Изобретение относится к полиграфии и может быть использовано в поточных линиях для изготовления книг, брошюр, журналов.
Цель изобретения - упрощение конструкции и повышение производительности.
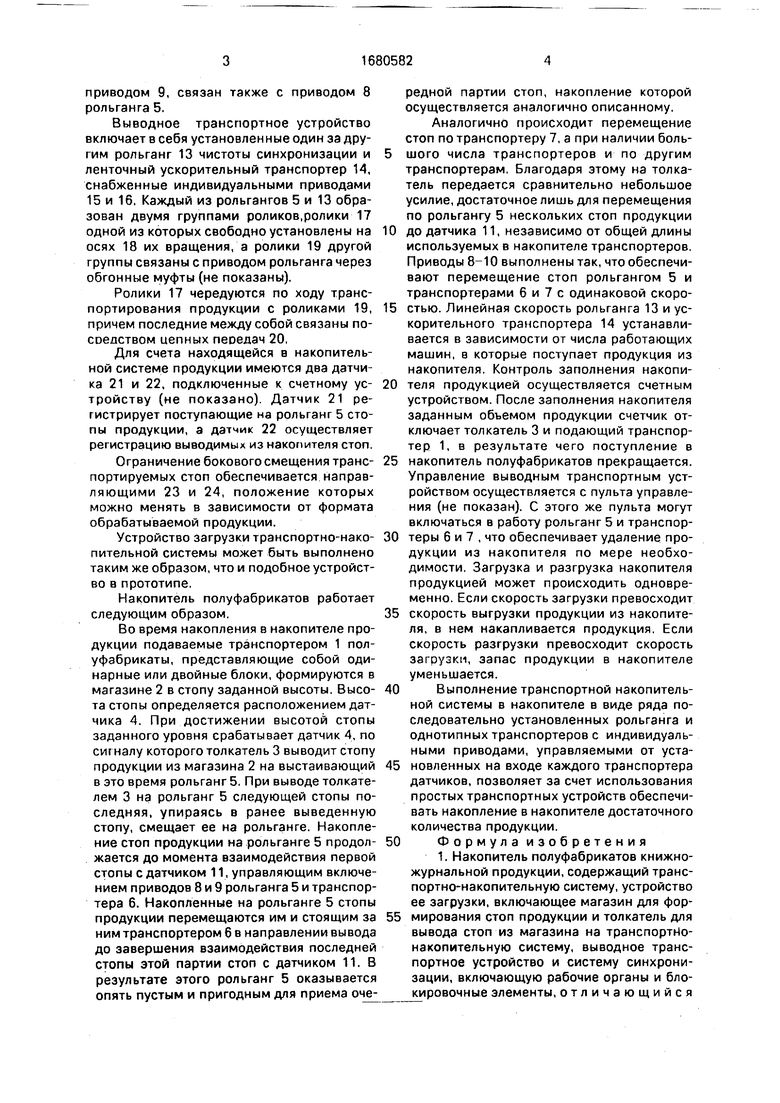
На фиг.1 изображена принципиальная схема накопителя полуфабрикатов книжно- журнальной продукции; на фиг.2 - сечение А-А на фиг.1.
Накопитель полуфабрикатов книжно- журнальной продукции содержит транспортную накопительную систему, устройство ее загрузки и выводное транспортное устройство и систему синхронизации.
Устройство загрузки транспортной накопительной системы включает в себя подающий транспортер 1, магазин 2, в котором полуфабрикаты, поступающие с транспортера 1, накапливаются в стопу, и толкатель 3, управляемый от датчика 4, контролирующего заданный уровень формируемой стопы.
Транспортно-накопительная система состоит из установленных в ряд рольганга 5 системы синхронизации и по меньшей мере двух транспортеров 6 и 7, Рольганг 5 и транспортеры 6 и 7 снабжены индивидуальными приводами 8-10.
В состав системы синхронизации входят датчики (сблокированные элементы) 11 и 12 контроля наличия стоп продукции, причем число этих датчиков соответствует количеству транспортеров 6 и 7 и каждый из них установлен на входе соответствующего транспортера (6 или 7) и связан с его приводом. Кроме того, датчик 11, установленный на входе транспортера 6 и связанный с его
приводом 9, связан также с приводом 8 рольганга 5.
Выводное транспортное устройство включает в себя установленные один за другим рольганг 13 чистоты синхронизации и ленточный ускорительный транспортер 14, снабженные индивидуальными приводами 15 и 16. Каждый из рольгангов 5 и 13 образован двумя группами роликов,ролики 17 одной из которых свободно установлены на осях 18 их вращения, а ролики 19 другой группы связаны с приводом рольганга через обгонные муфты (не показаны).
Ролики 17 чередуются по ходу транспортирования продукции с роликами 19, причем последние между собой связаны по- соедством цепных передач 20,
Для счета находящейся в накопительной системе продукции имеются два датчика 21 и 22, подключенные к счетному устройству (не показано). Датчик 21 регистрирует поступающие на рольганг 5 стопы продукции, а датчик 22 осуществляет регистрацию выводимых из накопителя стоп. Ограничение бокового смещения транспортируемых стоп обеспечивается направляющими 23 и 24, положение которых можно менять в зависимости от формата обрабатываемой продукции.
Устройство загрузки транспортно-нако- пительной системы может быть выполнено таким же образом, что и подобное устройство в прототипе.
Накопитель полуфабрикатов работает следующим образом.
Во время накопления в накопителе продукции подаваемые транспортером 1 полуфабрикаты, представляющие собой одинарные или двойные блоки, формируются в магазине 2 в стопу заданной высоты. Высота стопы определяется расположением датчика 4. При достижении высотой стопы заданного уровня срабатывает датчик 4, по сигналу которого толкатель 3 выводит стопу продукции из магазина 2 на выстаивающий в это время рольганг 5. При выводе толкателем 3 на рольганг 5 следующей стопы последняя, упираясь в ранее выведенную стопу, смещает ее на рольганге. Накопление стоп продукции на рольганге 5 продолжается до момента взаимодействия первой стопы с датчиком 11, управляющим включением приводов 8 и 9 рольганга 5 и транспортера 6. Накопленные на рольганге 5 стопы продукции перемещаются им и стоящим за ним транспортером 6 в направлении вывода до завершения взаимодействия последней стопы этой партии стоп с датчиком 11. В результате этого рольганг 5 оказывается опять пустым и пригодным для приема очередной партии стоп, накопление которой осуществляется аналогично описанному,
Аналогично происходит перемещение стоп по транспортеру 7, а при наличии большого числа транспортеров и по другим транспортерам, Благодаря этому на толкатель передается сравнительно небольшое усилие, достаточное лишь для перемещения по рольгангу 5 нескольких стоп продукции
0 до датчика 11, независимо от общей длины используемых в накопителе транспортеров. Приводы 8-10 выполнены так, что обеспечивают перемещение стоп рольгангом 5 и транспортерами 6 и 7 с одинаковой скоро5 стью. Линейная скорость рольганга 13 и ускорительного транспортера 14 устанавливается в зависимости от числа работающих машин, в которые поступает продукция из накопителя. Контроль заполнения накопи0 теля продукцией осуществляется счетным устройством. После заполнения накопителя заданным объемом продукции счетчик отключает толкатель 3 и подающий транспортер 1, в результате чего поступление в
5 накопитель полуфабрикатов прекращается. Управление выводным транспортным устройством осуществляется с пульта управления (не показан). С этого же пульта могут включаться в работу рольганг 5 и транспор0 теры 6 и 7 , что обеспечивает удаление продукции из накопителя по мере необходимости. Загрузка и разгрузка накопителя продукцией может происходить одновременно. Если скорость загрузки превосходит
5 скорость выгрузки продукции из накопителя, в нем накапливается продукция, Если скорость разгрузки превосходит скорость загрузки, запас продукции в накопителе уменьшается.
0 Выполнение транспортной накопительной системы в накопителе в виде ряда последовательно установленных рольганга и однотипных транспортеров с индивидуальными приводами, управляемыми от уста5 новленных на входе каждого транспортера датчиков, позволяет за счет использования простых транспортных устройств обеспечивать накопление в накопителе достаточного количества продукции.
0 Формула изобретения
1. Накопитель полуфабрикатов книжно- журнальной продукции, содержащий транс- портно-накопительную систему, устройство ее загрузки, включающее магазин для фор5 мирования стоп продукции и толкатель для вывода стоп из магазина на транспортйо- накопительную систему, выводное транспортное устройство и систему синхронизации, включающую рабочие органы и блокировочные элементы, отличающийся
тем, что, с целью упрощения конструкции и повышения производительности, транспор- тно-накопительная система выполнена в виде по меньшей мере двух последовательно установленных ленточных транспортеров с индивидуальными приводами, а рабочий орган каждой синхронизирующей системы - в виде рольганга с индивидуальным приводом, при этом блокировочные элементы установлены перед каждым ленточным транспортером.
2. Накопитель по п.1, о т л и ч а ю щ и й- с я тем, что каждый из рольгангов содержит две группы роликов, ролики одной из которых свободно установлены на осях вращения, а ролики другой связаны посредством обгонных муфт с приводом рольганга и чередуются по ходу транспортирования с роликами первой группы.
10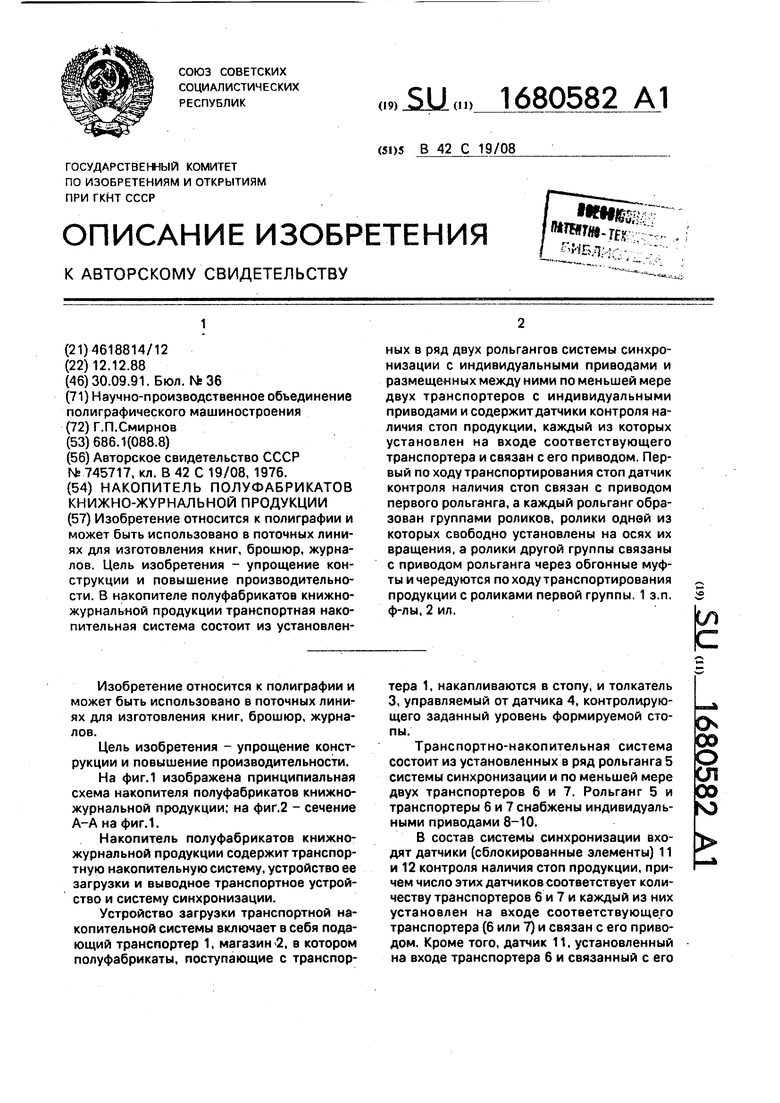
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления блоков тонких книг | 1983 |
|
SU1150096A1 |
| Накопитель изделий | 1976 |
|
SU745717A1 |
| Магазин-самонакладчик книжных блоков | 1983 |
|
SU1150095A1 |
| Комплекс для экспедирования газет | 1986 |
|
SU1359233A1 |
| Устройство для вывода скомплектованных стоп печатной продукци | 1989 |
|
SU1729982A1 |
| Поточная линия для изготовления книжно-журнальной продукции | 1986 |
|
SU1701570A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Автоматическая линия Свиноренко для технологической обработки радиоэлементов | 1986 |
|
SU1426755A1 |
| ЛИНИЯ ПОГРУЗОЧНО-РАЗГРУЗОЧНЫХ РАБОТВ ЭКСПЕДИЦИЯХ И ХЛЕБОХРАНИЛИЩАХХЛЕБОЗАВОДОВ | 1972 |
|
SU427688A1 |
| Автоматическая поточная линия для изготовления книг | 1986 |
|
SU1426848A1 |
Изобретение относится к полиграфии и может быть использовано в поточных линиях для изготовления книг, брошюр, журналов. Цель изобретения - упрощение конструкции и повышение производительности. В накопителе полуфабрикатов книжно- журнальной продукции транспортная накопительная система состоит из установленных в ряд двух рольгангов системы синхронизации с индивидуальными приводами и размещенных между ними по меньшей мере двух транспортеров с индивидуальными приводами и содержит датчики контроля наличия стоп продукции, каждый из которых установлен на входе соответствующего транспортера и связан с его приводом. Первый по ходу транспортирования стоп датчик контроля наличия стоп связан с приводом первого рольганга, а каждый рольганг образован группами роликов, ролики одной из которых свободно установлены на осях их вращения, а ролики другой группы связаны с приводом рольганга через обгонные муфты и чередуются по ходу транспортирования продукции с роликами первой группы. 1 з.п. ф-лы, 2 ил.
21
А-Л
Ь-ЯгСЗ
| Накопитель изделий | 1976 |
|
SU745717A1 |
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
