Изобретение относится к металлургии, в частности к области литейного производства, и предназначено для получения чугунных лент методом непрерывного литья в валковый кристаллизатор.
Из авторского свидетельства СССР N 255506, В 22 D 11/06 от 01.04.1970 г. , известен способ изготовления чугунного листа в валках-кристаллизаторах, который заключается в следующем: выплавленный дуплекс-процессом (варганка - электродуговая печь) или непосредственно в электродуговой печи на твердой завалке при t= 1450-1480oC чугун обрабатывается раздробленным ферроцерием в количестве 0,25% к весу металла с получением в металле остаточного церия в количестве до 0,1%. Затем чугун сливается в ковш. С помощью дозирующего электрообогреваемого устройства металл заливается в валки-кристаллизаторы при температуре 1280-1320oC, где металл охлаждают со скоростью 300 - 1000oC. При этом жидкий металл формируется в ленту толщиной 3,0 мм и менее и шириной до 1500 мм, которая подается к намоточной машине и сматывается в горячем состоянии в рулон с внутренним диаметром не менее 500 мм.
Полученная лента в рулонах загружается в герметичные колпаки или непосредственно в печи с защитной атмосферой, где производится термическая обработка ленты для получения структуры ферритового ковкого чугуна с компактными выделениями структурного свободного углерода. Термическая обработка производится по режиму: выдержка при температуре 900-1500oC 8-12 часов, охлаждение со скоростью до 20oC/час до температуры 650oC и последующая выгрузка на воздух.
Лента может быть разрезана в горячем состоянии на листы. Тогда для придания пластичности чугунным листам их укладывают в стопы и подвергают термической обработке, в результате которой получается структура ферритного ковкого чугуна с разветвленным, хлопьевидным графитом.
Однако производство такого чугуна имеет следующие недостатки:
- высокая стоимость шихты для выплавки чугуна, состоящей в основном из чушкового литейного чугуна;
- длительный режим термообработки (20-24 часа, включая разогрев печи и стоп или рулонов чугунного листа);
- низкая коррозийная стойкость;
- повышенный расход электроэнергии на сталеплавильном и прокатном переделе;
- получение ленты толщиной до 3 мм делает нецелесообразным ее использование в качестве кровельного материала из-за большой толщины и веса.
Известен способ производства металлического кровельного листа и установка для его получения, описанные в авторском свидетельстве СССР 1122207, опубликованном 30.10.1984. Способ производства кровельного листа, кровельный лист и установка для его получения, по указанному авторскому свидетельству, выбраны в качестве наиболее близких аналогов заявленных способа, листа и установки. Наиболее близким аналогом для заявленной шихты является шихта по указанному выше авторскому свидетельству СССР N 255506.
Из уровня техники известен чугун следующего состава, мас.%:
Углерод - 1,5-3,5
Кремний - 0,3-2
Марганец - 0,45-0,6
Фосфор - До 0,12
Сера - До 0,1
Никель - 0,25-1
Хром - 0,5-1,5
(Н. Г. Гиршович "Чугунное литье". Металлургиздат, 1949 г., с. 478). Этот чугун выбран в качестве наиболее близкого аналога заявленного чугуна для производства кровельного листа.
Задачей изобретения является получение непрерывнолитого кровельного чугунного листа из тонких лент толщиной 0,7- 1,2 мм, разработка чугуна и шихты для получения такого листа и создание установки для осуществления способа производства кровельного чугунного листа.
Техническим результатом изобретения является снижение расходов твердого чугуна при шихтовке плавок, снижение электрозатрат на каждой тонне кровельного чугунного листа, повышение коррозийной стойкости листа и создание оптимального режима термообработки.
Технический результат достигается тем, что предложен способ производства кровельного листа, отличающийся тем, что его выполняют из чугуна, полученного выплавкой и непрерывной разливкой в валках-кристаллизаторах с получением ленты и листа и с последующей термической обработкой.
При этом чугунный лист получают толщиной 0,7-1,2 мм.
Термическую обработку полученной ленты или листа проводят до придания листу или ленте предела прочности 26-36 кг/мм2 и относительного удлинения 2-5,7%.
Термообработку проводят путем отжига при нагреве листа до 970 - 1000oC в течение 2-3 часов, выдержке при этой температуре в течение 2-х часов, охлаждении совместно с печью до 650oC в течение 4-х часов и дальнейшем охлаждении на воздухе.
При отжиге листы могут загружаться в печь с температурой 500 - 600oC.
Термообработку листа могут проводить путем отжига с использованием тепла разливки в интервале 990 - 1050oC, с последующим замедленным охлаждением в камере с теплоизолирующим покрытием.
Перед термообработкой ленту целесообразно подвергнуть рифлению и провести ее порезку на мерные длины. Ленту подвергают рифлению в виде поперечных или продольных гофр, барельефов или тонких художественно-технических отпечатков.
В предложенном способе чугун выплавляют в дуговой электропечи из твердой шихты. Шихта для выплавки в дуговой электропечи чугуна для кровельного листа отличается тем, что содержит компоненты в следующем соотношении, мас.%:
Чугун - 25-50
Металлический концентрат - 35-60
Литники и возврат собственный - 2-10
Ферромарганец - 0,1-10
Стальной лом или ферросилиций - 2,5 - 10
Шихта в качестве чугуна может содержать чугун литейный при следующем соотношении компонентов, мас.%:
Чугун литейный - 25-50
Металлический концентрат - 35-60
Литники и возврат собственный - 2-10
Ферромарганец - 0,1-10
Стальной лом - 2,5-10
Шихта в качестве чугуна может содержать чугун предельный при следующем соотношении компонентов, мас.%:
Чугун предельный - 25 - 50
Металлический концентрат - 35 - 60
Литники и возврат собственный - 2 - 10
Ферромарганец - 0,1 - 10
Ферросилиций - 2,5 - 10
Предложенный чугун для производства кровельного листа, содержащий углерод, кремний, марганец, никель, хром, фосфор и серу, отличается тем, что он дополнительно содержит медь при следующем содержании компонентов, мас.%:
Углерод - 2,8-3,7
Кремний - 2,2 - 2,6
Марганец - 0,3 - 0,7
Никель - 0,005 - 0,5
Хром - 0,05 - 0,13
Медь - 0,01 - 2,5
Фосфор - До 0,15
Сера - До 0,10
Железо - Остальное
Предложенный кровельный лист отличается тем, что он выполнен из непрерывнолитого чугуна и получен по любому способу, описанному выше.
Кровельный лист может быть выполнен из непрерывнолитого чугуна при следующем содержании компонентов в чугуне, мас.%:
Углерод - 2,8 - 3,7
Кремний - 2,2 - 2,6
Марганец - 0,3 - 0,7
Никель - 0,005 - 0,5
Хром - 0,05 - 0,13
Медь - 0,01 - 2,5
Фосфор - До 0,15
Сера - До 0,10
Железо - Остальное
Предлагается установка для получения кровельного листа, отличающаяся тем, что она содержит установленные в технологической последовательности плавильный агрегат для выплавки чугуна, дозирующее заливочное устройство, валки-кристаллизаторы для производства листа из непрерывнолитого чугуна, дисковые ножницы поперечной резки для снятия кромок, прокатную клеть для гофрирования или формирования тонких художественно-технических отпечатков, качающиеся пресс-ножницы для порезки мерных длин, винтовой пакетировщик, устройство для передачи металла к печи и печь для термической обработки.
Установка может быть дополнительно снабжена устройствами для нанесения декоративных или защитных покрытий.
Использование в составе шихты для выплавки чугуна в дуговой электропечи металлического концентрата в количестве до 60% от массы металлозавалки уменьшает затраты на производство кровельного чугунного листа.
Металлический концентрат, являясь первородным материалом, по своим металлургическим свойствам не уступает чушковому чугуну и, кроме того, обладает повышенным содержанием углерода, что позволяет использовать в шихте для выплавки жидкого чугуна недорогой стальной лом в количестве до 10% от массы металлозавалки.
Повышенное, по сравнению с чушковым чугуном, содержание углерода является дополнительным источником тепла.
Для получения металлического концентрата из отвальных отходов металлургического производства необходимо дополнительно разработать отвалы и провести магнитную сепарацию. После магнитной сепарации исходный материал дробят, очищают, сортируют по крупности (10-50 мм, 50-250 мм).
Металлический концентрат (МК) имеет следующий химический состав, мас.%:
Железо - 71,0-90,1
Углерод - 2,0-4,7
Марганец - 0,3-1,2
Кремний - 0,4-3,6
Окись кальция - 2,1-10,5
Окись магния - 0,3-1,5
Закись железа - 0,40-5,1
Окись марганца - 0,01-0,4
Кремнезем - 1,9-9,5
Глинозем - 0,2-3,6
Фосфор - 0,11-0,3
Сера - 0,10-0,40
Графит - 0,4-5,9
Пятиокись фосфора - 0,4-0,7
Наличие в металлическом концентрате металлического железа и графита позволяет экономить кокс при выплавке чугуна за счет уменьшения расходов энергетических ресурсов на восстановление окислов железа и наличия дополнительной части топлива (графит).
Смесь металлического концентрата фракции 10-50 мм с фракцией 50-250 мм имеет развитую поверхность, образующуюся после обработки отходов металлургического производства (плотность смеси 2,0-3,0 г/см3), позволяет также улучшить газопроницаемость и проплавляемость шихты.
Металлический концентрат фракции 10-50 мм и 50-250 мм является оптимальным по гранулометрическому составу в случае его применения при выплавке чугуна в электропечи.
Верхние и нижние компоненты металлозавалки для выплавки кровельного листа определены экспериментальным путем. Шихта может содержать как чугун литейный марок Л1, Л2, Л3, Л4 (ГОСТ 4832-95), так и чугун предельный марок П1, ПЛ1, ПЛ2 (ГОСТ 805-95).
Подача расплава непосредственно в зону входа валков в ванну приводит к тому, что в указанных зонах поддерживается температура выше температуры кристаллизации расплава, что устраняет образование настылей на поверхности ванны. Кроме того при затвердении из расплава происходит формирование на валке гладкой поверхности первичной корки, что обеспечивает высокую интенсивность теплообмена между отливкой и валком по всей зоне затвердевания. Это позволяет вести процесс на больших скоростях и обеспечить высокую производительность процесса литья.
Расположение зон подачи расплава зависит от толщины получаемой ленты и ширины ванны в зеве валков.
При литье тонких лент 0,7-1,2 мм расплав непосредственно к поверхности валка подавать не следует, так как это может вызвать проплавы первичной корочки.
Литье осуществляется следующим образом:
Расплав непрерывно подают в полость, образованную рабочими поверхностями вращающихся в противоположные стороны валков, вблизи рабочих поверхностей валков. Расплав кристаллизируется на поверхности валков, обжимается ими и выходит в виде ленты.
Такой способ обеспечивает получение листа со следующими механическими свойствами: предел прочности - 26-36 кг/мм, относительное удлинение - 2-5,7%.
При этом лист в состоянии поставки может без разрушения и трещинообразования подвергаться следующим операциям механической обработки: резке ножницами, изгибу до соприкосновения сторон вокруг оправки, пробивке стандартным гвоздем, рихтованию ударом и пр.
Удельный расход энергии за счет исключения из производственного цикла двух переделов (сталеплавильного и прокатного) снижается на 440-620 кВтч на каждой тонне листа.
Процесс получения листа из жидкого чугуна опробован на опытной установке. Получены ленты толщиной 0,7-1,2 мм, шириной до 400 мм, длиной до 5 м при скорости прокатки около 1 м/с.
Перед термообработкой ленту подвергают рифлению и производят ее порезку на мерные длины.
Ленту подвергают рифлению в виде поперечных или продольных гофр, барельефов или тонких художественно-технических отпечатков.
Снижение затрат на термообработку достигается подбором оптимального химического состава жидкого чугуна.
Чугунный лист, изготовленный методом непрерывного литья в валках-кристаллизаторах, отливается из предельного белого чугуна, т.е. такого, который находится по своему составу на границе с серым чугуном, но еще не имеет включений пластинчатого графита.
После термообработки лист претерпевает превращение с образованием структуры ковкого чугуна с достаточно высокой пластичностью, т. к. при его графитизации в процессе отжига свободный углерод выделяется в нем в виде пятен углерода отжига, мало разделяющих основную металлическую массу, в то время как в сером чугуне свободный углерод находится в виде пластинчатого графита. Вследствие этого отлитый чугунный лист до отжига не должен содержать пластинчатого графита, т.е. должен быть отлит из белого чугуна. В то же время в целях ускорения процесса отжига этот белый чугун должен содержать возможно больше графитизирующих элементов, т. е. должен быть предельным и на структурной диаграмме находиться близко к границе с серым чугуном.
Отжиг отлитого чугунного листа весьма энергоемкая часть технологического процесса. Известные способы отжига достаточно продолжительны (до 150 часов) и, как правило, проводятся в две стадии.
Для минимизации энергозатрат отжиг предлагается проводить в одну стадию.
Чугунный лист формируется на стальной поверхности водоохлаждаемых валков и разливка идет с большей скоростью (до 1,0 м в секунду), что приводит к увеличению центров графитизации и способствует ускорению процесса графитизации при отжиге.
Модифицирование жидкого чугуна силикокальцием или ферросилицием также ведет к увеличению центров графитизации и, следовательно, создает условия для ускорения последующего отжига на ковкий чугун.
При отжиге листы загружаются в печь с температурой 500-600oC.
Отжиг проводят с использованием тепла разливки в интервале 990 - 1050oC, с последующим замедленным охлаждением в камере с теплоизолирующим покрытием.
Один из возможных вариантов отжига приведен ниже:
Нагрев до температуры 970oC ведут в течение 3 часов, затем листы выдерживают при этой температуре 2 часа, охлаждают с печью до температуры 650oC в течение 4 часов с дальнейшим 3-часовым охлаждением на воздухе.
После отжига чугунный лист становится пластичным, следовательно может подвергаться дальнейшей обработке профилированию на профилегадочном стане или штамповке.
Достигаемые механические свойства:
Предел прочности при растяжении (кг/мм2) - 26 - 36
Относительное удлинение (%) - 2,0 - 5,7
Твердость HRA - 140 - 200
Указанные свойства позволяют достаточно широко применять чугунный лист в различных отраслях промышленности, строительстве и сельском хозяйстве:
Кровельный лист может быть выполнен в виде черепицы, профилированного настила, отливов, карнизов, козырьков, желобов, а также водосточных труб и др.
При выборе химического состава чугуна для производства листа авторы руководствовались как общими структурными диаграммами Маурера и Клингенммейка, так и другими специальными диаграммами и опытными данными.
Основные элементы, определяющие литейные свойства чугуна и механические характеристики готового листа - это кремний, углерод, а также их соотношение.
Ориентировочное содержание:
- C% = 6-4 Si%
Все компоненты чугуна для непрерывнолитого кровельного листа выбраны на основании теоретических данных и экспериментальным путем.
Содержание углерода следует выбирать для обеспечения достаточной жидкотекучести при обеспечении механических свойств листа.
Чем меньше содержание углерода, тем выше механические свойства. Однако слишком снижать содержание углерода не рекомендуется, так как при этом ухудшаются и без того невысокие литейные свойства этого чугуна, что может привести к браку листа в виде несплошностей и разрывов. Оптимальным можно считать содержание углерода 3,0 %, такое содержание углерода можно получить в ДСП из предложенной шихты. Принимаем C 2,8-3,7%.
Содержание марганца выбирают в зависимости от содержания серы. Свободный марганец препятствует графитизации белого чугуна, т.е. затягивает процесс отжига. Поэтому количество марганца должно лишь обеспечить с некоторым запасом связывание серы в MnS, так как свободная сера еще больше препятствует графитизации. Опытным путем устанавливаем содержание Mn в пределах 0,3-0,7%.
Содержание фосфора желательно ограничить 0,15%. При содержании фосфора свыше 0,15% ухудшается ударная вязкость листа.
Из специальных элементов хром очень сильно затягивает процесс графитизации при отжиге. Вследствие этого содержание хрома допускается 0,05-0,13%. Медь при отжиге увеличивает число центров графитизации и ускоряет процесс отжига. Кроме того определенное содержание меди увеличивает коррозионную стойкость чугунного кровельного листа. Оптимальное содержание меди - 0,8%. В целом содержание меди должно находиться 0,01 - 2,5%, никеля - 0,005-0,5%. Серы до 0,10%. Кремния 2,2-2,6%.
Химические составы чугунов, выплавленных и затем отлитых на установке для получения непрерывнолитого листа, следующие, мас.%:
Углерод - 2,8 - 3,7
Кремний - 2,2 - 2,6
Марганец - 0,3 - 0,7
Никель - 0,005 - 0,5
Хром - 0,05 - 0,13
Медь - 0,01 - 2,5
Фосфор - До 0,15
Сера - До 0,10
Железо - Остальное
Предложенная установка для получения непрерывнолитого кровельного листа из чугуна содержит плавильный агрегат для выплавки чугуна, дозирующее заливочное устройство, валки-кристализаторы, устройство для передачи металла к печи и печь для термической обработки, снабжена установленными в технологической последовательности между валками-кристаллизаторами и печью для термической обработки дисковыми ножницами поперечной резки для снятия кромок, прокатной клетью для гофрирования или формирования тонких художественно-технических отпечатков, качающимися пресс-ножницами для порезки мерных длин и винтовым пакетировщиком.
Она снабжена также устройствами для нанесения декоративных или защитных покрытий.
На чертеже изображена схема установки для производства кровельного листа из жидкого чугуна.
Установка состоит из ковша 1 для разливки, который располагается в зоне водоохлаждаемых валков-кристаллизаторов 2 с управляемым приводом. На выходе из валков 2 расположены снимающие проводки 3. В конце изгиба листа установлены транспортирующие ролики 4 (трайбаппарат), следом расположены дисковые ножницы 5 поперечной резки для снятия кромок, прокатная клеть 6 для гофрирования или формирования тонких художественно-технических отпечатков, качающиеся пресс-ножницы 7 для порезки мерных длин. Прокатная клеть 6 соединена роликовым транспортером 8 с винтовым пакетировщиком 9. В конце установки расположена печь 10 для термической обработки (в некоторых случаях можно устанавливать колпаки замедленного охлаждения). Установка может быть снабжена устройствами для нанесения декоративных или защитных покрытий.
Техническая характеристика оборудования по производству чугунного кровельного листа обеспечивает производство объемом свыше 10000 тонн в год.
Чугунный лист благодаря своему химическому составу и микроструктуре отличается повышенной стойкостью против атмосферной коррозии, по сравнению со стальным кровельным листом. Испытания в климатической камере позволяют прогнозировать срок эксплуатации чугунного листа в качестве элемента кровли зданий не менее 50 лет (при толщине листа ≈ 1,0 мм), без нанесения защитных лакокрасочных или других покрытий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕРАБОТКИ ШЛАКО-ГРАФИТ-МЕТАЛЛИЧЕСКИХ ОТХОДОВ МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2139358C1 |
| ЧУГУН | 1999 |
|
RU2149913C1 |
| СПОСОБ ВЫПЛАВКИ ЧУГУНА В ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 1998 |
|
RU2142516C1 |
| СПОСОБ ВЕДЕНИЯ ПЛАВКИ | 1994 |
|
RU2083676C1 |
| ЧУГУН | 1999 |
|
RU2149914C1 |
| НАПОЛНИТЕЛЬ ДЛЯ МАТЕРИАЛА ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА И СПОСОБ ПОЛУЧЕНИЯ МАТЕРИАЛА ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА | 2000 |
|
RU2170270C1 |
| СПОСОБ ПРОИЗВОДСТВА ШИХТОВОЙ ЗАГОТОВКИ, РАЗЛИВОЧНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ШИХТА ДЛЯ БЕЗОБЖИГОВОГО ОКУСКОВАНИЯ ТВЕРДЫХ НАПОЛНИТЕЛЕЙ | 1998 |
|
RU2147967C1 |
| ШИХТОВЫЙ МАТЕРИАЛ | 1992 |
|
RU2027774C1 |
| УСТАНОВКА ПО ПЕРЕРАБОТКЕ ОТХОДОВ МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА | 1998 |
|
RU2139359C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ | 1994 |
|
RU2041961C1 |
Изобретение относится к металлургии, в частности к области литейного производства. Предложен способ производства кровельного листа, отличающийся тем, что его выполняют из чугуна, полученного выплавкой и непрерывной разливкой в валках-кристаллизаторах с получением ленты и листа и с последующей термической обработкой. Чугунный лист получают толщиной 0,7-1,2 мм. В предложенном способе чугун выплавляют в дуговой электропечи из твердой шихты, содержащей, мас. %: чугун 25-50, металлический концентрат 35-60, литники и возврат собственный 2-10, ферромарганец 0,1-10, стальной лом или ферросилиций 2,5- 10. Предложенный чугун содержит компоненты в следующем соотношении, мас. %: углерод 2,8-3,7, кремний 2,2 - 2,6, марганец 0,3-0,7, никель 0,005 - 0,5, хром 0,05-0,13, медь 0,01-2,5, фосфор до 0,15, сера до 0,10, железо остальное. Установка для получения кровельного листа содержит плавильный агрегат, дозирующее заливочное устройство, валки-кристаллизаторы, дисковые ножницы поперечной резки для снятия кромок, прокатную клеть для гофрирования, качающиеся пресс-ножницы, винтовой пакетировщик, устройство для передачи металла к печи и печь для термической обработки. Техническим результатом изобретения является снижение расходов твердого чугуна при шихтовке плавок, снижение энергозатрат, повышение коррозийной стойкости листа. 6 с. и 11 з.п. ф-лы, 1 ил.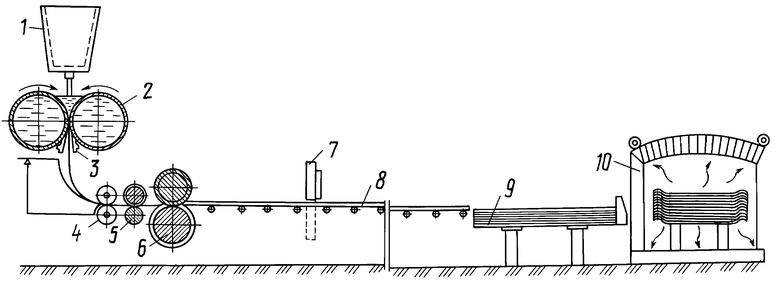
6. Способ по п.1, отличающийся тем, что термообработку проводят путем отжига с использованием тепла разливки в интервале 990 - 1050oC с последующим замедленным охлаждением в камере с теплоизолирующим покрытием.
Чугун - 25 - 50
Металлический концентрат - 35 - 60
Литники и возврат собственный - 2 - 10
Ферромарганец - 0,1 - 10
Стальной лом или ферросилиций - 2,5 - 10
11. Шихта по п.10, отличающаяся тем, что в качестве чугуна она содержит чугун литейный при следующем соотношении компонентов, мас.%:
Чугун литейный - 25 - 50
Металический концентрат - 35 - 60
Литники и возврат собственный - 2 - 10
Ферромарганец - 0,1 - 10
Стальной лом - 2,5 - 10
12. Шихта по п.10, отличающаяся тем, что в качестве чугуна она содержит чугун предельный при следующем соотношении компонентов, мас.%:
Чугун предельный - 25 - 50
Металлический концентрат - 35 - 60
Литники и возврат собственный - 2 - 10
Ферромарганец - 0,1 - 10
Ферросилиций - 2,5 - 10
13. Чугун для производства кровельного листа, содержащий углерод, кремний, марганец, никель, хром, фосфор и серу, отличающийся тем, что он дополнительно содержит медь при следующем содержании компонентов, мас.%:
Углерод - 2,8 - 3,7
Кремний - 2,2 - 2,6
Марганец - 0,3 - 0,7
Никель - 0,005 - 0,5
Хром - 0,05 - 0,13
Медь - 0,01 - 2,5
Фосфор - До 0,15
Сера - До 0,10
Железо - Остальное
14. Кровельный лист, отличающийся тем, что он выполнен из непрерывно-литого чугуна, полученного способом по любому из пп.1 - 9.
Углерод - 2,8 - 3,7
Кремний - 2,2 - 2,6
Марганец - 0,3 - 0,7
Никель - 0,005 - 0,5
Хром - 0,05 - 0,13
Медь - 0,01 - 2,5
Фосфор - До 0,15
Сера - До 0,10
Железо - Остальное
16. Установка для получения кровельного листа, отличающаяся тем, что она содержит установленные в технологической последовательности плавильный агрегат для выплавки чугуна, дозирующее заливочное устройство, валки-кристаллизаторы для производства листа из непрерывно-литого чугуна, дисковые ножницы поперечной резки для снятия кромок, прокатную клеть для гофрирования или формирования тонких художественно-технических отпечатков, качающиеся пресс-ножницы для порезки мерных длин, винтовой пакетировщик, устройство для передачи металла к печи и печь для термической обработки.
| Способ изготовления металлического листового кровельного материала | 1982 |
|
SU1122207A3 |
| СПОСОБ ПОЛУЧЕНИЯ ЛЕНТЫ ИЗ ЧУГУНА | 0 |
|
SU255506A1 |
| ГИРШОВИЧ Н.Г | |||
| ЧУГУННОЕ ЛИТЬЕ | |||
| - М.: Металлургиздат, 1949, с.478 | |||
| Способ получения стального листа | 1960 |
|
SU139910A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕЛОГО ДЕФОРМИРУЕМОГО ЧУГУНА | 1990 |
|
RU2041267C1 |
| УЛЬТРАЗВУКОВОЙ ДИАГНОСТИЧЕСКИЙ КОМПЛЕКС ДЛЯ ФОРМИРОВАНИЯ И ВИЗУАЛИЗАЦИИ ТРЕХМЕРНЫХ ИЗОБРАЖЕНИЙ | 1997 |
|
RU2125836C1 |
| JP 60003901 A, 10.01.1985 | |||
| JP 05306428 A, 19.11.1993 | |||
| Кровельная панель | 1988 |
|
SU1586524A3 |
| 0 |
|
SU86017A1 | |
| ЧУГУН | 1972 |
|
SU434126A1 |
| Высокочастотный чугун | 1972 |
|
SU449103A1 |
| Стенд для испытания зубчатых передач | 1985 |
|
SU1250873A1 |

