Д
ю
1
Изобретение относится к непрерывному литью металлов.
Целью .изобретения является улучшение качества металла за счет повышения его однородности.
Пример, На машине непрерывного литья заготовки отливается заготовка сечением или из стали 11Х15 со скоростью 0,6 м/мин. В зоне вторичного охлаждения на расстоянии 2,7 и 5,1 м от мениска металла в кристаллизаторе установлены два индуктора бегущего магнитного поля,
Электромагнитная мощность первог перемешивателя 9 кВт, второго - 18 кВт, частота реверсирования направления движения магнитного поля первого перемешивателя 2,0 Гц, второго - 0,5 Гц. Каждый индуктор создет электромагнитное перемешивание (ЭМП) расплава на участке протяженностью 0,5 мм.
Отношение электромагнитных мощностей второ.го и первого перемешива телей составляет 2,0, отношение частот реверсирования - 0,25, произвед
Отношение электромагнитных мощ ностей второго .и первого перемеши телей-состав ляет 1,5, отношение ч тот реверсирования поля 0,6, прои ведение электромагнитной мощности на частоту реверсирования поля пе го перемешивателя равно 60, второ го - 54, При увеличении скорости литья до i, 2 М-/МИН режим ЭМП изме няют следующим образом: электрома нитная мощность первого перемешив теля составляет 3 кВт, второго - 4,5 кВт, частота реверсирования по ля первого перемешивателя - 2,0 Гц второго - 1,2-Гц, Отношение элект магнитных мощностей и частот ревер сирования, а также произведение эл тромагнитной мощности на частоту
35
40
пие электромагнитной мощности на частоту реверсирования первого перемеши- IQ версирования поля обоих перемешивателя равно 18, второго - 9, При вателей не изменяются, снижении скорости литья до 0,5 м/мин режим ЭМП изменяют следующим обра- м зом: электромагнитная мощность первого перемешивателя 10 кВт, второго - 20 кВт, частота реверсирования поля первого перемешивателя 1,8 Гц, второго - 0,45 Гц, Отношение электромагнитных мощностей и частот реверсирования второго и первого перемешивате- лей, а также произведение электромагнитной мощности на частоту реверсирования обоих перемешивателей не изш меняются.
При литье со скоростью 0,6 м/мин и установке перемешивателей на расстоянии соответственно 2,7 и м электромагнитная мощность первого перемешивателя составля€ .т 9 кВт, второго - 27 кВт, частота реверсирования поля первого перемешивателя составляет 2,0 Гц, второго - 0,2 Гц, При этом отношение электромагнитных мощностей второго и первого перемешивателей равно 3,0, отношение час45
50
55
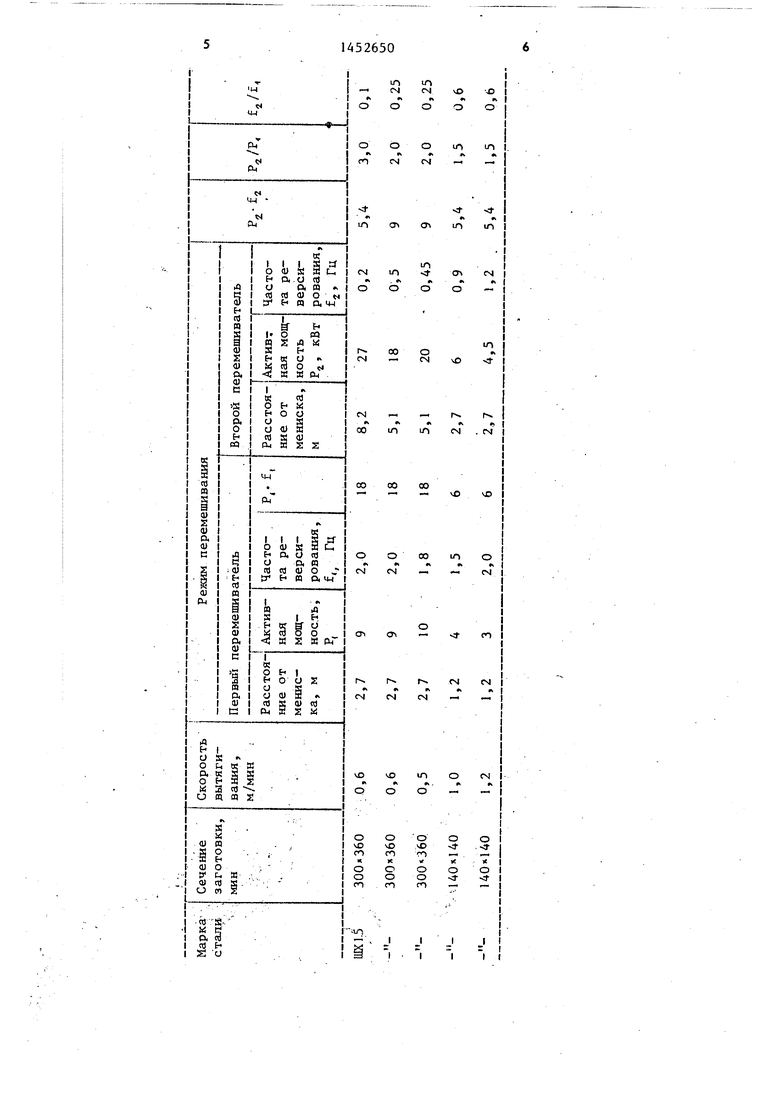
Оптимальные режимы ЭМП для разл ных параметров разливки приведены таблице.
Исследование качества макростр туры заготовок, отлитых по привед ным в таблице режимам покаэали, ч осевая пористость и осевая ликваци опытного металла соответствовали 1-2 баллам, .при этом яркость бело полосы не превьпиапа 0,5 балла.
Многоступенчатое перемешивание увеличивая суммарную протяженность участка ЭМП) расширяет интервал оп тимальных значений. При установке ЭМП на нескольких участках вдоль жидкой лунки толйщна корки в зоне перемешивания увеличивается от пер вого участка к последнему, что при водит к смещению интервалов оптимальных значений параметров ЭМП, каждому участку перемешивания соот ветствует свой интервал оптимальны значений.
Изменение скорости вытягивания заготовки также приводит к изменению толщины корки на каждом участк однако это изменение пропорциональ для всех участков.
тот реверсирования поля - О,1, произ ведение электромагнитной мощности на частоту реверсирования поля первого перемешивателя сохраняется равным 18,
0
S
0
5
второго - изменяется до 5,4, При отливке заготовки сечением мм со скоростью 1,0 м/мин перемешива- тели установлены на расстоянии 1,2 и 2,7 м от мениска металла в кристаллизаторе. Электромагнитная мощность первого перемешивателя 4 кВт, второго-- 6 кВт, частота реверсирования поля первого перемешивателя 1,5 Гц, второго - 0,9 Гц;
Отношение электромагнитных мощностей второго .и первого перемешива- телей-состав ляет 1,5, отношение частот реверсирования поля 0,6, произведение электромагнитной мощности на частоту реверсирования поля первого перемешивателя равно 60, второго - 54, При увеличении скорости литья до i, 2 М-/МИН режим ЭМП изменяют следующим образом: электромагнитная мощность первого перемешивателя составляет 3 кВт, второго - 4,5 кВт, частота реверсирования поля первого перемешивателя - 2,0 Гц, второго - 1,2-Гц, Отношение электромагнитных мощностей и частот реверсирования, а также произведение электромагнитной мощности на частоту реQ версирования поля обоих перемешивателей не изменяются,
35
40
IQ версирования поля обоих перемешивателей не изменяются, 45
50
55
Оптимальные режимы ЭМП для различных параметров разливки приведены в таблице.
Исследование качества макроструктуры заготовок, отлитых по приведенным в таблице режимам покаэали, что осевая пористость и осевая ликвация опытного металла соответствовали 1-2 баллам, .при этом яркость белой полосы не превьпиапа 0,5 балла.
Многоступенчатое перемешивание, увеличивая суммарную протяженность участка ЭМП) расширяет интервал оптимальных значений. При установке ЭМП на нескольких участках вдоль жидкой лунки толйщна корки в зоне перемешивания увеличивается от первого участка к последнему, что приводит к смещению интервалов оптимальных значений параметров ЭМП, каждому участку перемешивания соответствует свой интервал оптимальных значений.
Изменение скорости вытягивания заготовки также приводит к изменению толщины корки на каждом участке, однако это изменение пропорционально для всех участков.
Проведенные исследования показали, что расстояние между двумя соседними участками перемешивания (перемешивателями) должно составлять 2-10 длин одного участка (пере- мешивателя). При расстоянии.менее 2 длин одного участка потоки расплава соседних участков налагаются друг на друга, что снижает эффективность использования оборудования. При расстоянии, большем 10 длин одного участка, начинается вторичный рост столбчатой структуры, что отрицательно сказывается на качестве литого металла.
В указанном диапазоне расстояний между соседними участками ЭМП отношения активной мощности перемешивания и частоты реверсирования направления движения магнитного поля на каждом последующем участке к активной мощности и частоте реверсирова20 однородности, электромагнитное перемешивание осуществляют с поддержанием на участках перемешивания величины произведения электромагнитной мощности на частоту реверсирования
ния на предыдущем участке должны составлять соответственно 1,5-3,0 и 0,1- 25 направления магнитного поля перемеши 0,6 в зависимости от расстояния меж-вателя постоянной, при этом расстояду участками перемешивания, причем сние между последующим и предьщущим
увеличением расстояния увеличиваются отношения активных мощностей и уменьшается отношение частот реверсирования .
Величину произведения активной мощности на частоту реверсирования поддерживают постоянной для данного участка и сечения заготовки независимо от скорости вытягивания и дру30
участками перемешивания составляет 2-10 длин одного участка.
2. Способ по п. 1, отличающийся тем, что отношение электромагнитной мощности каждого последующего и предыдущего участков составляет 1,5-30, а отношение частоты реверсирования направления магнитных полей - 0,1-0,6.
10
гих параметров ; литья. Отклонение произведения от оптимального значения снижает эффект перемешивания, увеличивая пористость и ликвацию в осевой зоне.
Формула изобретения
1. Способ непрерывного литья заготовок, включаюпщй подачу жидкого металла в кристаллизатор, вытягивание из него заготовки и электромаг-.i нитное перемешивание расплава на
(5 участках по длине жидкой лунки с реверсированием направления магнитных пеней, отличающийся тем, что, с целью улучшения качества литого металла за счет повьш1ения его
20 однородности, электромагнитное перемешивание осуществляют с поддержанием на участках перемешивания величины произведения электромагнитной мощности на частоту реверсирования
- 25 направления магнитного поля перемеши вателя постоянной, при этом расстояние между последующим и предьщущим
0
участками перемешивания составляет 2-10 длин одного участка.
2. Способ по п. 1, отличающийся тем, что отношение электромагнитной мощности каждого последующего и предыдущего участков составляет 1,5-30, а отношение частоты реверсирования направления магнитных полей - 0,1-0,6.
u CM
in fN
vO
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления непрерывным литьем заготовок | 1986 |
|
SU1364390A1 |
| Машина для непрерывного литья заготовок | 1983 |
|
SU1359060A1 |
| КРИСТАЛЛИЗАТОР МАШИНЫ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2455106C1 |
| Способ электромагнитного перемешивания жидкой фазы непрерывнолитого слитка | 1988 |
|
SU1675033A1 |
| Устройство для электромагнитного перемешивания жидкого металла при непрерывной разливке | 1983 |
|
SU1161232A1 |
| Устройство для суспензионной разливки металлов и сплавов | 1979 |
|
SU859015A1 |
| Кристаллизатор - электромагнитный перемешиватель металла | 1989 |
|
SU1713725A1 |
| Способ непрерывного литья слитка и плавильно-литейная установка для его осуществления | 2020 |
|
RU2745520C1 |
| Способ производства стальных отливок путем непрерывной разливки | 1981 |
|
SU1156587A3 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПЛОСКИХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ С ЭЛЕКТРОМАГНИТНЫМ ПЕРЕМЕШИВАНИЕМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2409448C2 |
Изобретение относится к непрерывному литью металлов. Целью изобретения является улучшение качества металла за счет повьшения его однородности. Способ предусматривает электромагнитное перемешивание жидкой фазы с реверсированием направления движения магнитного поля на уровнях по длине жидкой лунки. При этом перемешивание осуществляют с отношением активной мощности и частоты реверсирования направления движения магнитного поля перемешивателя на каждом последующем уровне к активной мощности и частоте реверсирования перемешивателя на предыдущем уровне, равным соответственно 1,5-3,0 и 0,1- 0,6. При этом величину произведения активной мощности на частоту реверсирования направления движения магнитного поля перемешивателя поддерживают постоянной для данного уровня и сечения отливаемой заготовки. ; I з.п. ф-лы, 1 табл.
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛУЧЕНИЯ ПЛЁНОЧНОГО КОМПОЗИТА С ВКЛЮЧЕНИЕМ УЛЬТРАДИСПЕРСНОГО ПОЛИТЕТРАФТОРЭТИЛЕНА | 2023 |
|
RU2810491C1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
