Изобретение относится к сварке, в частности к способам многосекционной зачистки дефектных участков поверхности заготовки, и может быть использовано при сплошной и выборочной зачистках блюмов, слябов и в прокатных цехах металлургических заводов.
Цель изобретения - повышение качества и производительности.
На фиг. 1 изображено устройство для осуществления способа, общий вид; на фиг. 2 - расположение сопел, подающих струи.
Устройство для осуществления предлагаемого способа состоит из головки 1, сопла 2 для подачи режущего кислорода, сопла 3 для подачи пускового кислорода, устройства 4 для подачи электродной проволоки. Устройство 4 применяется только на одной средней секции, а на остальных секциях оно отсутствует.
Устройство для осуществления предлагаемого способа располагается над поверхностью движущейся заготовки 5.
Способ осуществляют следующим образом.
Для зажигания металла в начале зачистки производят продвижение электродной проволоки к центральной части средней секции устройства и в момент подхода конца проволоки к поверхности заготовки 5 возникает электрическая дуга, а на поверхности заготовки 5 образуется пятно расплава металла. На этом пятно расплава металла из секции направляется струя пускового кислорода через сопло 3. После того, как зона расплавленного металла распространится по поверхности заготовки 5 величиной, равной 2,20 ширины струи у ее основания, производится включение пускового кислорода на последующие участки заготовки секции. Пусковые струи кислорода подаются под углом 15-25° к направлению перемещения заготовки, причем вершина угла расположена со стороны пятна расплава За счет действия струи зона расплавленного металла расширяется, охватывая все дефектные участки заготовки.
СП -U 1чЭ
-vj
ГО
Все операции как при производстве сплошной, так и выборочной зачистки должны осуществляться автоматически.
Реализация предлагаемого способа поз- ЕЮляет повысить скорость и стабильность распространения пятна расплава металла примерно в 10 раз и за счет этого устранить незачищенные участки, расположенные между секциями на начальных участках; Значительно сократить расход горючего газа Vf. подогревающего кислорода на 5-8%; Исключить из эксплуатации большое коли- 4ество сложных механизмов, которые в усло- высоких температур и агрессивных не могут длительное время надеж- йо эксплуатироваться.
Предлагаемый способ зачистки позволяет Механизировать и автоматизировать процесс управления и повысить качество зачистки. Формула изобретения
Способ огневой многосекционной зачист- Ки дефектных участков поверхности заготов0
0
ки, при котором на поверхность заготовки подают расположенные в ряд, перпендикулярный направлению перемещения заготовки, пусковые и режущие струи кислорода для создания пятен расплава, при этом пусковые струи направляют встречно и наклонно направлению перемещения заготовки с веерообразным раскрытием, отличающийся тем, что, с целью повышения качества и производительности, угол наклона пусковой струи с направлением перемещения заготовки составляет 15-25°, вершина угла которого расположена со стороны пятна расплава, подачу пусковых струй осуществляют последовательно начиная от центра ряда к его периферии, причем в момент подачи очередной струи прекращают подачу предыдущей, величина раскрытия каждой струи составляет 2,2-2,3 ширины струи у ее основания, а режущие струи кислорода подают на дефектные участки.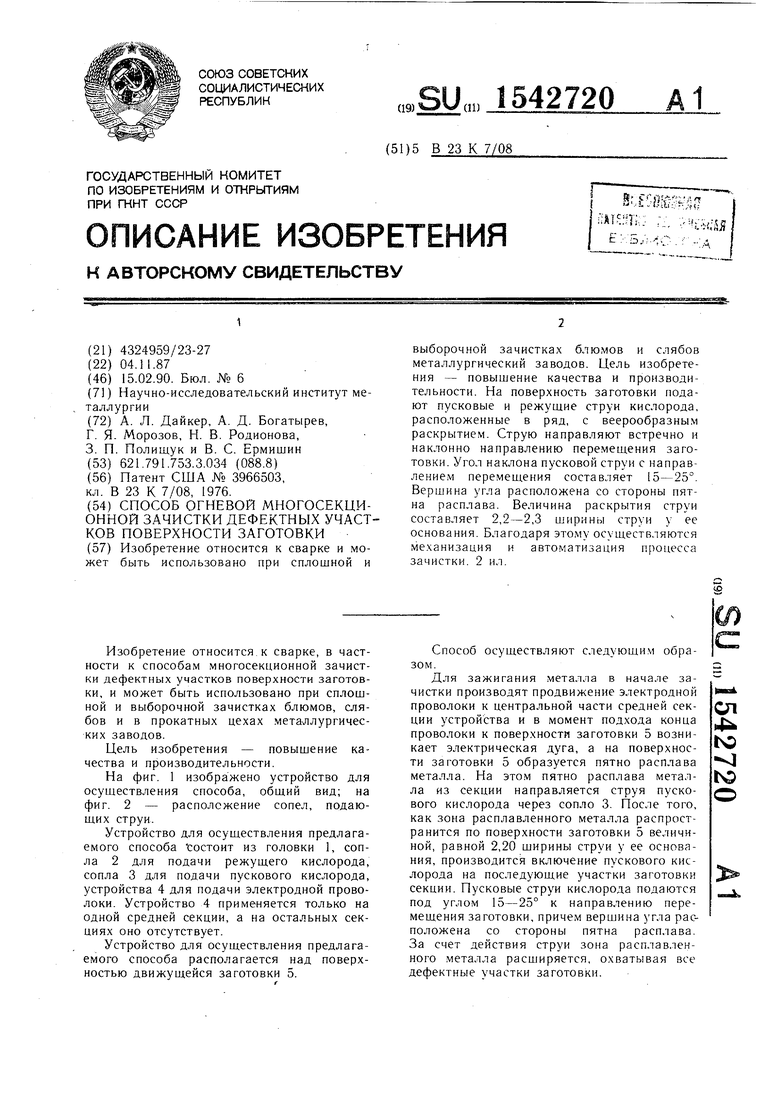

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для огневой зачистки дефектов поверхности металла | 1989 |
|
SU1676762A1 |
| Способ образования ванны расплавленного металла при начале огневой зачистки и устройство для его осуществления | 1980 |
|
SU1263464A1 |
| Способ образования ванны расплавленного металла при огневой зачистке | 1979 |
|
SU1077728A1 |
| Устройство для огневой зачистки металла | 1988 |
|
SU1637968A1 |
| Машина для огневой зачистки холодных слябов | 1980 |
|
SU903008A1 |
| Устройство для огневой зачистки металла | 1976 |
|
SU849989A3 |
| Способ термохимической зачистки поверхности металлических изделий | 1977 |
|
SU1118281A3 |
| Способ огневой зачистки поверхности металлической заготовки | 1976 |
|
SU900795A3 |
| Сопло резака для выборочной огневой зачистки отдельных дефектов на поверхности металлической заготовки | 1976 |
|
SU1153816A3 |
| Устройство для зачистки поверхности металлических изделий | 1979 |
|
SU1087058A3 |
Изобретение относится к сварке и может быть использовано при сплошной и выборочной зачистках блюмов и слябов металлургических заводов. Цель изобретения - повышение качества и производительности. На поверхность заготовки подают пусковые и режущие струи кислорода, расположенные в ряд, с веерообразным раскрытием. Струю направляют встречно и наклонно направлению перемещения заготовки. Угол наклона пусковой струи с направлением перемещения составляет 15 - 25°. Вершина угла расположена со стороны пятна расплава. Величина раскрытия струи составляет 2,2 - 2,3 ширины струи у ее основания. Благодаря этому осуществляются механизация и автоматизация процесса зачистки. 2 ил.
У/////////7//// 7////7
сригЛ
2 фиг. г
У////////////// 5
v
| Патент США № 3966503, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
