Изобретение относится к машиностроению и может быть использовано при токарной, фрезерной, шлифовальной и других видах обработки фасонных поверхностей деталей особо высокой точности.
Цель изобретения - повышение точности изделий, материал которых обладает свойством неупругого возврата.
Поставленная цель достигается тем, что определяют наибольшую допустимую скорость вращения детали и период уменьшения скоростей деформации ползучести в 50 ... 100 раз, вращают изделие с наибольшей допустимой скоростью в течение этого времени, определяют период неупругого возврата деформации ползучести после снятия нагрузки, в середине промежутка предварительного вращения деталь останавливают на период неупругого возврата деформации ползучести, затем замеряют
изменение формы поверхности детали и выполняют точение, изменяя при этом угловую скорость вращения детали в зависимости от формы требуемой поверхности и ее изменения за период неупругого возврата и от скорости движения инструмента по зависимости:
О)
(х) i uЈ(x),K 0,1,...,N, (1)
к 1
ujg(x) (x)-AF(x)/Ue(x),
(2 м (x.O;-UK Vti)
а% (х) -Qe
,
где х - координата положения точки вдоль траектории движения режущего инструмента; t - время прохождения режущего инструмента через точку с координатой х; TI - время остановки детали в конце точения; йе- упругое перемещение точки поверхности при единичной угловой скорости изделия (1 рад/сек); F0 - отклонение заданной поверхности от траектории режущей кромки инструмента; ДР - смещение точек поверхности за период неупругого возврата после снятия нагрузки; Up k дх, t) - неупругая часть перемещения точки поверхности с координатой х в момент времени t, рассчитанная для скорости вращения изделия,
- 1 равной й (х) N число слагаемых,
к1 1
необходимое для вычисления скорости вращения с заданной точностью.
По мнению авторов существенными отличием предложенного является определение периода неупругого возврата деформаций ползучести, за время которого после остановки вращения изделия происходит изменение его формы.
Другое существенное отличие состоит в том, что вращение изделия без точения прерывается на период неупругого возврата с одновременной регистрацией изменения формы обрабатываемой поверхности.
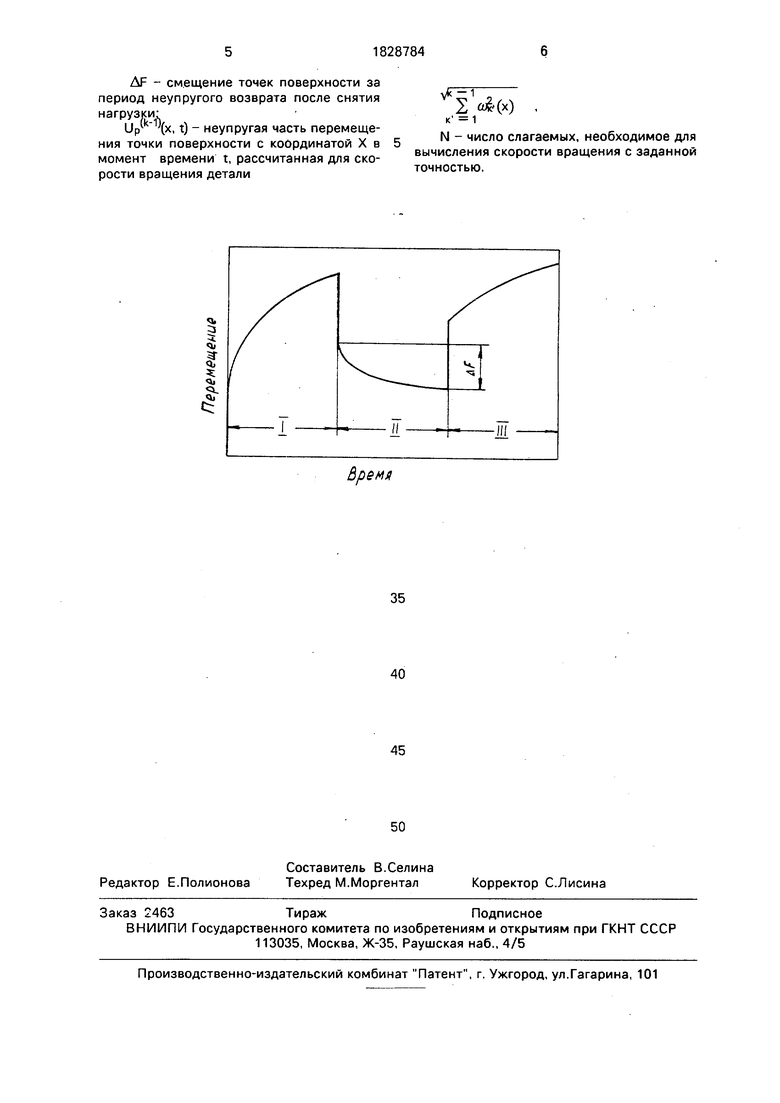
На чертеже показана схема изменения перемещений точек поверхности изделия при вращении (этап I), после остановки в течение периода неупругого возврата (этап II) и при повторном вращении (этап III), в течение которого скорость деформаций ползучести уменьшается по сравнению с начальной в 50 ... 100 раз.
Изобретение иллюстрируется следующим примером точения оптической фасонной поверхности на станке МА-78 (ЭНИ- ИМС). Материал изделия - медь М1б.
По кривым ползучести определили время уменьшения скорости деформаций пол
зучести в 50 ... 100 раз ( 3 ч) и период неупругого возврата ( «2,5 ч). Определила наибольшую допустимую скорость вращения (53 рад/с). Вращали изделие с этой скоростью 1,5 часа, затем останавливала
вращение на 2,5 часа. С помощью лазерного интерферометра измеряли форму поверхности сразу после остановки вращения и через 2,5 ч и определили разность этих измерений Др(х). Повторили вращение со скоростью 53
рад/с в течение 1,5 ч, а затем выполняли точение, изменяя скорость вращения в соответствии с зависимостью (1).
Формула изобретения Способ формообразования точных фасонных поверхностей деталей, при котором определяют наибольшую допустимую скорость вращения детали и период уменьшения скоростей деформации ползучести в 50 - 100 раз, вращают изделие с наибольшей
допустимой скоростью в течение этого вр е- мени, отличающийся тем, что, с целью повышения точности, определяют период неупругого возврата деформации ползучести после снятия нагрузки, в середине промежутка предварительного вращения деталь останавливают на период неупругого возврата деформации ползучести, затем замеряют величину изменения формы поверхности детали и выполняют точение, изменяя при этом угловую скорость вращения детали в зависимости от формы требуемой поверхности и ее изменения за период неупругого возврата и от скорости движения инструмента по соотношению
(О
(х) i йЈ(х),К 0,1N,
к 1
45 ftig (х) - Fo (х) - A F (х) /Ue (x) ; (x) lf-Vt)
50
k-1N,
где Х - точка положения точки вдоль траектории движения режущего инструмента;
t - время прохождения режущего инст- румента через точку с координатой X;
ti - время остановки детали в конце точения,
Ое - упругое перемещение точки поверхности при единичной угловой скорости детали;
AF - смещение точек поверхности за период неупругого возврата после снятия нагрузкиIV ч, t) - неупругая часть перемещения точки поверхности с координатой X в момент времени t, рассчитанная для скорости вращения детали
2 а(х) ,
к 1
N - число слагаемых, необходимое для вычисления скорости вращения с заданной точностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формообразования точных фасонных поверхностей деталей | 1990 |
|
SU1828783A1 |
| Способ формообразования точных фасонных поверхностей | 1989 |
|
SU1678538A1 |
| Способ формообразования точных фасонных поверхностей | 1989 |
|
SU1678537A1 |
| СПОСОБ ОБРАБОТКИ ФАСОННОЙ ВОЛНИСТОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ СТРОГАНИЕМ | 2010 |
|
RU2456130C2 |
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ ТОЧЕНИЕМ | 2009 |
|
RU2412785C1 |
| Способ обработки деталей на станках с системами программного и адаптивного управления | 1976 |
|
SU650783A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДОВ ДЛЯ УСТАНОВОК МАГНЕТРОННОГО РАСПЫЛЕНИЯ ИЗ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2021 |
|
RU2763719C1 |
| Устройство стабилизации скорости резания для токарных станков с ЧПУ | 1983 |
|
SU1136112A1 |
| Способ формообразования оптических деталей с фасонной поверхностью и устройство для его осуществления | 1980 |
|
SU979022A1 |
| Способ точения внутренних поверхностей | 1977 |
|
SU659287A1 |
Использование: изобретение может быть использовано в машиностроении. Сущность изобретения: первоначально определяют период неупругого возврата деформаций ползучести после снятия нагрузки, в середине промежутка предварительного вращения деталь останавливают на период неупругого возврата деформации ползучести, затем замеряют величину изменения формы поверхности детали и выполняют точение, изменяя при этом угловую скорость вращения детали в зависимости от формы требуемой поверхности и ее изменения за период неупругого возврата и от скорости движения инструмента по зависимости ш 2 Юк(х). где к 0,1...; к 1 (х)-ДР(х). ° ХU (х) )(xt))(xt) U o)i(x) при к 0,1, где х - координата положения точки вдоль траектории движения режущего инструмента; t - время прохождения инструмента через точку с координатой X; ti - время остановки детали в конце точения. Ue - упругое перемещение точки поверхности при единичной угловой скорости детали; ДР - смещение точек поверхности за период неупругого возврата после снятия нагрузки; Up, (х, t)- неупругая часть перемещения точки поверхности с координатой X в момент времени, рассчитанная для скорости вращения к - 1 детали, равной V от (х), N число слага К 1 емых, необходимое для вычисления скорости вращения с заданной точностью, 1 ил, сл 00 ю 00 VI 00 iJSk
