:о j
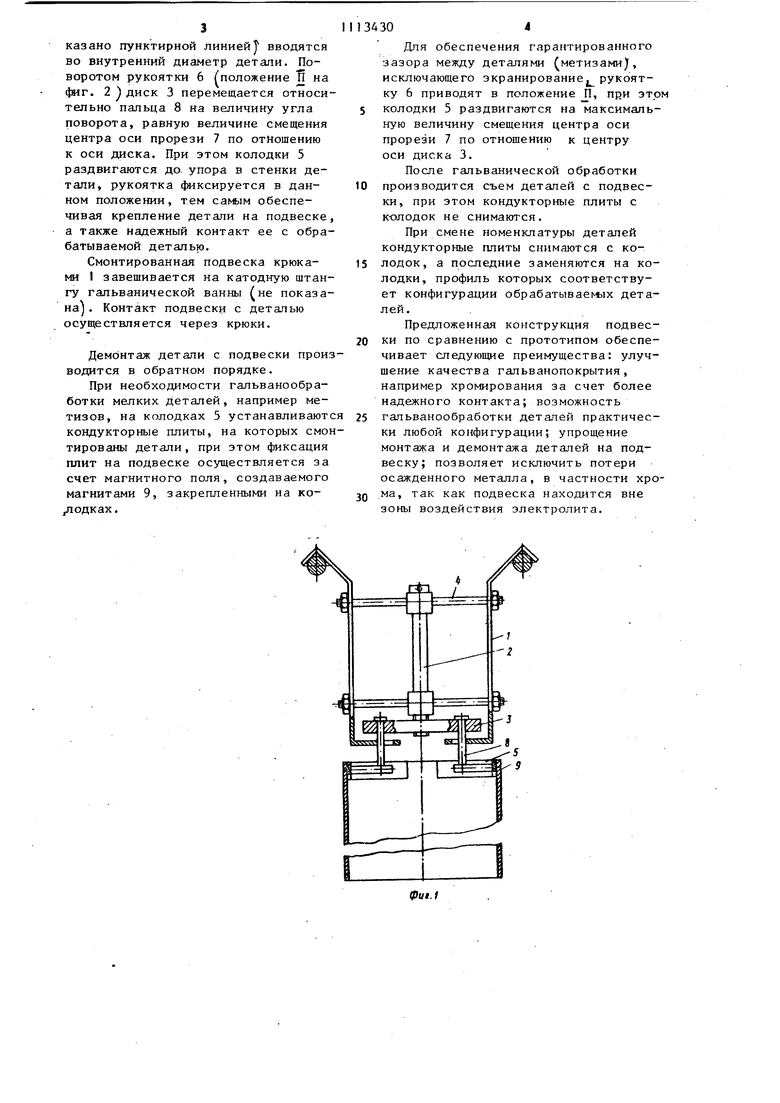
юИзобретение относится к гальвани {еской обработке изделий и может быть использовано, в частности, для хромирования наружной поверхности цилиндрических деталей. Известна подвеска для обработки дет лей в ванне,включающая раму .держатели расположенные по окружности обрабатываемой детали, и зажим с профилированной выточкой, при этом верхние держатели выполнены в виде двуплече го упругого рычага, оснащенного кон тактными элементами Щ . В процессе обработки деталей на подвеске катодные держатели под воздействием электролита наводоражи ваются, в результате чего металл ст новится хрупким, снижаются его пру жинящие свойства, а следовательно, надежность обеспечения равномерного {контакта и удержания деталей. Наибсхпее близкой к предлагаемой является подвеска для гальванической обработки деталей, содержащая подвесные крюки и контактные механиз мы, с элементами поджима. При этом она снабжена эксцентриком, установленным в верхней части контактного механизма, выполненного в виде втулки с прорезями, уштотнительного элемента и подпружиненного конусного штока, установленного внутри втулки с возможностью взаимодействия с эксцентриком zj. В процессе эксплуатации известной конструкции подвески в погруженном в электролит состоянии пружина поджимного элемента под воздействием электролита наводораживается, повышается ее хрупкость и снижаются упру гие свойства. В результате увеличения нагрузрзн на элемент поджима при монтаже изделия на подвеску пружина со сниженными упругими свойствами зачастую ломается. При этом обрабатываемое изделие под своим весом опускается, перемещается) вниз, нарушая тем самым гарантированное соединение контактного механизма с изделием, что снижает надежность кон такта, а следовательно, снижает качество гальванопокрытий. Кроме того известная конструкция подвески предназначена для гальванообработки преимущественно однотипных деталей, что сужает ее технологические возможности. .. . Целью изобретения является повышение надежности работы и расширение технологических возможностей подвески. Поставленная цель достигается тем. что в-подвеске для гальванической обработки деталей, содержащей подвесные крюки с контактнь1м механизмом, контактный механизм выполнен в виде оси, установленной с возможностью поворота диска, закрепленного на оси, и колодок, при этом в диске выполнены дугообразные прорези со смещенными относительно оси диска-центрами, в нижней части подвесного крюка выполнено отверстие, а каждс1я из колодок снабжена пальцем, жестко соединенным с ней и проходяишм через отверстие в подвесном крюке и расположенным в прорези диска. Подвеска снабжена постоянными магнитами, закрепленными по образующей Поверхности колодки. На фиг. 1 показана подвеска в рабочем положении; на фиг. 2 - то же, вид сверху. Подвеска состоит из подвесных крюков 1 с контактным механизмом, выполненным в виде поворотной оси 2 с диском 3, закрепленной на крюках с помощью тяг 4 и колодок 5. В верхней части оси 2 закреплена рукоятка 6. В диске 3 выполнены дугообразные прорези 7 со смещенными относительно оси диска центрами. Каждая из колодок 5 жестко соединена с пальцем 8, пропущенным через направляющее отверстие, выполненное в нижней части крюка 1. Палец 8 установлен в прорези 7 диска 3 и закреплен в колодке 5 с помощью разъемного соединения, например резьбового. Колодки 5 могут быть выполнены любой геометрической форг в зависимости от конструкции обрабатываемой детали. По образукнцей поверхности колодки закреплены постоянные магниты 9, вьшолненные, например, из магнитоотводной стали марки ЕХ5К5 ГОСТ 6862-71. Подвеска работает следующим образом. Деталь массового производства, например обечайка с пилками (габаритные размеры 340 X 600 мм , массой 5,0 кг устанавливается на монтажный стол. Колодки 5 в сжатом состоянии /положение J рукоятки 6 на фиг.2 показано пунктирной линиейJ вводятся во внутренний диаметр детали. Поворотом рукоятки 6 положение П на фиг. 2 диск 3 перемещается относительно пальца 8 на величину угла поворота, равную величине смещения центра оси прорези 7 по отношению к оси диска. При этом колодки 5 раздвигаются до упора в стенки детали, рукоятка (}мксируется в данном положении, тем обеспечивая крепление детали на подвеске а также надежный контакт ее с обрабатываемой деталью.
Смонтированная подвеска крюками 1 завешивается на катодную штангу гальванической ванны не показана . Контакт подвески с деталью осуществляется через крюки.
Демонтаж детали с подвески проиводится в обратном порядке.
При необходимости гальванообработки мелких деталей, например метизов, на колодках 5 устанавливают кондукторные плиты, на которых смотированы детали, при этом фиксация плит на подвеске осуществляется за счет магнитного поля, создаваемого магнитами 9, закрепленными на ко/юдках.
Для обеспечения гарантированного зазора между деталями метизами), исключающего экранирование рукоятку 6 приводят в положение П, при это колодки 5 раздвигаются на максимальную величину смещения центра оси прорези 7 по отношению к центру оси диска 3.
После гальванической обработки производится съем деталей с подвески, при этом кондукторные плиты с к-олодок не снимаются.
При смене номенклатуры деталей кондукторные плиты снимаются с колодок, а последние заменяются на колодки, профиль которых соответствует конфигурации обрабатываемых деталей.
Предложенная конструкция подвески по сравнению с прототипом обеспечивает следующие преимущества: улучщение качества гальванопокрытия, например хромирования за счет более надежного контакта; возможность гальванообработки деталей практически любой конфигурации; упрощение монтажа и демонтажа деталей на подвеску; позволяет исключить потери осажденного металла, в частности хрома, так как подвеска находится вне зоны воздействия электр-олита.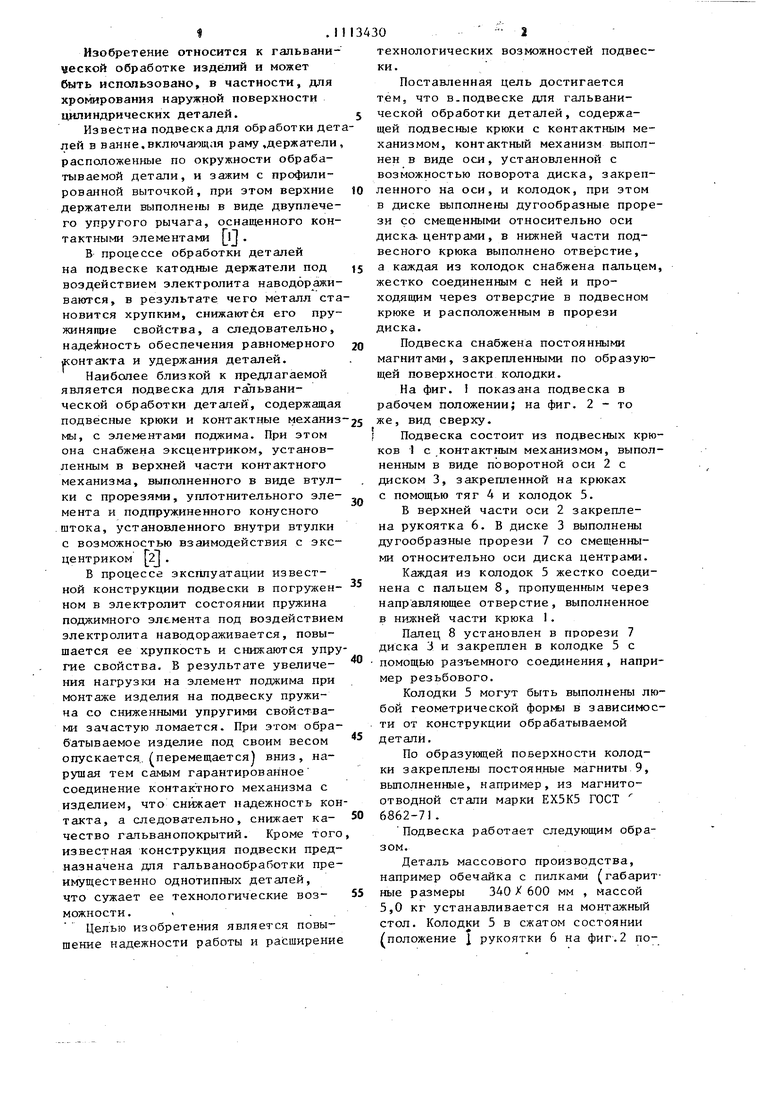
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гальванической обработки деталей | 1989 |
|
SU1730213A1 |
| Подвеска для электрохимической обработки деталей | 1981 |
|
SU1046353A1 |
| Устройство для электролитического нанесения покрытий | 1989 |
|
SU1678911A1 |
| Подвеска для гальванической обработки деталей | 1988 |
|
SU1560641A1 |
| Анод для гальванотехники составной конструкции | 1989 |
|
SU1773950A1 |
| Подвеска для гальванической обработки деталей | 1990 |
|
SU1754801A1 |
| Подвеска для гальванической обработки деталей типа болтов | 1985 |
|
SU1258893A1 |
| Подвеска для гальванической обработки деталей | 1990 |
|
SU1830397A1 |
| Устройство для гальванической обработки деталей | 1987 |
|
SU1497290A1 |
| Подвеска для электрохимической обработки деталей | 1985 |
|
SU1306983A1 |
I. ПОДВЕСКА ДЛЯ ГАЛЬВАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ, содержащая подвесные крюки с контактным механизмом, отличающаяся .тем, что, с целью повышения надежности работы и расширения технологических возможностей подвески, контактный механизм выполнен в виде оси, установленной с возможностью поворота диска, закрепленного на оси , и колодок, при этом в диске выполнены дугообразные прорези со смещенными относительно оси диска центрами, в нижней части подвесного крюка выполнено отверстие, а каждая из колодок снабжена пальцем, жестко соединенным с ней и проходящим через отверстие в подвесном крюке и расположенным в прорези диска. 2. Подвеска по п. 1, о т л и чающаяся тем, что она снабг жена постоянными магнитами,, закрепленными по образующей поверхности колодки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Подвеска для гальванической обработки деталей | 1981 |
|
SU953014A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
