксации их на ленте из вспомогательного материала вне контура обработки вдоль линии подачи, при подаче деталей ориентируют их по ленте, а затем отсоединяют от ленты. При использовании ленты, состоящей из двух слоев магнитного полимерного материала, детали вкладывают между слоями. В случае использования ленты с нанесенным на ее поверхность клеевым веществом фиксацию деталей осуществляют путем местного разогрева и воздействия давлением Приведены режимы соединения при применении полиэтилена в качестве клеевого вещества 1 э.п. ф-лы, 4 ил.
С
fw.4
| Патент ФРГ № 3340865, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
