Изобретение относится к порошковой металлургии, в частности к производству фрикционных дисков методом припекания металлокерамических накладок к стальным несущим каркасам.
Целью изобретения является повышение прочности сцепления накладок с каркасом.
Способ осуществляют следующим образом.
Нанесение флюса осуществляют в электростатическом поле (ЭСП), для чего порошок флюса пропускают через ионизационную камеру, где частицы приобретают электрический заряд. Заряд противоположного знака сообщают стальному каркасу, при этом заряженные частицы флюса равномерным слоем оседают на его поверхности. Затем напыленный каркас помещают в камеру с повышенной влажностью, где гигроскопический флюс поглощает из воздуха влагу. Влагосодержание в слое флюса может изменяться в пределах 20-50 мас.%. После насыщения напыленного слоя влагой до указанных значений каркас извлекают из камеры и производят сушку при 100-250°С.
Пример. Производилось припекание двух накладок толщиной 2 мм из металлокерамики МК-5 к стальному каркасу толщиной 4 мм. Перед напылением стальной каркас подвергался струйно-абразивной обработке электрокорундом. На подготовленную поверхность напылением в ЭСП наносили с двух сторон флюс марки ПВ 209Х (кислота борная 35%, гидрат окиси калия 30%, фтористо-водородная кислота 35%). Напряжение между каркасом и ионизатором
О 00
1
СП
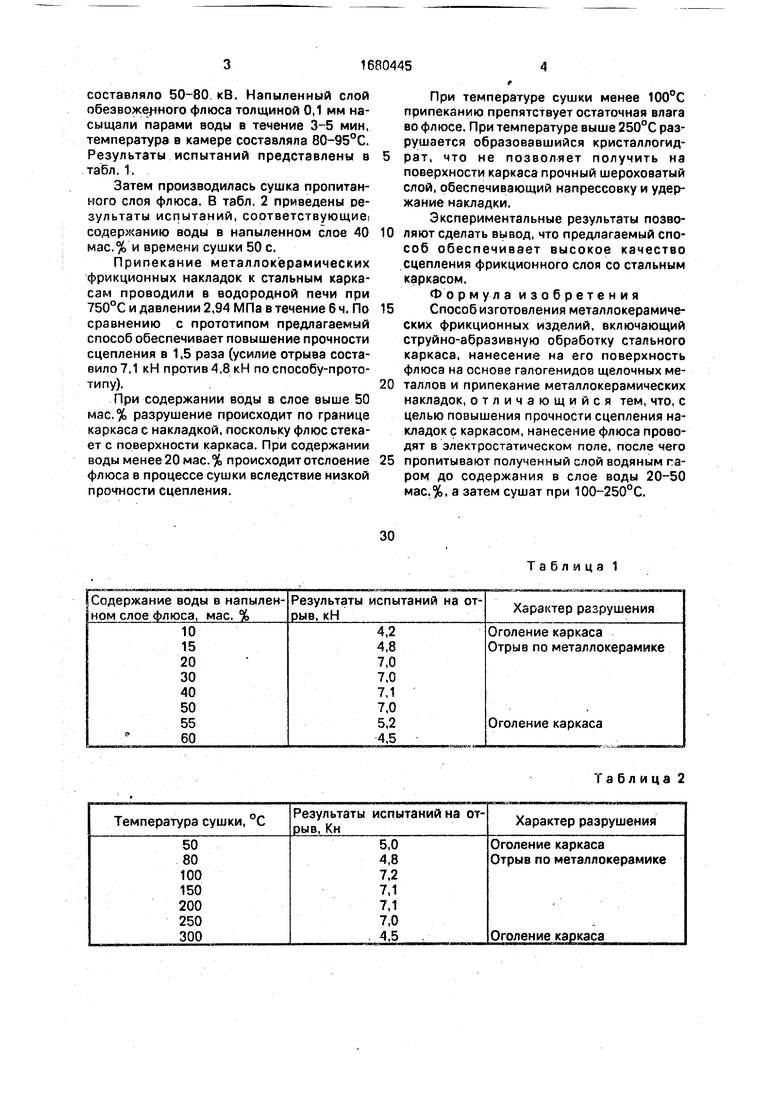
составляло 50-80 кВ. Напыленный слой обезвоженного флюса толщиной 0,1 мм насыщали парами воды в течение 3-5 мин, температура в камере составляла 80-95°С. Результаты испытаний представлены в табл. 1.
Затем производилась сушка пропитанного слоя флюса. В табл. 2 приведены ое- зультаты испытаний, соответствующие содержанию воды в напыленном слое 40 мас.% и времени сушки 50 с.
Припекание металлокерамических фрикционных накладок к стальным каркасам проводили в водородной печи при 750°С и давлении 2,94 МПа в течение 6 ч. По сравнению с прототипом предлагаемый способ обеспечивает повышение прочности сцепления в 1,5 раза (усилие отрыва составило 7,1 кН против 4,8 кН по способу-прототипу).
При содержании воды в слое выше 50 мас.% разрушение происходит по границе каркаса с накладкой, поскольку флюс стекает с поверхности каркаса. При содержании воды менее 20 мас.% происходит отслоение флюса в процессе сушки вследствие низкой прочности сцепления.
При температуре сушки менее 100°С припеканию препятствует остаточная влага во флюсе. При температуре выше 250°С разрушается образовавшийся кристаллогидрат, что не позволяет получить на поверхности каркаса прочный шероховатый слой, обеспечивающий напрессовку и удержание накладки.
Экспериментальные результаты позволяют сделать вывод, что предлагаемый способ обеспечивает высокое качество сцепления фрикционного слоя со стальным каркасом.
Формула изобретения
Способ изготовления металлокерамических фрикционных изделий, включающий струйно-абразивную обработку стального каркаса, нанесение на его поверхность флюса на основе галогенидов щелочных металлов и припекание металлокерамических накладок, отличающийся тем, что, с целью повышения прочности сцепления накладок с каркасом, нанесение флюса проводят в электростатическом поле, после чего
пропитывают полученный слой водяным га- ром до содержания в слое воды 20-50 мас.%, а затем сушат при 100-250°С,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления фрикционных изделий | 1987 |
|
SU1473902A1 |
| Способ изготовления многослойных спеченных фрикционных изделий | 1986 |
|
SU1444084A1 |
| Способ изготовления фрикционных изделий | 2019 |
|
RU2812246C2 |
| Способ изготовления фрикционных изделий | 2015 |
|
RU2653385C2 |
| Способ изготовления фрикционных изделий | 1980 |
|
SU944786A1 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2011 |
|
RU2481955C2 |
| Способ изготовления фрикционных изделий | 2019 |
|
RU2709886C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФРИКЦИОННОГО ИЗДЕЛИЯ С НАКЛАДКАМИ ИЗ МЕТАЛЛОКЕРАМИКИ НА ОСНОВЕ МЕДИ | 1997 |
|
RU2114719C1 |
| СПОСОБ НАНЕСЕНИЯ НАРУЖНОГО ТРЕХСЛОЙНОГО ПОКРЫТИЯ НА МАГИСТРАЛЬНУЮ ТРУБУ | 2014 |
|
RU2559621C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2017 |
|
RU2665939C1 |
Изобретение относится к порошковой металлургии и может быть использовано при производстве фрикционных дисков. Цель - повышение прочности сцепления накладок с каркасом. Для этого осуществляют нанесение флюса в электростатическом поле, пропитывают полученный слой водяным паром до содержания в слое воды 20-50 мас.%, а затем сушат его при 100-250°С. 2 табл.
Таблица 1
| Федорченко И.М., Крячек В.М. | |||
| Панаио- ти И.И | |||
| Современные фрикционные материалы | |||
| Киев, Наукова думка, 1975, с | |||
| Парный рычажный домкрат | 1919 |
|
SU209A1 |
| Способ изготовления фрикционных изделий | 1980 |
|
SU944786A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
