Изобретение относится к производству прямошовных электросварных труб и может быть использовано для удаления внутреннего грата со сварного шва трубы.
Цель изобретения - повышение надежности работы устройства для удаления внутреннего грата.
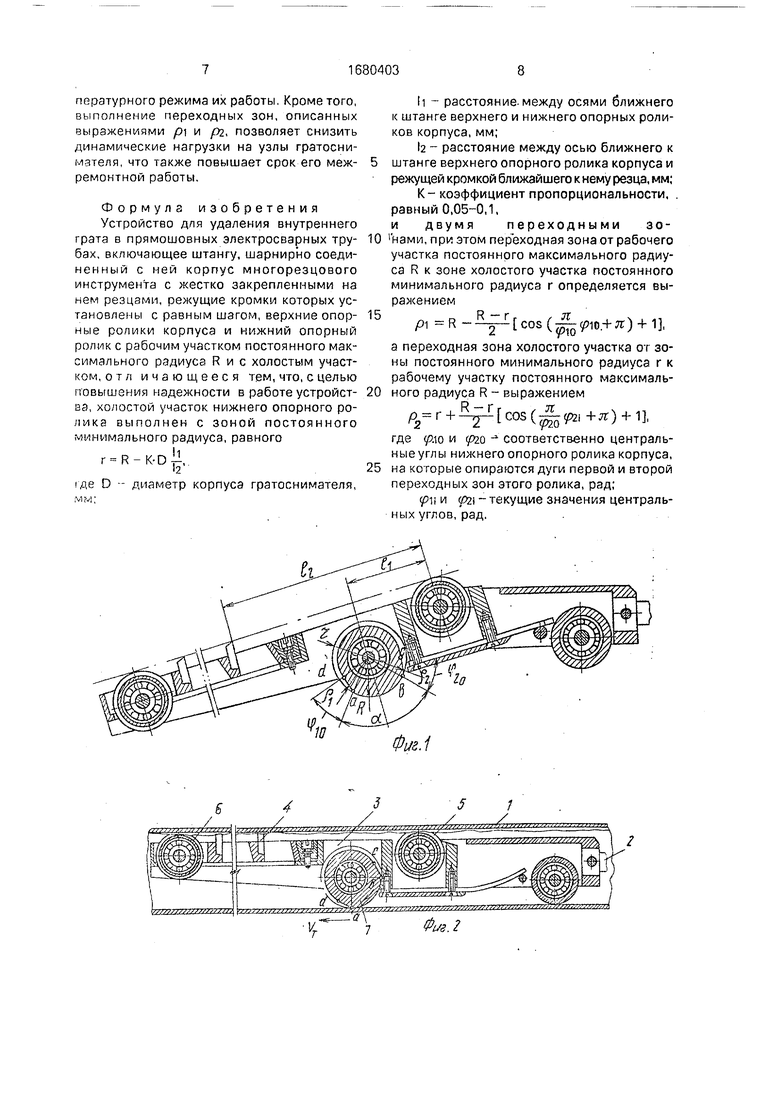
На фиг. 1 представлено устройство для удаления внутреннего грата из прямошовных электросварных труб, общий вид; на фиг. 2-6 - устройство в рабочем состоянии с различными положениями нижнего опорного ролика относительно внутренней поверхности движущейся трубы: на фиг. 7 и 8 - результаты расчетов величин отношения размеров кривизны к радиусу г (фиг 7) и радиусу R; на фиг. 9 - график перемещения резцов в зависимости от положения опорного ролика.
Устройство для удаления внутреннего грата из трубы 1 состоит из штанги 2, шар- нирно соединенного с ней корпуса многорезцового инструмента 3, жестко закрепленных нз нем резцов 4, верхних опорных роликов 5 и 6, нижнего опорного ролика 7.
Нижний опорный ролик выполнен в виде эксцентрика с рабочим и холостым участками, обозначенными на чертежах соответствен но точками ab и acb (фиг. 1-6). Рабочий участок выполнен в виде сектора с постоянно максимальным радиусом R.
Холостой участок имеет три зоны: с постоянным минимальным радиусом r(dc); переходная от рабочего участка постоянного максимального радиуса R к зоне постоянного минимального радиуса r(ad); переходная от зоны постоянного минимального радиуса
О ОС
g
о
со
г к рабочему участку постоянного максимального радиуса R(cb)
Устоойство работаег следующим образом
При движении свариваемой трубы 1 верхние опорные ролики 5, 5 и нижний опорный ролик 7 своей поверхностью контактирует с внутренней поверхностью Tpv- бы 1 и получают вращательное движение
Начиная с момента касания точки а нижнего опорного ролика 7 с внутренней поверхностью трубы 1 (фт ) до момснтг отрыва точки b от нее (фиг. 3) нижний опорный оолич 7 контактирует с внутренней поверхностью трубы 1 своим рабочиг. участком описанным постоянным мальным радиусом R При зточ верхние ролики касаются пн/тленней поверхности трубы в зоне сварного шва, а оезцы, находясь в контакте с внутренним гра.ом, среза- ют в1 о.
При дальнейшем движении трубы нижний опорный ролик проворачивается и на- чинас контактировать с внутренней поверхностью грубы точками переходной зоны be холостого участка (фиг 4} Так как расг зячие отоси вращения нижнего олор i.oro PWIO до его контура neotxon ной зсим Ьс холос того участка уменьшается по мере |фоворота этою рогика 7, жестко закрепленного на оси в корпусе гратос - и- чате тя о послелчий вместе с резцами на отходиib С зоны сварною шва тоуоы и г го десс срезания внутоеннего граTi rT CcniHTprcq.
/Далее, начинав с мс/мсыа касания точ- i4 / с опэонлго oo/ui d 7 с st vipen- ней поверхностью труб;, 1 («tnr /l) до момента отрыва точки d от нее (фиг 5}, нижний опорный ролик 7 контактирует с внут- ренней поверхностью трубь 1 своей зоной описанной постоянным минимальным радиусом г. При отом корпус I грзюснимате ля, верхний опорный ролик и резцы находятся на максимальном удалении от зо- ны сварного шва трубы, не касаясь внутреннего грата, чем обеспечивается охпахдьчие режущих кромок резное. При дальнейшем движении трубы I нижний опорный контактировП ь с ьнутренней по- верхностью трубы точками в горой переходной зон; da холостого учсХ.кь (фиг Ь )ак расстояние от оси вращение нижнего опорного ролика f дч то1,ак ею контура пе РСХОПНОЙ зоны da XG л сотого участка увели- ч гагтся по мере пш тротэ JTOIO ролика , opnv/c гр тосни ;гэпр с оесаопи начинает ч /, ься м Р ro4 /rt i, I osi ii по/н е Т1 1 )
С -1
тельно, вращении нижнего опорного ролика цикл работы гратоснимателя повторяется.
Выражение для определения величины минимального радиуса определено из требований гарантированного выхода режущей кромки первого относительно нижнего опорного ролика резца из взаимодействия со срезаемым гоатом и геометрических параметров корпуса гратоснимателя.
В этом выражении величина коэффициента 0,,1 выбирается исходя из величины необходимого отвода резцов от грата, которая для гратоснимателя, предназначенного для удаления внутреннего грата из труб наружным диаметром D свыше 200 мм равна 0,05 D, а для тоуб с наружным диаметром D менее 200 мм - 0,1 D.
При значении коэффициента К меньше 0,5 для всех диаметров труб не будет отвода резцов от грата а необходимую величину, что скажется на ix стойкости.
При значениях коэффициента К больше 0,1 величина отвода резцов от грата стано- вится чрезмерно большой, что увеличивает динамические нагрузки на узлы устройства
Указанные соотношения для радиусов о лере одных зон нижнего опорного ролика корпуса записаны в полярных координатах, т е в наиболее удобной для расчета и последующего изготовления профиля ролика
Закон описывающий контур переходных зон этого ролика, выбран исходя из требований минимальных динамических нагрузок, возникающих в деталях гратоснимателя
Выражения для определения радиусов, списывающих переходные зоны, определены таким образом, чтобы выполнялись следующие требования к профилю переходных зон нижнего опорного ролика корпуса.
При q(i -о, р,- К ;так как
(
г пр„ ,
R rr
p--B-VHЈ H.r
3рг г гри -0, in как ,(|оО) + ,.
V Wz, U, Pa-r - wsl tMlfJHj.a /
5 Правильное плавное сопряжение кривы Р точках
, р0
Н полярных координатах угол между рз- nyf огч-icмором и касательной к кривой оп- ftiеч е ся
tg,
Для участков ролика, описанных радиусами R и г из одного центра tg // , так как . Соответственно для переходных зон в точках и р должно выполняться равенство:
dЈ iR-r. .21
2
Sin
&)
О
Sin
(ЈИч.
0
dif к-г fr
T- U
R-p Ч- Ч Но
6. Минимизация центрального ро при отсутствии перегибов и выпук кривой, описывающей контур ролика реходных зонах.
В полярных координатах это трение выражается соотношением
(3- +2 (pi)2 -pp 0 Учитывая,что
р П
- / v -)
2R-rcos(),
2 ovpo после необходимых преобразований учаем
ri|R - г
ро А - омин
7. Возможна меньшая разность м радиусами кривизны участков с постоми радиусами г, R и соответствующимдиусами /01 лр2 кривизны переходных точках сопряжения.
В полярных координатах радиус визны любых кривых описывается вынием
R - Р2+(
-о
р2+2(
В точках сопряжения переходных участками постоянного радиуса г и R
R1
«.p(f,-0)-й.,(ч. R-r/5
H«:
R-r, TU.I
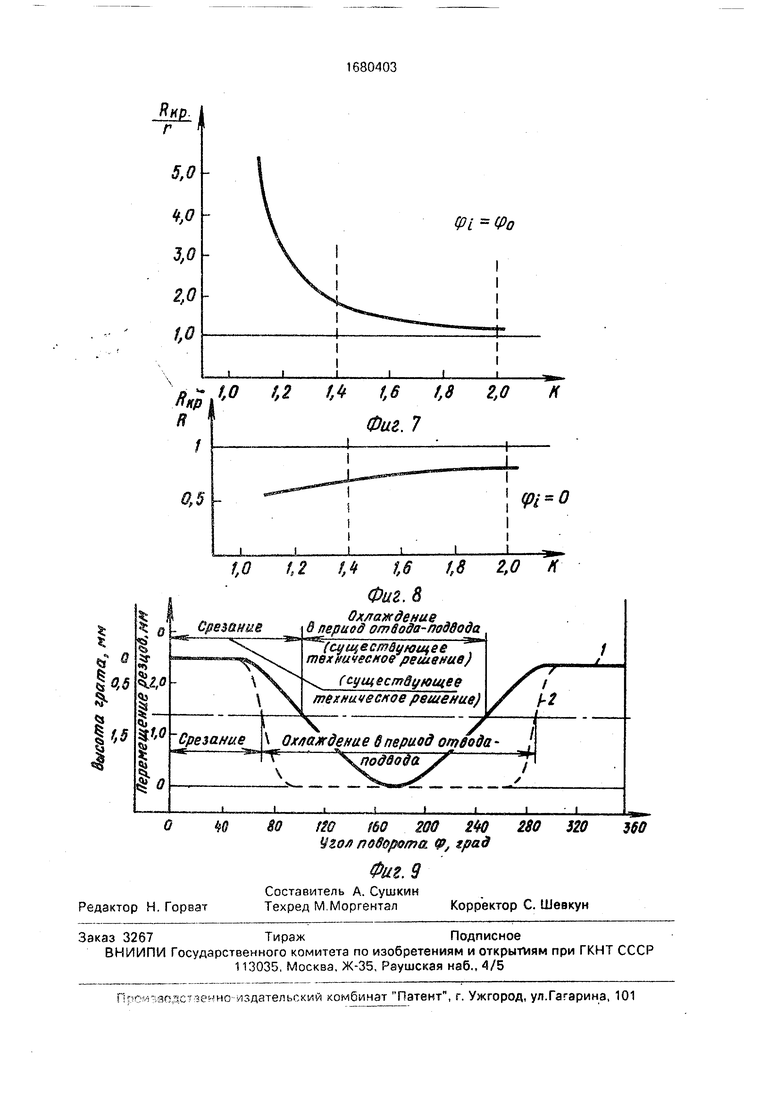
На фиг, 7 и 8 представлены результаты проведенных расчетов величин отношения радиусов кривизны к радиусу г (фиг. 7) и радиусу R (фиг. 8) в точках А (р0 и 0 соответственно. Как следует из полученных данных, применяемый интервал значений центральных углов ( и о, на которые опираются дуги первой и второй переходных зон холостого участка ролика, равен.
Применение для сопряжения рабочего и холостого участков нижнего опорного ро- лмка центральных углов переходных зон
1
.-.
.«.
приводит к увеличению динамических усилий, возникающих в деталях гратоснима- 5 теля и обусловленных значительной разностью в радиусах кривизны сопрягающихся кривых, а значит,и большим ускорением (замедлением) при совершении корпусом многорезцового инструмента колебательного 0 движения.
Выбор для этих переходных зон центральных углов
1 -V
2.0Я-ЗР5Г.
5 нецелесообразен, так как разница в радиусах кривизны сопряженных кривых мала и меняется незначительно. Однако с увеличением центральных углов и (р20 происходит сокращение времени отсутствия
0 взаимодействия резцов с гратом, что снижает их стойкость.
При применении нижнего опорного ролика корпуса с профилем, описанным предлагаемыми зависимостями (фиг, 8, кривая 2),
5 в многорезцовом устройстве для удаления внутреннего грата отвод резцов из рабочего положения в нерабочее и последующий их возврат в рабочее положение осуществляется быстрее, чем при применении нижнего
0 опорного ролика с профилем, выполненным в соответствии с существующими техническими решениями (фиг. 9 кривая 1), что в свою очередь существенно повышает еремя отдыха резцов и их стойкость.
5Пример. Устройство для удаления
внутреннего грата из электросварных пря- мошовных труб ф 114 и 3,5 мм испытано в условиях Таганрогского металлургического завода. При этом нижний опорный ролик
0 имел следующие геометрические размеры (фиг. 1): постоянный максимальный радиус мм; центральный угол а 85°.
Постоянный минимальный радиус определяется по формуле
5 19П
k-0 44-0,1x90 39,5 мм 2240
Центральные углы нижнего опорного ролика корпуса, на которые опираются дуги одной и другой переходных зон этого роли- 0 ка
44 -39,5
1,5 х 180-- 65е
х39,5
Расчет текущих радиусов р и pi первой и второй зон производился по указан- 5 ным формулам через каждые 5°.
Устройство позволяет существенно повысит ь надежность работы гратоснимателя Это связано в первую очередь с повышением стойкости резцов из-за улучшения температурного режима их работы, Кроме того, выполнение переходных зон, описанных выражениями р и pz, позволяет снизить динамические нагрузки на узлы гратосни- мзтеля, что также повышает срок его межремонтной работы.
Формула изобретения Устройство для удаления внутреннего грата в прямошовных электросварных трубах, включающее штангу, шарнирно соединенный с ней корпус многорезцового инструмента с жестко закрепленными на нем резцами, режущие кромки которых установлены с равным шагом, верхние опорные ролики корпуса и нижний опорный ролик с рабочим участком постоянного максимального радиуса R и с холостым участком, о т л ичающееся тем, что, с целью повышения надежности в работе устройства, холостой участок нижнего опорного ролика выполнен с зоной постоянного минимального радиуса, равного
r R-K-D J1, 12
|де D -- диаметр корпуса гратоснимателя,
И - расстояние-между осями ближнего к штанге верхнего и нижнего опорных роликов корпуса, мм;
2 - расстояние между осью ближнего к
штанге верхнего опорного ролика корпуса и
режущей кромкой ближайшего к нему резца, мм;
К- коэффициент пропорциональности, . равный 0,05-0,1.
и двумя переходными зо- нами, при этом переходная зона от рабочего участка постоянного максимального радиуса R к зоне холостого участка постоянного минимального радиуса г определяется выражением
р1 R Rjzlj cos ( + Я) + 1,
а переходная зона холостого участка от зоны постоянного минимального радиуса г к рабочему участку постоянного максималь- ного радиуса R - выражением
(|+л:) + 1,
где р.ю и дао - соответственно центральные углы нижнего опорного ролика корпуса, на которые опираются дуги первой и второй переходных зон этого ролика, рад;
pii и pi - текущие значения центральных углов, рад.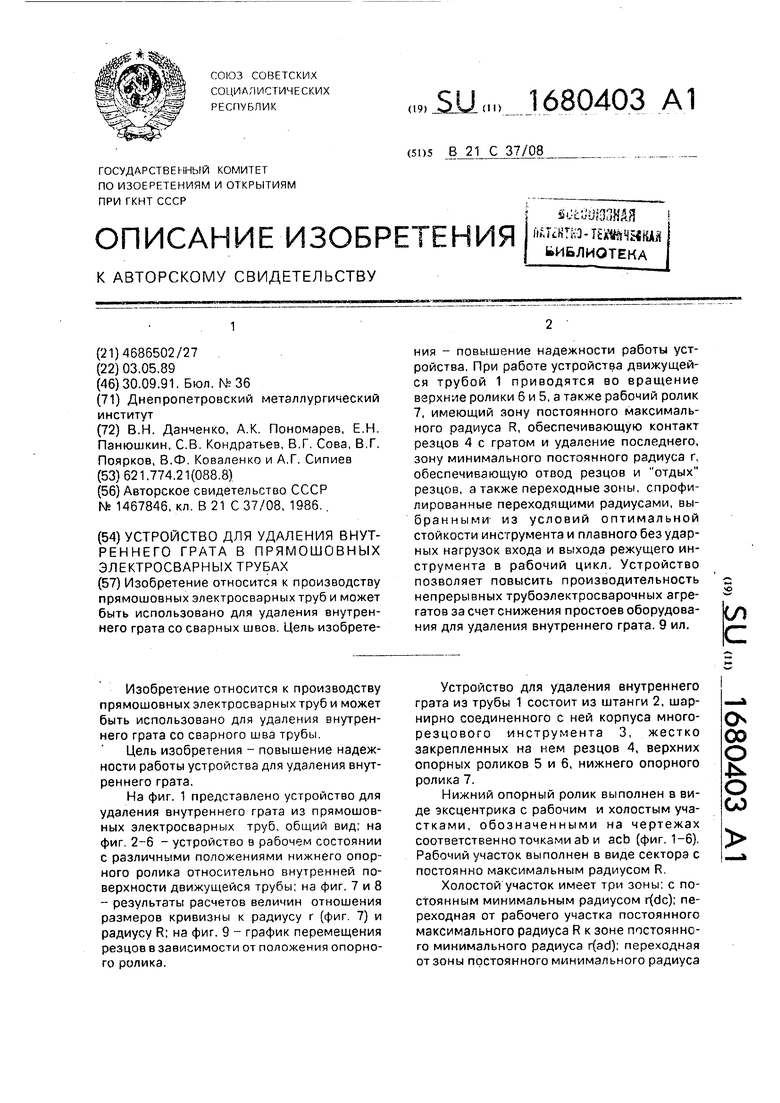


| название | год | авторы | номер документа |
|---|---|---|---|
| ГРАТОСНИМАТЕЛЬ ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2006 |
|
RU2299106C1 |
| Устройство для удаления внутреннего грата из прямошовных электросварных труб | 1987 |
|
SU1766553A1 |
| ГРАТОСНИМАТЕЛЬ ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2006 |
|
RU2299105C1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2016 |
|
RU2633857C1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 1996 |
|
RU2100169C1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2000 |
|
RU2199425C2 |
| ГРАТОСНИМАТЕЛЬ ДЛЯ СНЯТИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 1972 |
|
SU425691A1 |
| Гратосниматель для обработки внутренней поверхности труб | 1986 |
|
SU1340861A1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ ТРУБ НА НЕПРЕРЫВНЫХ СТАНАХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2007240C1 |
| Способ удаления внутреннего грата и устройство для его осуществления | 1986 |
|
SU1349818A1 |

Изобретение относится к производству прямошовных электросварных труб и может быть использовано для удаления внутреннего грата со сварных швов. Цель изобретения - повышение надежности работы устройства. При работе устройства движущейся трубой 1 приводятся во вращение верхние ролики 6 и 5, а также рабочий ролик 7, имеющий зону постоянного максимального радиуса R, обеспечивающую контакт резцов 4 с гратом и удаление последнего, зону минимального постоянного радиуса г, обеспечивающую отвод резцов и отдых резцов, а также переходные зоны, спрофилированные переходящими радиусами, выбранными из условий оптимальной стойкости инструмента и плавного без ударных нагрузок входа и выхода режущего инструмента в рабочий цикл. Устройство позволяет повысить производительность непрерывных трубоэлектросварочных агрегатов за счет снижения простоев оборудования для удаления внутреннего грата. 9 ил. СО с
k01К.1
Ч3
тiv
VM
СП
RKP В
- tfO t,2 /A 1,6 1,8 2,0
Фиг. 7
1
0,5
f,0 1,2 1,4 16 1,8 2,0 К
ъ
0,5
(PL fPo
к
1
| Авторское свидетельство СССР № 1467846, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
