Изобретение относится к неразрушающему контролю сварных соединений магнитографическим методом дефектоскопии и может быть использовано при контроле качества изделий из ферромагнитных материалов, например, сварных швов полотнищ газгольдеров, резервуаров, трубопроводов, цистерн и т.д.
Цель изобретения - повышение чувствительности при контроле пор и шлаковых включений.
Это достигается тем, что в способе магнитографического контроля сварных швов, заключающимся в намагничивании шва совместно с размещенной на нем магнитной лентой под несколькими заданными углами к направлению, перпендикулярному продольной оси шва, и последующем считывании магнитограммы, согласно изобретению,
намагничивание осуществляют последова.тельно под углами , -Дг./Зз, выбранными из
соотношения I I : I /fe I : I Дз I 1:0,6:0,3,
где 90°- arcsln ) где Ь-ширина
валика шва; с - высота валика шва.
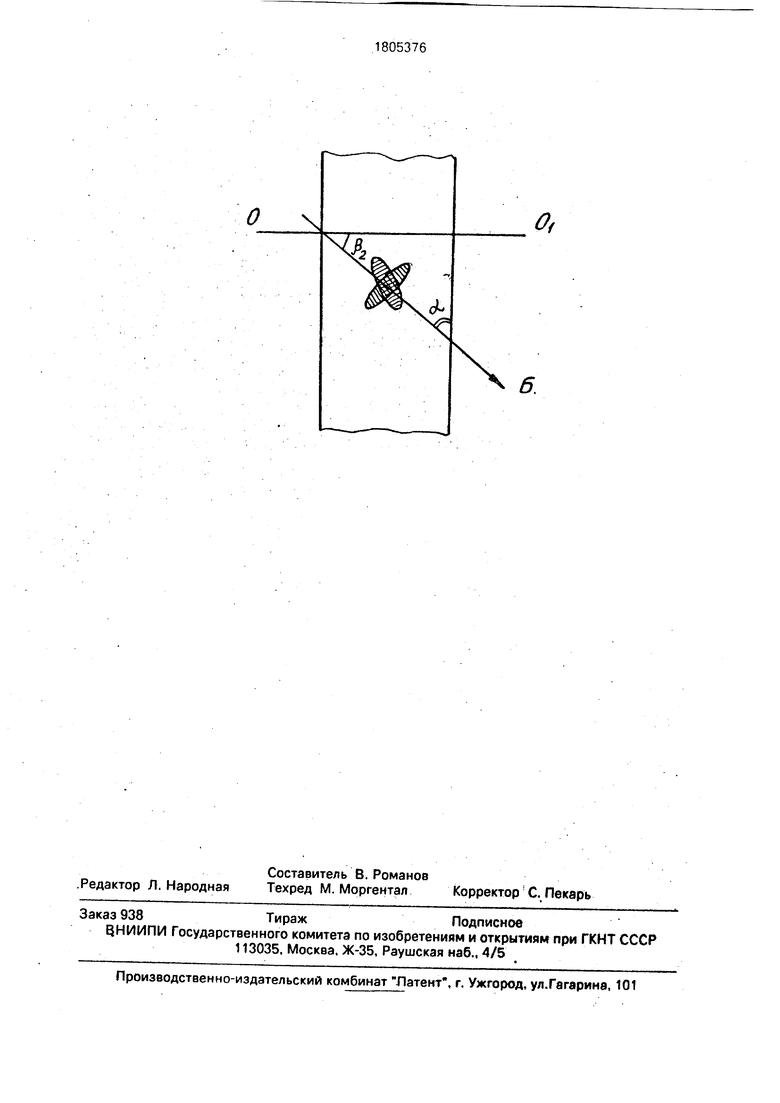
На чертеже изображен вид магнитного отпечатка, обусловленного локальным дефектом, при повторном намагничивании соединения под другим углом к поперечной оси шва.
При намагничивании сварного соединения под некоторым углом Д,, к поперечной оси шва размагничивающий фактор валика усиления шва уменьшается, т.к. ширина шва Ь, вдоль которой осуществляется намагничивание, возрастает. Так. при намагничивасо
о ел
СА VJ QS
нии поперек шва коэффициент формы усиления шва составляет - ь/с, а при
намагничивании под углом /3 9СР-а гр2 - b/c sin а. Следовательно, размагничивающее поле валика усиления шва уменьшается, а результирующее поле в шве - возрастает. Из литературы известно, что при чр 18 амплитуда сигнала от дефекта уже практически не будет зависеть от тр. Следовательно, одним из условий при выборе угла (3 будет чр 18.
Ь . . P.-j
b
Или a arcsin
-arcsln
18c
18c , где / - угол между поперечной осью шва и направлением намагничивания./
При намагничивании под углом к поперечной оси шва значительно повышается намагничивающее поле в сварном шве, и как следствие, индукция в шве и чувствительность контроля сварных соединений на наличие локальных дефектов. Однако вследствие того, что направление остаточной наг магниченное™ на ленте совпадает с направлением намагничивания и не совпадает с направлением считывания (современные дефектоскопы не предназначены для считывания записи под произвольным углом), происходит уменьшение амплитуды сигнала, обусловленного локальными дефектами. Поле дефекта имеет вид эллипса, большая ось которого перпендикулярна вектору намагничивающего поля. Направление остаточной намагниченности ленты в месте дефекта можно частично изменить, если, например, повторно намагничивать сварное соединение совместно с магнитной лентой, однако под другим углом рХфиг.1), по стрелке Б. При этом домены в местах воздействия полей дефектов частично дезориентируются, и некоторая их часть будет ориентирована под меньшим углом к поперечной оси шва или вдоль оси 0 -Qi. Экспериментально можно подобрать такие углы повторного намагничивания, при которых амплитуда сигнала от дефекта вследствие более выгодной ориентации магнитных доменов на ленте (а следовательно, большего изменения магнитного потока, пересекающего витки обмотки магнитной головки) будет значительно большей.
П р и м е р 1. Контролировали сварной образец из стали Ст.З размерами 200x300x6
мм, содержащий валик усиления шва шириной 10,4 мм и высотой усиления 2,0 мм. В корне шва было засверлено углубление имитировавшее дефект в виде поры величиной 100% от толщины. При традиционном способе магнитографического контроля (намагничивание поперек шва) дефект не был обнаружен.
П р им е р 2. Тот же образец контроли
ровали, намагнитив его под углом к поперечной оси шва. Считывание записи осуществляли поперек шва. Амплитуда сигнала от дефекта составила 11 мВ.
Приме р 3. Описанный выше образец
контролировали, намагнитив вначале под углом /3i 63° к поперечной оси, а затем подуглом- 2, причем/3z изменяли через 5°. Максимальная амплитуда сигнала составила 20 мВ.
Пр им е р 4. Описанный выше образец контролировали, намагнитив вначале под углом рЧ 63° к поперечной оси, а затем под углами -рУи , причем р2 и рз изменяли через 5°. При постоянном значении Дгзначения j8 составляли от 0 до 80° к поперечной оси шва. Наибольшая амплитуда сигнала от дефекта составила 24 мВ при соотношении углов pV;pb.:/3b 1:0,6:0,3:
Применение предлагаемого способа
магнитографического контроля позволит повысить чувствительность контроля сварных соединений на наличие пори шлаковых включений,
Ф о р м у л а и з о б р е т е н и я
Способ магнитографического контроля сварных швов, заключающийся в намагничивании шва совместно с размещенной нем магнитной лентой под несколькими заданными углами /3 к направлению, перпендикулярному продольной оси шва, и последующем считывании магнитограммы, отличающийся тем, что, с целью повышения чувствительности при контроле
пор и шлаковых включений, намагничивание осуществляют последовательно под углами pY ,рз - выбранными из соотношения
101 I : l# I : рз 1 1,0:0,6:0,3,
90°-агс81п (г):
b - ширина валика шва; с - высота валика шва.
О
о

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ магнитографического контроля сварных соединений | 1990 |
|
SU1767408A1 |
| Способ магнитографического контроля сварных швов | 1990 |
|
SU1755169A1 |
| Способ магнитного контроля стыковых сварных швов | 1990 |
|
SU1762217A2 |
| Способ магнитографического контроля | 1988 |
|
SU1672345A1 |
| Способ магнитографического контроля сварных швов | 1991 |
|
SU1797033A1 |
| Способ магнитного контроля стыковых сварных швов | 1989 |
|
SU1677601A1 |
| СПОСОБ МАГНИТНОГО КОНТРОЛЯ СВАРНЫХ ШВОВ | 1991 |
|
RU2029298C1 |
| Способ магнитографического контроля сварных швов | 1989 |
|
SU1748035A1 |
| Способ магнитографического контроля стыковых сварных швов | 1990 |
|
SU1793359A1 |
| Способ магнитографического контроля изделий | 1990 |
|
SU1744630A1 |
Изобретение относится к неразрушающему контролю сварных соединений магнитографическим методом дефектоскопии и может быть использовано при контроле качества изделий из ферромагнитных материалов, например сварных швов полотнищ газгольдеров, резервуаров, трубопроводов, цистерн и т.д. Цель изобретения - повышение чувствительности при контроле под и шлаковых включений - достигается благодаря тому, что в способе магнитографического контроля сварных швов, заключающемся в намагничивании шва совместно с размещенной на нем магнитной лентой под несколькими заданными уг- лами р к направлению, перпендикулярному продольной оси шва и последующем считывании магнитограммы, согласно изобретению, намагничивание осуществляют последовательно под углами , - /%, , выбранными из соотношения I I : I /% I : I Дз I 1:0.6:0,3, где # 90° - arcsln () , где b - ширина валика шва; с - высота валика шва. 1 ил. (Л С
| Авторское свидетельство СССР № 1769106,кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
