Изобретение относится к машиностроению и может быть использовано при токарной, фрезерной, шлифовальной и других видах обработки фасонных поверхностей деталей особо высокой точности.
Цель изобретения - повышение точности изделий, материал которых обладает свойством неупругого возврата,
Поставленная цель достигается тем, что определяют время неустановившейся стадии ползучести и наибольшую допустимую скорость вращения детали, предварительно вращают ее перед механической обработкой с этой скоростью до исчерпания неустановившейся стадии ползучести, определяют
период неупругого возврата деформаций ползучести после снятия нагрузки, в середине промежутка предварительного вращения деталь останавливают на период неупругого возврата, затем заменяют изменение формы поверхности детали, выполняют точение, изменяя угловую скорость вращения в процессе обработки в зависимости от формы требуемой поверхности и ее изменения за период неупругого возврата и от скорости движения инструмента по зависимости
ШМ-Г- d F0(x)-AF(x)
ш( dx Ц, (х) X(X)J (1)
где х - координата положения точки вдоль траектории движения резца; бр - скорость
00
ю
00
VI
00
со
перемещения точки при единичной угловой скорости изделия (1 рад /с) в условиях установившейся ползучести; х-скорость движения инструмента; F0 - отклонение заданной поверхности от траектории режущей кромки инструмента; п - показатель степени в зависимости скорости установившейся ползучести материала от напряжения; ДР - смещение точек поверхности детали за период неупругого возврата после снятия нагрузки.
По мнению авторов существенным отличием предложенного является определение периода неупругого возврата деформаций ползучести, за время которого после остановки вращения изделия происходит изменение его формы.
Другое существенное отличие состоит в том, что вращение изделия без точек прерывания на период неупругого возврата с одновременной регистрацией изменения формы обрабатываемой поверхности.
Изобретение иллюстрируется следующим примером алмазного точения оптической фасонной поверхности на станке МА-78 (ЭНИМС). Материал изделия - алюминиевый сплав АМг 6.
По кривым ползучести определили время первой (неустановившейся) ее стадии ( « 4 ч) и период неупругого возврата (1,5 ч). Определили наибольшую допустимую скорость вращения (75 рад/с). Вращали изделие с этой скоростью на станке в течение 2 часов, затем останавливали вращение на 1,5 ч. С помощью лазерного интерферометра измеряли форму поверхности сразу после остановки вращения и через 1,5 ч и определяли разность этих измерений A F(x). Повторили вращение изделия со скоростью 75 рад/с в течение 2 часов, а затем выполняли точение, изменяя скорость вращения в соответствии в зависимостью (1).
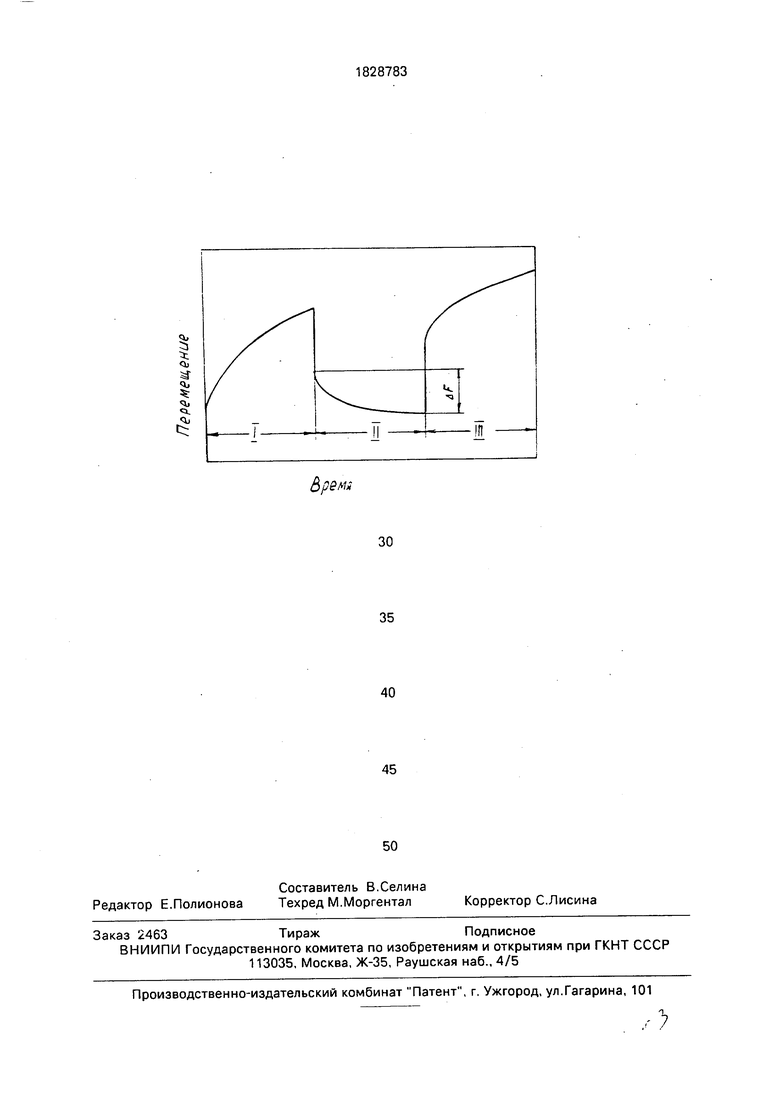
На чертеже показана схема изменения перемещений точек поверхности изделия при вращении (этап I), после остановки в течение периода неупругого возврата (этап
II) и при повторном вращении (этап III), в течение которого завершается стадия неустановившейся ползучести.
Формула изобретения
Способ формообразования точных фасонных поверхностей деталей, при котором определяют время неустановившейся стадии ползучести и наибольшую допустимую скорость вращения детали, предварительно
вращают ее перед механической обработкой с этой скоростью до исчерпания неустановившейся стадии ползучести, отличающийся тем, что, с целью повышения точности, определяют период неупругого
возврата деформаций ползучести после снятия нагрузки, в середине промежутка предварительного вращения деталь останавливают на период неупругого возврата, затем замеряют изменение формы поверхности детали, выполняют точение, изменяя угловую скорость вращения в процессе обработки в зависимости от формы требуемой поверхности и ее изменения за период неупругого возврата и от скорости движения
инструмента по соотношению
ш
M,L.d F°(l-AF(x).M
w L dx q (x) ()
V2n
где x - координата положения точки вдоль траектории движения инструмента;
Up - скорость перемещения точки при единичной угловой скорости изделия (1 рад/с) в условиях установившейся ползучести;
х - скорость движения инструмент
FO - отклонение заданной поверхности от траектории режущей кромки инструмента;
п - показатель степени в зависимости скорости установившейся ползучести материала от напряжения;
AF - смещение точек поверхности детали за период неупругого возврата после снятия нагрузки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формообразования точных фасонных поверхностей деталей | 1990 |
|
SU1828784A1 |
| Способ формообразования точных фасонных поверхностей | 1989 |
|
SU1678538A1 |
| Способ формообразования точных фасонных поверхностей | 1989 |
|
SU1678537A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДОВ ДЛЯ УСТАНОВОК МАГНЕТРОННОГО РАСПЫЛЕНИЯ ИЗ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2021 |
|
RU2763719C1 |
| СПОСОБ РАЗМЕРНОГО МИКРОШЛИФОВАНИЯ ИЗДЕЛИЙ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ КРЕПЛЕНИЯ ОБРАБАТЫВАЕМЫХ ИЗДЕЛИЙ | 2000 |
|
RU2165837C1 |
| Способ формообразования поверхностей оптических деталей | 1986 |
|
SU1324829A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХВЕНЦОВОЙ ЗВЕЗДОЧКИ | 2014 |
|
RU2571983C1 |
| Способ точения некруглых в попереч-HOM СЕчЕНии ТЕл | 1977 |
|
SU818752A1 |
| Способ формообразования оптических деталей с фасонной поверхностью и устройство для его осуществления | 1980 |
|
SU979022A1 |
| Способ точения внутренних поверхностей | 1977 |
|
SU659287A1 |
Использование: изобретение может быть использовано в машиностроении. Сущность изобретения заключается в том, что первоначально определяют период неупругого возврата деформаций ползучести после снятия нагрузки, в середине промежутка предварительного вращения деталь останавливают на период неупругого возврата, затем замеряют изменение формы поверхности детали, выполняют точение, изменяя угловую скорость вращения в процессе обработки в зависимости от формы требуемой поверхности и ее изменения за период неупругого возврата и от скорости движения инструмента по зависимости1 «- - ш%ЈЕм- Г-п х - координата положения точки вдоль траектории движения инструмента; Up - скорость перемещения точки при единичной угловой скорости изделия (1 рад) в условиях установившейся ползучести; х - скорость , движения инструмента; F0 - отклонение заданной поверхности от траектории режущей кромки инструмента; п - показатель степени в зависимости скорости установившейся ползучести материала от напряжения; A F - смещение точек поверхности детали за период неупругого возврата после нагрузки.1 ил. (Л С
Время
| Способ формообразования точных фасонных поверхностей | 1989 |
|
SU1678537A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
