4 N( 4
О
сх
4
11
Изобретение относится к порошково металлургии, в частности к способам изготовления фрикционных изделий путем припекания на стальной каркас порошкового слоя, которые могут быть использованы в кaчecтв e тормозных колодок, фрикционных дисков и др.
Цель изобретения - повышение прочности сцепления порошкового слоя со стальным каркасом.
Способ осуществляют следующим образом.
На стальной каркас газотермическим напылением порошков наносят пок- , состоящее из 85-90% меди или медного сплава и 10-15% флюса на ос- нове галогенидов щелочных металлов (например, фторидов и хлоридов лития калия и др.)i
Подача в зону напыления одновременно порошков 1еди или медьсодержащего сплава и флюса на основе галогенидов щелочных металлов приводит к тому, что флюс плавится совместно с напыляемым металлом. Б результате каждая капля жидкого металла в факеле напь1ления оказывается защищенной пленкой жидкого флюса. В момент удара капли о поверхность стали пленка флюса разрывается и не препятствует плотному контакту напыленного металла с подложкой. Застывший флюс собирается по границам напыленных капель и в порах покрытия. При последующем спекании флюс реагирует как с частицами подслоя, так и со стальным каркасом в зоне припекания что обеспечивает высокую прочность связи покрытия с основой.
Пример. На стальной каркас из стали 65 Г диаметром 105 мм совместным газотермическим напьвдением наносят покрытие, состоящее из 10-15 флюса на основе галогенидов щелочных металлов и 85-90% меди,
Напыление осуществляют газопламенным металлизатором марки МГИ-2М с использованием медной проволоки диаметром 2 мм. На срез сопла металли- затора непосредственно в зону плавления проволоки роторным питателем подают порошковый флюс, содержащий KF 90%, bill 10%, Толщина напыленного слоя 2-0,05 мм на каждую сторону каркаса. Затем на каркас напрессовывают порошковую шихту марки МК-5, собирают диски в . стопки через стальные прокладки и спекают в сбор
под давлением в защитной среде по общепринятой технологии. В зависимости от содержания флюса в покрытии получены следующие значения усилий отрыва покрытия от подложки (см. таблицу),
5
с
0
5
0
5
0
Применение газотермического меднения стального каркаса одновременно смесью порошков меди и флюса позволяет существенно повысить адгезио напекаемого порошкового слоя к стальной основе за счет очистки поверхности от кислорода в присутствии флюса. Это облегчает диффузионные процессы на границе сталь-медь и приводит к повьш ению прочности сцепления фрикционного слоя с основой в 4-7 раз.
Способ позволяет увеличить производительность труда на операции меднения стальных каркасов в 2-3 раза, полностью исключить применение вы- сокотоксичных цианистых злектроли- тов, в 10 раз снизить потребность в основных и вспомогательных производственных площадях.
Формула изобретения
Способ изготовления многослойных спеченных фрикционных изделий, включающий меднение стального каркаса, напрессовку на его поверхность порошковой шихты и последующее спекание полученной заготовки под давлением в защитной среде, отличающийся тем, что, с целью повьщ1е- ния качества изделий за счет повышения прочности сцепления порошково го слоя со стальным каркасом, меднение осуществляют газотермическим напылением смеси на основе медьсодержащего сплава и 10-15% флюса на основе галогенидов щелочных металлов.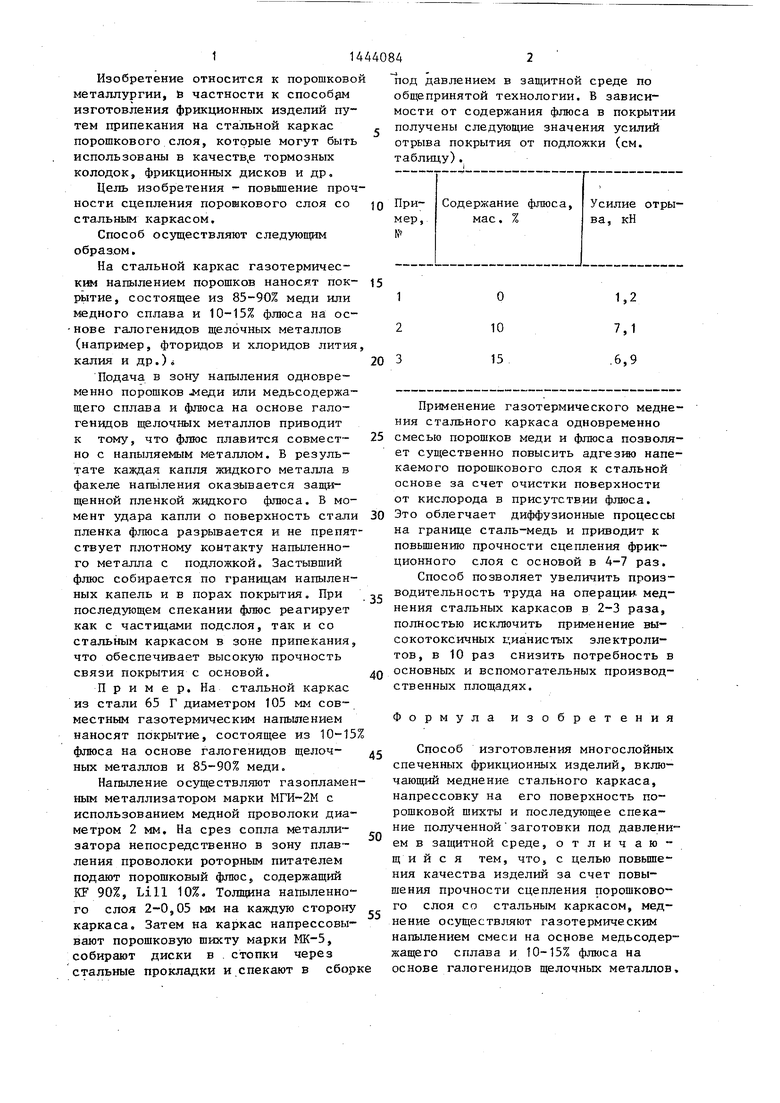
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления фрикционных изделий | 1987 |
|
SU1473902A1 |
| Способ изготовления металлокерамических фрикционных изделий | 1989 |
|
SU1680445A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ МАТЕРИАЛОВ | 1991 |
|
RU2013187C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФРИКЦИОННОГО ИЗДЕЛИЯ С НАКЛАДКАМИ ИЗ МЕТАЛЛОКЕРАМИКИ НА ОСНОВЕ МЕДИ | 1997 |
|
RU2114719C1 |
| Способ получения композиционных покрытий из порошковых материалов | 1988 |
|
SU1618779A1 |
| Способ изготовления фрикционных изделий | 2015 |
|
RU2653385C2 |
| СПОСОБ НАНЕСЕНИЯ ЖАРОСТОЙКОГО ПОКРЫТИЯ НА ОСНОВЕ АЛЮМИНИДА ЖЕЛЕЗА НА ПОВЕРХНОСТЬ ИЗДЕЛИЙ, РАБОТАЮЩИХ В УСЛОВИЯХ ВЫСОКОТЕМПЕРАТУРНОЙ ГАЗОВОЙ КОРРОЗИИ | 2021 |
|
RU2772342C1 |
| Способ изготовления фрикционных изделий | 1980 |
|
SU944786A1 |
| Способ изготовления спеченных пористых покрытий | 1982 |
|
SU1129027A1 |
| Способ получения покрытий из металлических порошков | 1989 |
|
SU1675060A1 |
Изобретение относится к области порошковой металлургии, в частности к способам изготовления фрикционных изделий путем припекания на стальной каркас порошкового слоя. Целью изоб-- ретения является повьш1ение качества изделий за счет повышения прочности сцепления порошкового слоя со стальным каркасом. На стальной каркас газотермическим напылением порошков наносят покрытие, состоящее из 85- 90% меди или медного сплава и 10-15% флюса на основе галогенидов щелочных металлов (например, фторидов и хлоридов лития, калия и др.). Затем на каркас напрессовывают порошковую шихту, собирают диски в стойки через стальные прокладки и спекают в сборке под давлением в защитной среде. Применение газотермического меднения стального каркаса одновременно смесью порошков меди и флюса позволяет существенно (в 4-7 раз) повысить адгезию порошкового слоя к стальной основе за счет очистки поверхностей от кислорода в присутствии флюса. Способ позволяет увеличить производительность труда на операции меднения в 2-3 раза, исключить применение токсичных веществ (цианистых электролитов). 1 табл. с € (Л
| Способ изготовления фрикционных изделий | 1980 |
|
SU944786A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Порошковая металлургия | |||
| Спеченные и композиционные материалы | |||
| Под ред | |||
| В.Шатта, М., 1983, с | |||
| Трансляция, предназначенная для телефонирования быстропеременными токами | 1921 |
|
SU249A1 |
