(Л
С

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ магнитографического контроля сварных соединений | 1990 |
|
SU1767408A1 |
| Способ магнитографического контроля сварных соединений | 1975 |
|
SU564583A1 |
| Способ магнитографического контроля сварных соединений | 1989 |
|
SU1748036A1 |
| Способ магнитографического контроля | 1984 |
|
SU1462176A1 |
| Способ магнитографического контроля сварных швов | 1991 |
|
SU1797033A1 |
| Способ магнитографического контроля сварных швов | 1990 |
|
SU1755169A1 |
| Способ магнитографического контроля сварных швов | 1990 |
|
SU1805376A1 |
| Способ магнитографического контроля сварных швов | 1989 |
|
SU1748035A1 |
| Способ магнитографического контроля изделий | 1990 |
|
SU1744630A1 |
| Способ магнитографического контроля сварных соединений | 1989 |
|
SU1760439A1 |
Изобретение относится к магнитной дефектоскопии и может быть использовано для обнаружения внутренних дефектов сварных швов магнитографическим методом. Цель изобретения - повышение чувствительности за счет отстройки от помех, обусловленных поверхностными неодно- родностями сварного шва, - достигается благодаря тому, что после совместного намагничивания изделия и магнитной ленты, размещенной на поверхности шва, постоянным магнитным полем, магнитную ленту убирают, размещают на поверхности шва вторую магнитную ленту и воздействуют на изделие полуволной переменного магнитного поля с полярностью, противоположной полярности постоянного поля, и с частотой, определяемой глубиной неровностей поверхности сварного шва, а магнитограмму получают при совместном считывании с обеих лент. 4 ил.
Изобретение относится к области магнитной дефектоскопии и может быть использовано для обнаружения внутренних дефектов сварных швов магнитографическим методом.
Цель изобретения - повышение чувствительности за счет отстройки от помех, обусловленных поверхностными неодно- родностями сварного шва.
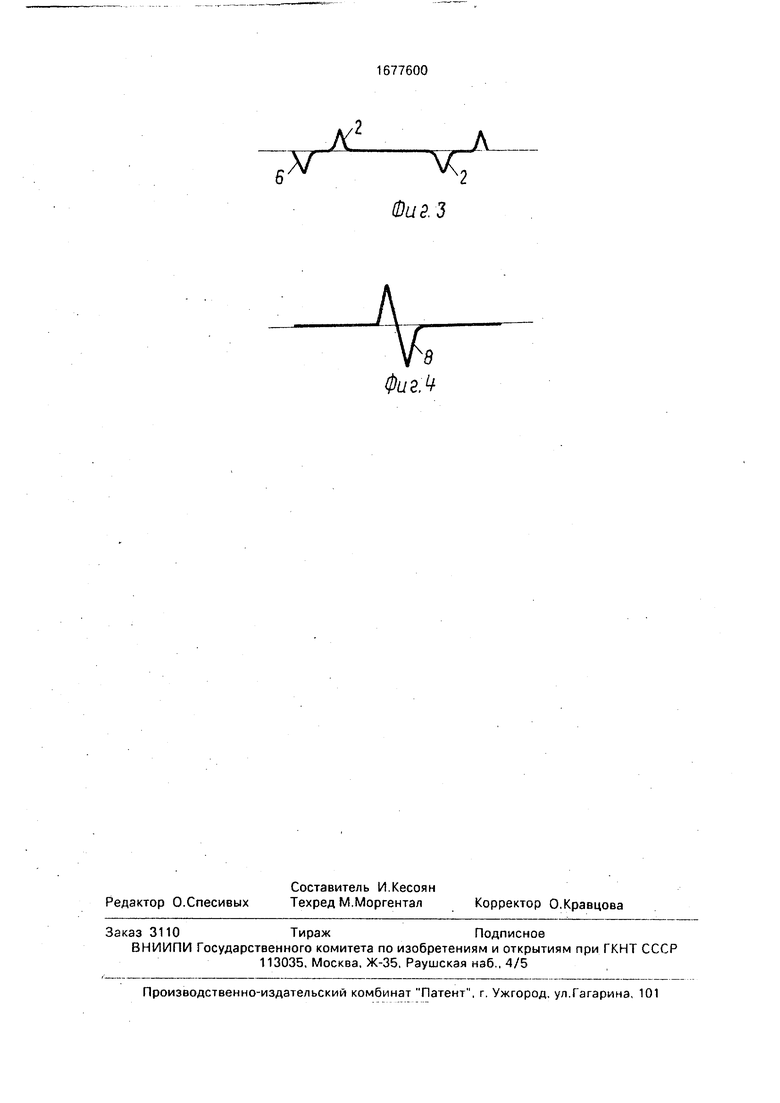
На фиг.1 представлена принципиальная схема реализации способа магнитографического контроля сварных швов: на фиг 2 - магнитограмма, записанная на магнитной ленте при намагничивании сварного шва постоянным полем: на фиг 3 - магнитограмма, записанная на второй ленте при намагничивании сварного шва переменным
полем; на фиг.4 - магнитограмма, полученная при совместном считывании двух лент.
На схеме реализации способа показаны изделие 1 с контролируемым сварным швом 2 и внутренним дефектом 3, размещенная на сварном шве 2 магнитная лента 4 и намагничивающий блок 5. На фиг. 2-4 им- пульсы 6 обозначены от краев ленты, импульсы 7 от краев шва и импульсы 8 от дефекта.
Способ магнитографического контроля сварных швов осуществляется следующим образом.
На контролируемый сварной шов 2 накладывают магнитную ленту 4. Намагничивают магнитную ленту 4 совместно с изделием 1 постоянным магнитным полем Н. В результате действия постоянного магON VI VJ О О О
нитного поля на магнитограмме, полученной при считывании с этой магнитной ленты (фиг.2), видны импульсы 7 полей рассеяния от краев шва, импульсы 8 от дефектов 3, импульсы 6 от краев ленты, а также импульсы, обусловленные неровностями поверхности сварного шва (на фиг.2 не показаны). Затем снимают ленту А с поверхности шва, накладывают на шов другую ленту и воздействуют на изделие полуволной переменного магнитного поля Ну, полярность которого выбирают противоположной полярности поля Н,а частоту определяют в зависимое/и от глубины неровностей поверхности сварного шва. При этом в частном случае IH-I-IKU.
Поскольку благодаря выбранной частоте переменное поле не проникает вглубь металла шва, поле рассеяния от дефектов не возникает и магнитограмма с этой ленты имеет вид, показанный на фиг.З.
Поскольку импульсы на магнитограммах от обеих лент (фиг.2 и 3), импульсы от краев ленты,краев сварного шва и от неровностей поверхности, имеют противоположное направление, на магнитограмме, полученной при совместном считывании с
«L
0
5
0
5
обеих лент, видны только импульсы 8, обусловленные внутренним дефектом 3, т.е. происходит компенсация помех.
Формула изобретения Способ магнитографического контроля сварных швов, заключающийся в том, что ленту накладывают на сварной шов, намагничивают ее совместно с изделием постоянным магнитным полем, затем прикладывают к изделию переменное магнитное поле, считывают магнитограмму и по ней судят о качестве сварного шва, отличающийся тем, что, с целью повышения чувствительности за счет отстройки от помех, обусловленных поверхностными нео- днородностями сварного шва, перед приложением переменного магнитного поля первую магнитную ленту снимают, на поверхность изделия накладывают вторую магнитную ленту, прикладывают к изделию полуволну переменного магнитного поля с полярностью, противоположной полярности постоянного поля, и с частотой, определяемой глубиной неровностей поверхности сварного шва, а магнитограмму получают при совместном считывании с обеих лент.
f
Фиг.1
Фи8.2
К1Л
6
Фиг 3
| Способ магнитографического контроля | 1987 |
|
SU1532862A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ магнитографического контроля сварных соединений | 1975 |
|
SU564583A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
