Изобретение относится к испытательной технике, а конкретно к способам определения качества покрытий.
Цель изобретения - повышение информативности и достоверности результатов контроля путем раздельного получения данных о хрупкости покрытия и об адгезионной прочности.
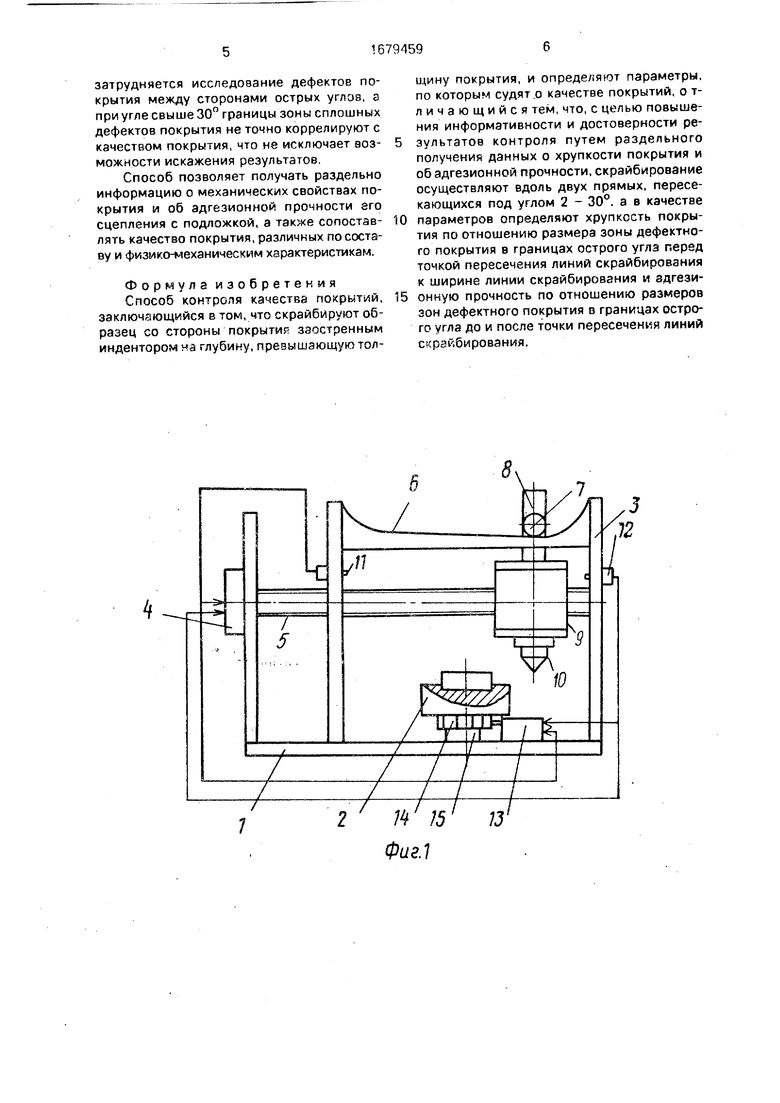
На фиг.1 показана кинематическая схема устройства для скрайбирования образцов; на фиг.2 - вид зоны, прилегающей к точке пересечения линий скрайбирования при хорошей адгезии и вязком покрытии; на фиг.З - то же, при хорошей адгезии и хрупком покрытии; на фиг.4 - то же, при плохой адгезии вязкого покрытия; на фиг.З - то же, при плохой адгезии хрупкого покрытия.
Стрелками на фиг.2 - 5 показано направление перемещения индентора по второй линии скрайбированич.
Устройство содержит плиту 1, на которой установлен предметный столик 2, имеющий возможность поворота вокруг своей оси и фиксации в двух положениях. На плите закреплены стойки 3,к которым прикреплен электродвигатель 4, вал которого связан с ходовым винтом 5. Между другими стойками 3 размещена копирная планка 6, с которой контактирует ролик 7, установленный на штоке 8. Шток 8 соединен с кареткой 9, на внутренней поверхности которой выполнена ходовая гайка. В штоке закреплен ин- дентор 10. На стойках установлены концевые выключатели 11 и 12. предназнаО
XI
Ч)
ел о
чемные для контакта с кареткой 9 и электрически связанные с электродвигателем 4 и электромагнитом 13, который взаимодействует с храповиком 14, установленным на валу предметного столика 2. В предметном столике 2 выполнено углубление для установки образца 15.
Способ при помощи устройства осуществляют следующим образом.
При работе устройства, после включения электродвигателя 4, приводится во вращение ходовой винт 5, что вызывает перемещение каретки 9, При этом ролик 7 катится по колчрной планке G, вследствие чего шток 8 опускается w индикатор 10 производит скрайбмрованме поверхности образца 15, внедряясь в него на глубину, большую, чем толщина покрытия. После контакта иаретки 9 с концевым переключателем 11 подаются сигналы на реверс электродвигателя 4 и на срабатывание электромагнита 13. Электромагнит 13, воздействуя на храповик 14, поворачивает предметный столик и фиксирует его во втором положении. После рэверса электродвигателя 4 каретка 9 перемещается з обратном направлении и мндмкатор 10 схрайбирует поверхность образца по лм- HWH, расположенной под углом к первой линии скрайбирования. Каретка 9 перемещается до контакта с концевым выключателем 12, подающим команду на выключение электродвигателя 4.
Таким образом, при работе устройства производится скрайбирование говерхно сги образца заостренным мндентором гдоль двух прямых линий, пересекающихся л од углом от 2 до 30 на (лубину, превышающую толщину покрытия, и исследуют дефекты покрытия в зонах, примыкающих -. точке пересечения г. скрейб ровакм до 14 после их пересечения.
При скрайбированми вдоль каждой линии скрайбирования на покрытии возникает сеть трещин. Перёд точкой пересечения /глний скрайбмровакия дефектов участки спиваются, образуя единую зону сплошного растрескивания, размеры которой определяются прежде всего хрупкостью самого покрытия и в значительно меньшей степени адгезионными силами сцепления покрытия с подложкой. Размеры зоны сплошных дефектов покрытия, расположенной после точки пересечения линий скрайбирования, как правило, больше чем перед этой точкой. Это вызвано тем, ч го при втором скрайби- рованик, после пересечения индентором первого скрайбироваиия индентор не тспь- ко ломает покрытие, но и отрывает его от подложки. Так как на разламывающее по|-
крытие, воздействие индентора одинаково до и после точки пересечения линий скрайбирования различия в размерах зон дефек- гно(0 покрытия определяются только
5 срьшающим воздействием индентора и характеризуют адгезионную прочность сцепления,
Вид зоны, прилегающей к точке пересечения линий скрайбирования, зависит
10 от адгезионной прочности и от вязкости покрытия.
При этом информация о вязкости покрытия содержится з размерах зоны дефек15 тов. расположенной до точки пересечения линий скрайбирования, Например, на фиг.2 размеры зоны сплошных дефектов (hi, И) до точки пересечения линий скрайбирования, значительно больше, чем соответствующие
20 размеры зоны, показанной на фиг.З. Это позволяет сделать вывод о том, что покрытие, показанное на фиг.2, менее хрупкое, чем покрытие, показанное на фиг.З.
Информация об адгезионной прочности
25 сцепления покрытия с подложкой может быть получена только при сопоставлении размеров зон до и после точки пересечения линий скрайбирования.
Например, так как отношения -или на фиг.2 и 3 одинаковы, можно сделать
30
35
40
па
hi
вывод о равной адгезионной прочности показанных на них покрытий.
При плохой адгезии (см.фиг.4 и 5) соотношение размеров или площадей зон дефектного покрытия до и после точки пересечения линий скрайбирования увеличивается.
Характерным признаком слабого адгезионного сцепления покрытия с подложкой яочяется расположение дефектов покрытия не только в границах острого угла, но и в границах тупого угла, расположенного за
5 линией первого скрайбирования.
Таким образом о хрупкости покрытия судят по размеру зоны дефектного покрытия в границах острого угла перед точкой пересечения линий скрайбирования при по°0 стоянстве для всех образцов ширины линий скрайбирования или же по соотношению этих зон и ширины линии скрайбирования, а об адгезионной прочности судят по отношению размеров зон дефектного покрытия в границах острого узла до и после точки пересечения линий скрайбирования.
Угол между линиями скрайбирования выбирают в пределах от 2 до 30° из следующих соображений. При угле, меньшем 2°,
55
затрудняется исследование дефектов покрытия между сторонами острых углов, з при угле свыше 30° границы зоны сплошных дефектов покрытия не точно коррелируют с качеством покрытия, что не исключает возможности искажения результатов.
Способ позволяет получать раздельно информацию о механических свойствах покрытия и об адгезионной прочности его сцепления с подложкой, а также сопоставлять качество покрытия, различных по составу и физико-механическим характеристикам.
Формула изобретения Способ контроля качества покрытий, заключающийся в том, что скрайбируют образец со стороны покрытиг заостренным индентором на глубину, превышающую толщину покрытия, и определяют параметры, по которым судят о качестве покрытий, о т- личающийся тем, что, с целью повышения информативности и достоверности результатов контроля путем раздельного получений данных о хрупкости покрытия и об адгезионной прочности, скрайбирование осуществляют вдоль двух прямых, пересекающихся под углом 2 - 30°. а в качестве
параметров определяют хрупкость покрытия по отношению размера зоны дефектного покрытия в границах острого угла перед точкой пересечения линий скрайбирования к ширине линии скрайбирования и адгезионную прочность по отношению размеров зон дефектного покрытия в границах острого угла до и после точки пересечения линий скрзйбирования.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЦЕНКИ КАЧЕСТВА СЦЕПЛЕНИЯ ПОКРЫТИЯ С ОСНОВОЙ | 1996 |
|
RU2117930C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ АДГЕЗИИ ПЛЕНКИ К ПОДЛОЖКЕ | 2002 |
|
RU2207544C1 |
| СПОСОБ ОЦЕНКИ СВОЙСТВ ИНСТРУМЕНТАЛЬНЫХ МАТЕРИАЛОВ | 1996 |
|
RU2124715C1 |
| Способ определения прочности сцепления покрытия с подложкой | 1987 |
|
SU1430835A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТАНГЕНЦИАЛЬНОЙ ПРОЧНОСТИ АДГЕЗИОННОЙ СВЯЗИ АНТИФРИКЦИОННЫХ ПОКРЫТИЙ | 1997 |
|
RU2134873C1 |
| Способ маятникового скрайбирования | 2015 |
|
RU2613576C1 |
| Способ определения адгезионной прочности покрытия к подложке | 1985 |
|
SU1429001A1 |
| МАЯТНИКОВЫЙ СКЛЕРОМЕТР С ЛАЗЕРНЫМ УСТРОЙСТВОМ | 2016 |
|
RU2619448C1 |
| СКЛЕРОМЕТР | 1998 |
|
RU2141106C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2014 |
|
RU2570340C1 |

Изобретение относится к испытательной технике, а конкретно к способам определения качества покрытий. Целью изобретения является повышение информативности и достоверности результатов контроля путем раздельного получения данных о хрупкости покрытия и об адгезионной прочности. Производят скрайбирование поверхности образца на глубину, превышающую толщину покрытия, вдоль прямых линий, пересекающихся под углом 2 - 30°. Измеряют зоны дефектного покрытия в границах острого угла до и после точки пересечения линий скрайбирования. О хрупкости покрытия судят по отношению размера зоны дефектного покрытия до точки пересечения линий скрайбирования к ширине линии скрзйби- рования, а адгезионную прочность определяют по отношению размеров зон дефектного покрытия до и после точки пересечения линий скрайбирования. 5 ил. ё
4
2 W /5 73 Фиг.1
Фиг.г
Фиг.З
| Групповой технологический процесс нанесения многослойных покрытий МЗП-компо- зит ЮВАМ | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Комплект документации: Харьков, Филиал ГСПКТБ, Оргприминструмент, 1988 | |||
