Изобретение относится к машиностроению и может быть использовано при то кар- ной, шлифовальной и других видах обработки фасонных поверхностей деталей особо высокой точности.
Цель изобретения - расширение технологических возможностей, повышение точности и производительности за счет обработки точных фасонных поверхностей в поле инерционных массовых сил.
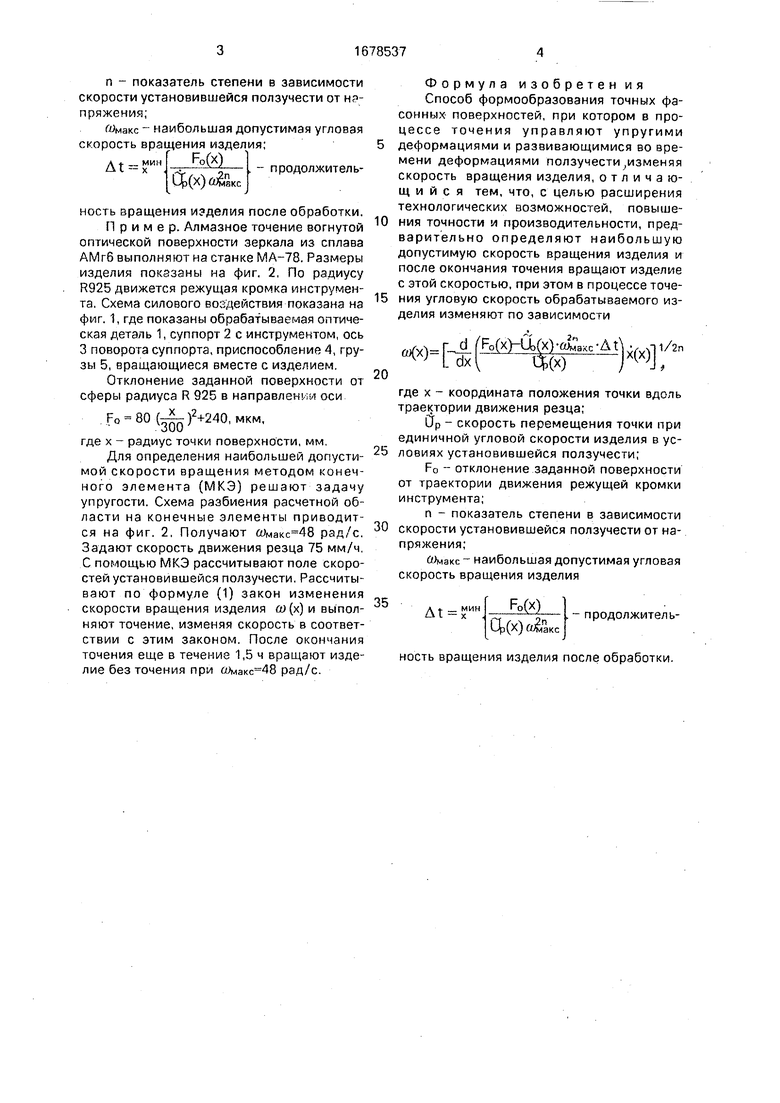
На фиг. 1 изображена схема силового воздействия на изделие; на фиг. 2 - размеры изделия и схема его дискретизации для рас- чата упругих напряжений и перемещений методом конечного элемента.
Способ осуществляют следующим образом.
Определяют наибольшую допустимую скорость вращения изделия. Устанавливают его на станок и выполняют точение, управляя упругими и развивающимися во времени деформациями ползучести, изменяя скорость вращения изделия. После окончания точения продолжают вращение изделия с наибольшей допустимой скоростью. В процессе точения угловую скорость обрабатываемого изделия изменя,т по зависимостих,
,,/уЛ- Г- /Fo(x)-U(x)-QCcc-A О ,.А,0 1/2п
ад Чс х1Щх)
jx(x)V
о
х| 00 СЛ
ы
XI
(1)
где х - координата положения точки вдоль траектории движения резца;
Up - скорость перемещения точки при единичной угловой скорости изделия в условиях установившейся ползучести;
FO - отклонение заданной поверхности от траектории движения режущей кромки инструмента;
n - показатель степени в зависимости скорости установившейся ползучести от напряжения;
(Умакс наибольшая допустимая угловая скорость вращения изделия;
мин oQv
AtЩх)йЈек
. - продолжительность вращения изделия после обработки.
Пример. Алмазное точение вогнутой оптической поверхности зеркала из сплава АМгб выполняют на станке МА-78. Размеры изделия показаны на фиг. 2, По радиусу R925 движется режущая кромка инструмента, Схема силового воздействия показана на фиг. 1, где показаны обрабатываемая оптическая деталь 1, суппорт 2 с инструментом, ось 3 поворота суппорта, приспособление 4, грузы 5, вращающиеся вместе с изделием.
Отклонение заданной поверхности от сферы радиуса R 925 в направлении оси
Ро 80()2+240,мкм,
где х - радиус точки поверхности, мм.
Для определения наибольшей допустимой скорости вращения методом конечного элемента (МКЭ) решают задачу упругости. Схема разбиения расчетной области на конечные элементы приводится на фиг. 2, Получают сомакс в рад/с. Задают скорость движения резца 75 мм/ч. С помощью МКЭ рассчитывают поле скоростей установившейся ползучести. Рассчитывают по формуле (1) закон изменения скорости вращения изделия и(х) и выполняют точение, изменяя скорость в соответствии с этим законом. После окончания точения еще в течение 1,5 ч вращают изделие без точения при Шмакс 48 рад/с.
Формула изобретения Способ формообразования точных фасонных поверхностей, при котором в процессе точения управляют упругими
деформациями и развивающимися во времени деформациями ползучести изменяя скорость вращения изделия, отличающийся тем, что, с целью расширения технологических возможностей, повышения точности и производительности, предварительно определяют наибольшую допустимую скорость вращения изделия и после окончания точения вращают изделие с этой скоростью, при этом в процессе точения угловую скорость обрабатываемого изделия изменяют по зависимости
0
Х)А
dx
$
2м
F0(,(X) ЧЦцакс А 1 ( ,-| 1/2г
(X)
х(х)Т
-I t
5
0
где х - координата положения точки вдоль траектории движения резца;
Up - скорость перемещения точки при единичной угловой скорости изделия в условиях установившейся ползучести;
FO - отклонение заданной поверхности от траектории движения режущей кромки инструмента;
n - показатель степени в зависимости скорости установившейся ползучести от напряжения;
- наибольшая допустимая угловая скорость вращения изделия
А 1- - МИН
At х
FQ(X) Ор(х)А
продолжительность вращения изделия после обработки.
Фиг.1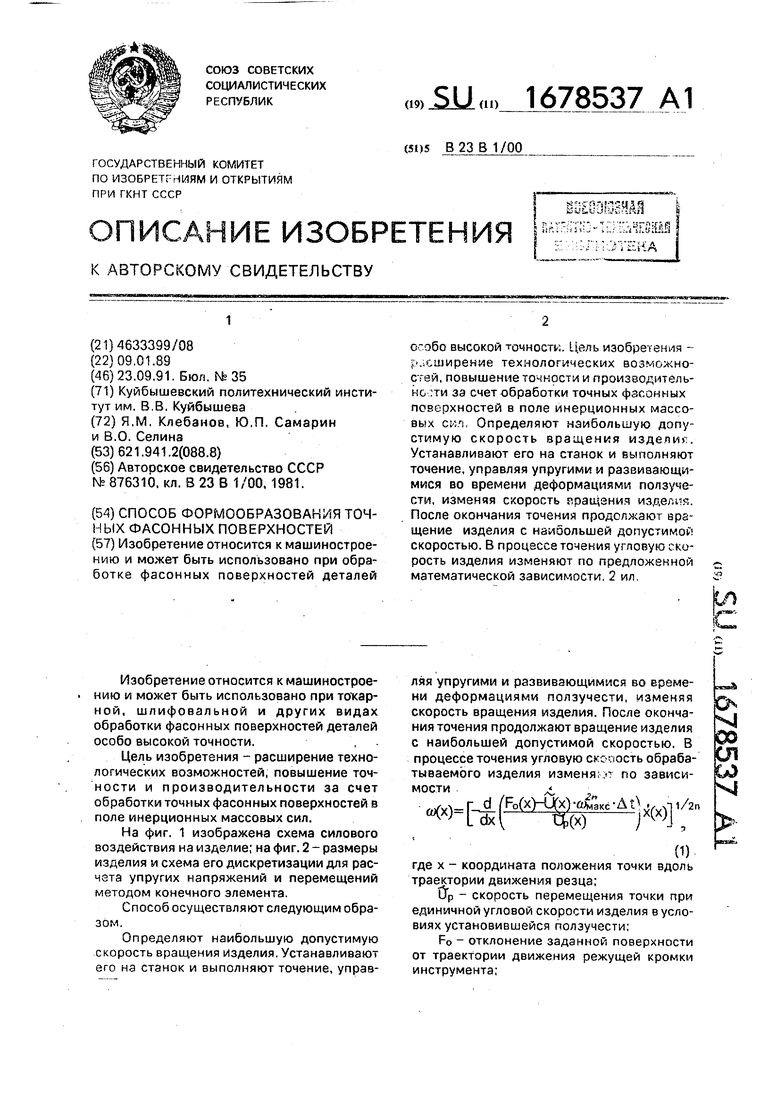
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формообразования точных фасонных поверхностей | 1989 |
|
SU1678538A1 |
| Способ формообразования точных фасонных поверхностей деталей | 1990 |
|
SU1828783A1 |
| Способ формообразования точных фасонных поверхностей деталей | 1990 |
|
SU1828784A1 |
| Способ точения внутренних поверхностей | 1977 |
|
SU659287A1 |
| СПОСОБ ОБРАБОТКИ ФАСОННОЙ ВОЛНИСТОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ СТРОГАНИЕМ | 2010 |
|
RU2456130C2 |
| Токарный станок | 1982 |
|
SU1085676A1 |
| СПОСОБ ОБРАБОТКИ ТОЧЕНИЕМ ПОВЕРХНОСТЕЙ СЛОЖНОГО КОНТУРА | 2008 |
|
RU2422248C2 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2007 |
|
RU2356700C1 |
| Способ точения торцевых фасонных поверхностей | 1975 |
|
SU567552A1 |
| Способ точения некруглых в попереч-HOM СЕчЕНии ТЕл | 1977 |
|
SU818752A1 |
Изобретение относится к машиностроению и может быть использовано при обработке фасонных поверхностей деталей высокой точности. Цель изобретения - ё-,,сширение технологических возможностей, повышение точности и производительно :ти за счет обработки точных фасонных поверхностей в поле инерционных массовых сип. Определяют наибольшую допустимую скорость вращения издепиг. Устанавливают его на станок и выполняют точение, управляя упругими и развивающимися во времени деформациями ползучести, изменяя скорость яращзния изделия. После окончания точения продолжают вращение изделия с наибольшей допустимой скоростью. В процессе точения угловую скорость изделия изменяют по предложенной математической зависимости. 2 ил.
0 660
Фиг. 2
| Способ изготовления фасонных торцевых поверхностей | 1980 |
|
SU876310A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
