Изобретение относится к устройствам (системам) контроля геометрических параметров прокатываемого металла и может использоваться при производстве сортовых гнутых профилей проката.
Цель изобретения - повышение точности индикации разнополочности.
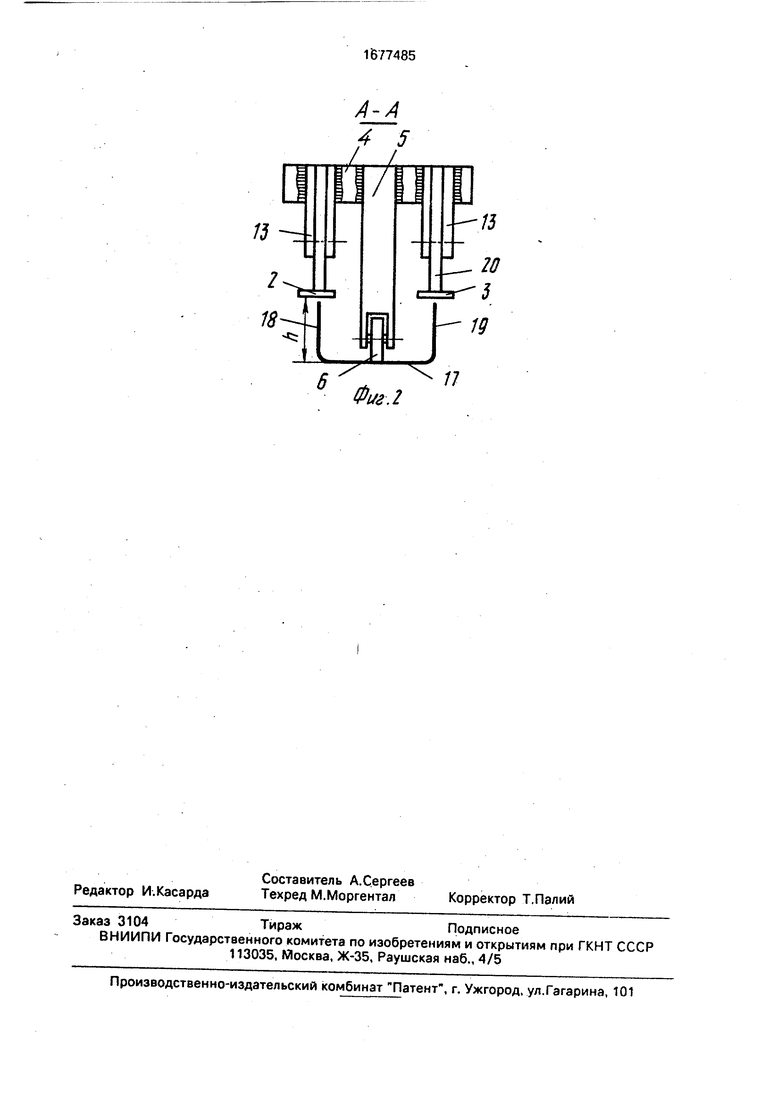
На фиг. 1 показано устройство индикации разнополочности гнутых швеллерных профилей; на фиг. 2 - сечение А-А на фиг. 1.
Контактный узел 1, состоящий из левого 2 и правого 3 скользящих контактов, жестко соединен через поперечину 4 с вертикальным рычагом 5 дополнительного ролика 6, расположенного перед контактным узлом по ходу движения профиля 7 на расстоянии i(0,2-0,6)R от оси ролика до контактного узла. Причем нижняя кромка ролика отстоит от скользящих контактов 2 и 3 по вертикали на расстоянии h, где h - величина максимально допустимой ширины полок профиля.
Контактный узел 1 и дополнительный ролик 6 крепятся с помощью горизонтального рычага 8 к шарниру 9, находящемуся на основании 10, т.е. контактный узел 1 и дополнительный ролик 6 могут вращаться вокруг точки О, передвигаясь по дуге окружности. Перемещение горизонтального рычага 8 QHM3 от исходного положения исключается регулирующим винтом 11 (с его помощью регулируется установка дополнительного ролика 6 и контактного узла 1), упирающимся в основание 10. Возвращение рычага 8 в исходное положение обеспечивается пружиной 12.
Скользящие контакты 2 и 3 установлены на шарнирах планок 13 и при своем перемещении (при касании ими полок профиля) включают электроконтакты 14 с подачей сигнала в контрольно-исполнительный блок. Положение контактов относительно планок 13 фиксируется пружиной 15, а их положение по вертикали может изменяться с помощью специальных установочных винтов (не показаны).
Устройство располагается перед чистовой (последней) клетью 16 стана и работает следующим образом.
Если движущийся профиль имеет загнутый вверх передний конец (показан пунктиром на фиг. 1), то стенка швеллера 17, соприкасаясь с дополнительным роликом 6, сдвигает его и контактный узел 1 в направлении движения профиля, в результате чего контактный узел 1 перемещается вперед (на фиг. 1 - вправо) и вверх, что исключает касание.одного из скользящих контактов левой
18 или правой 19 полкой швеллера.
После захвата переднего конца валками клети 16 профиль уходит вниз, что вызывает возврат контактного узла 1 в исходное положение. При прохождении под скользящим
контактом 2 или 3 полки швеллера с высотой более R происходит поворот рычага 20 контакта с включением электроконтакта 14 и подачей сигнала в контрольно-измерительный блок (КИБ).
Предлагаемое устройство может применяться (с некоторыми незначительными изменениями) и для индикации разнополочности гнутых уголков.
Применение устройства позволяет
уменьшить отсортировку годных профилей и увеличить отгрузку проката с повышенной точностью размеров.
Формула изобретения
1. Устройство индикации разнополочности гнутых профилей проката, содержащее контактный узел и контрольно-измерительный блок, причем электроконтакты контактного узла, расположенного между клетями
прокатного стана, подсоединены к контрольно-измерительному блоку, отличающееся тем, что, с целью повышения точности индикации, оно дополнительно содержит жестко соединенный с контактным
узлом вертикальный рычаг, на нижнем конце которого укреплен ролик, а верхний конец через поперечину соединен с одним концом горизонтального рычага с регулировочным винтом, другой конец которого шарнирно укреплен на основании устройства.
2. Устройство по п. 1,отличающее- с я тем, что контактный узел содержит два скользящих контакта, укрепленных на шарнирных планках.
3. Устройство по пп. 1и 2, отличающее с я тем, что вертикальный рычаг с роликом расположен по ходу движения профилей перед контактным узлом на расстоянии 0,2-0,6 величины максимально
допустимой ширины полок профиля, на величину которой ниже скользящих контактов контактного узла расположена нижняя кромка ролика.
А-А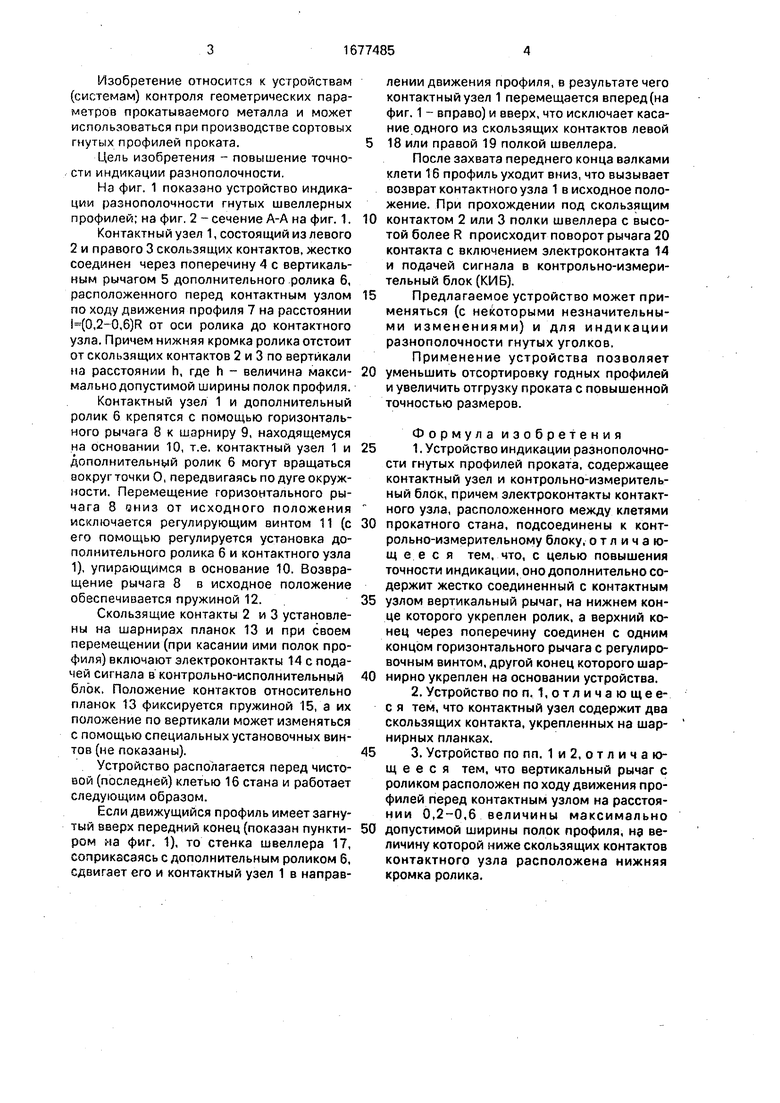
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2009 |
|
RU2391171C1 |
| Способ производства гнутых профилей | 1989 |
|
SU1669613A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТОГО ШВЕЛЛЕРНОГО ПРОФИЛЯ | 1992 |
|
RU2040996C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СОРТОВОГО СТАНА | 2008 |
|
RU2375136C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2007 |
|
RU2343032C2 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1992 |
|
RU2025164C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2157286C1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА НЕРАВНОПОЛОЧНЫХ ГНУТЫХ ШВЕЛЛЕРНЫХ ПРОФИЛЕЙ | 1992 |
|
RU2040993C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА | 1989 |
|
RU2068747C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1997 |
|
RU2115499C1 |
Изобретение относится к устройствам (системам) контроля геометрических параметров проката прокатываемого металла и может быть использовано при производстве сортовых гнутых профилей. Цель изобретения - повышение точности индикации разнополочности гнутых швеллерных профилей. Устройство содержит контактный узел 1, расположенный между клетями прокатного стана, подающий при движении профилей электрический сигнал в контрольно-исполнительный блок, дополнительный ролик 6, жестко связанный с контактным узлом 1 и расположенный по ходу движения профилей перед ним на расстоянии 0,2-0,6 величины максимально допустимой ширины полок контролируемого профиля и ниже его на эту же величину, причем ролик б и контактный узел 1 выполнены с возможностью перемещения по дуге окружности от исходного положения в направлении движения профилей и обратно. 2 ил. сл С 16 о vj 2 00 сл Фчг1
13
Фиг.2
Л
| Шевакин Ю.Ф | |||
| и др | |||
| Технологические измерения и приборы в прокатном производстве | |||
| М.: Металлургия, 1973, с | |||
| Способ получения мыла | 1920 |
|
SU364A1 |
| Чекмарев А.П., Побегайло Г.Г | |||
| Точная прокатка сортовых профилей | |||
| М.: Металлургия, 1968, с | |||
| Устройство непрерывного автоматического тормоза с сжатым воздухом | 1921 |
|
SU191A1 |
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
