Изобретение относится к газотермическому напылению полых тонкостенных цилиндрических длинномерных деталей.
Цель изобретения - автоматизация процесса напыления и повышение качества изделия.
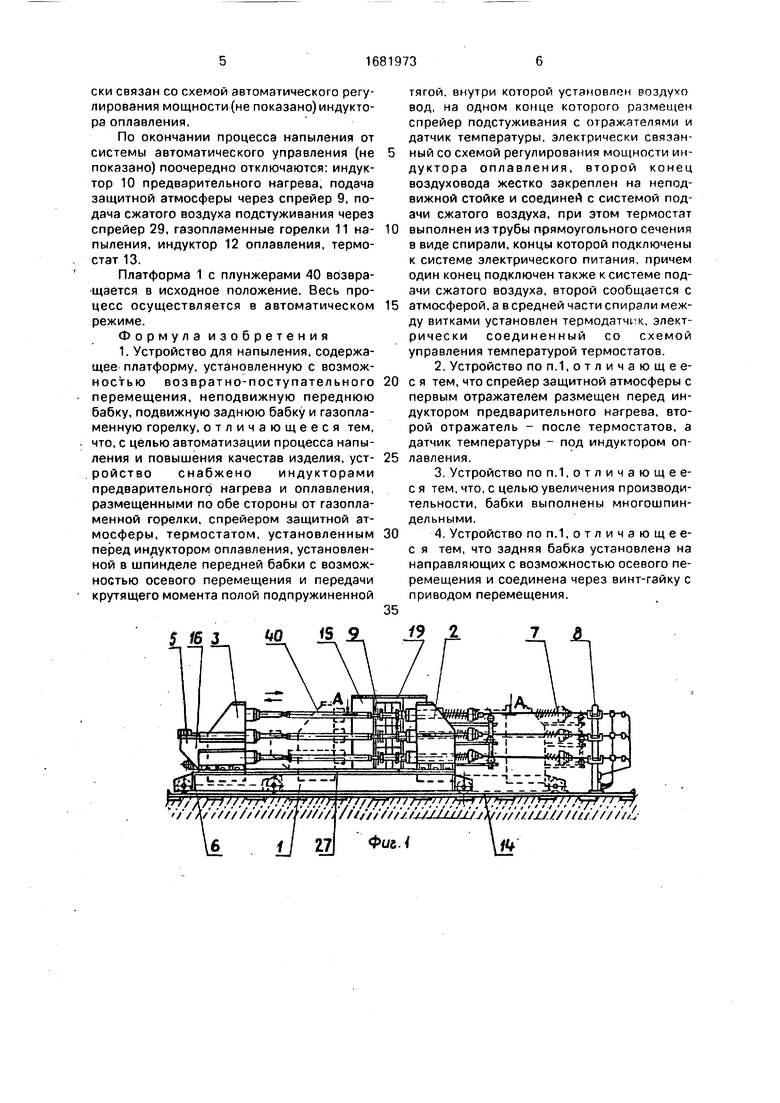
На фиг.1 схематически изображено устройство для напыления, общий вид; на фиг.2 - то же, вид в плане; на фиг.З - сечение А-А на фиг.1; на фиг.4 - схема взаимного расположения механизмов ео время процесса напыления.
Устройство содержит платформу 1, установленную с возможностью возвратно-поступательного перемещения, неподвижную переднюю бабку 2. подвижную заднюю бабку 3, привод 4 перемещения платформы, привод 5 перемещения задней бабки 3, привод 6 вращения шпинделей, воздуховоды 7, стойки 8, спрейеры 9 защитной атмосферы, индукторы 10 предварительного нагрева, газопламенные горелки 11 напыления, индукторы 12 оплавления, термостаты 13,
а ш
ю
ч
СО
рельсовый путь 14, конденсаторный блок 15
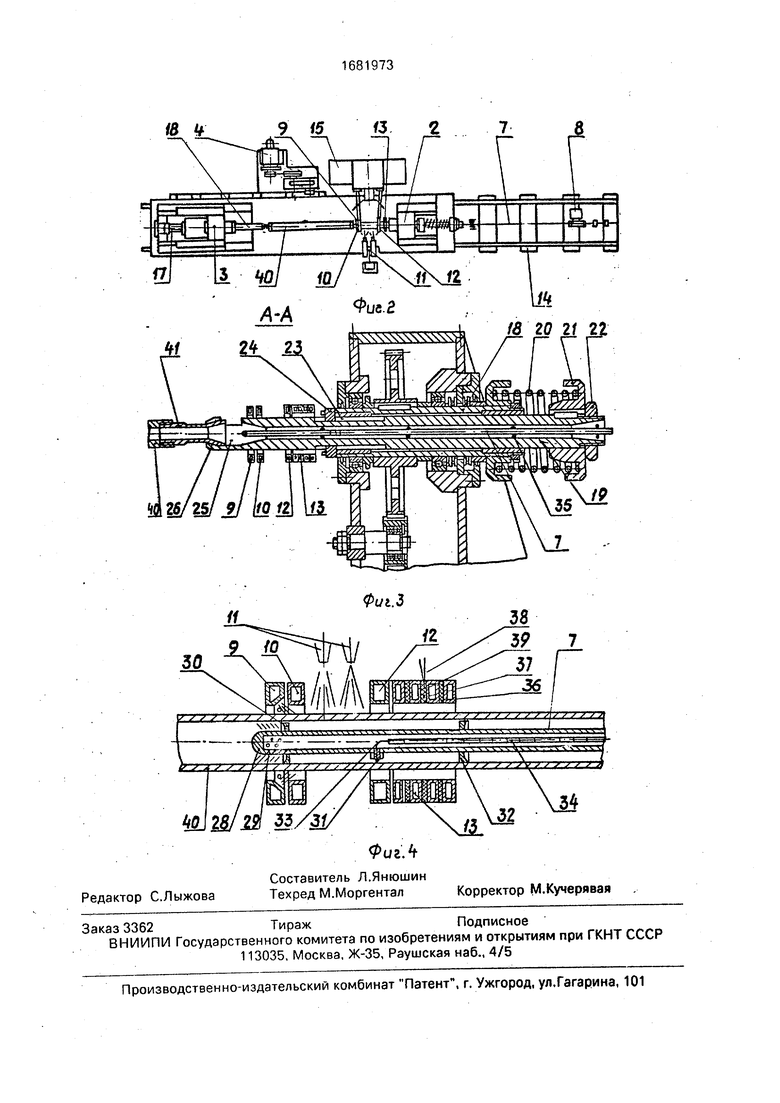
Подвижная бабка 3 установлена на направляющих 16 и посредством винта 17 соединена с приводом 5 перемещения. Шпиндели 18 передней и задней бабок выполнены полыми. Через полые шпиндели 18 передней бабки 2 проходят полые тяги 19, подпружиненные с помощью пружин 20, направляющих 21 и гаек 22
Крутящий момент на полые тяги 19 передается через пазы 23 натягах 19 и направляющие 24, закрепленные на шпинделях 18. На концах тяг 19 имеются прорези 25 и конические гнезда 26. Концы шпинделей подвижной задней бабки 3 выполнены аналогично концам полых тяг 19, т.е. имеются прорези и конические гнезда. Привод 6 вращения шпинделей установлен на подвижной задней бабке 3 и посредством вала 27 соединен с передней бабкой 2. На одном конце каждого из воздуховодов 7, размещенных внутри полых тяг 19, установлены направляющая 28, спрейер 29 подстужива- ния. отражатель 30. Спрейера 29 подстужи- вания и отражатели 30 установлены впереди индукторов 10 предварительного нагрева в непосредственной близости зоны его действия. Датчик 31 температуры установлены на воздуховодах 7 под индукторами 12 оплавления в начале зоны их действия. Отражатели 32 установлены после термостатов 13. Датчики 31 температур по проводам 33 соединены со схемой регулирования мощности (не показан) индукторов 12 оплавления. На провода 33 надеты керамические втулки 34.
Вторым концом воздуховоды 7 закреплены на стойке 8 и соединены с системой сжатого воздуха (не показано). После отражателей 32 на длине шпинделей 18 на воздуховоды 7 установлены центраторы 35. Термостат 13 представляет собой спираль, изготовленную из жаропрочной трубы прямоугольного сечения. Спираль своими концами подключена к понижающему трансформатору(не показан) и одновременно одним концом соединена с системой подачи сжатого воздуха, а вторым - с атмосферой окружающей среды (не показано). Между витками спирали установлены асбестовые прокладки 36. В средней части спирали размещен термодатчик 37, соединенный проводами 38 со схемой управления температурой термостатов (не показано) и контактирующий через слюдяную прокладку 39 с поверхностью спирали термостатов 13.
Устройство работает следующим образом.
На концы плунжеров 40 навинчивают с двух сторон насадки 41 и устанавливают на шпиндели так, чтобы насадки вошли в прорезь 25. Подвижной бабкой 3 нагружают
плунжера осевой нагрузкой 0,3-0,6 кг/мм ; поперечного сечения плунжера, при этом тяги 19 перемещаются и сжимают пружины 20. Вместе с тягой перемещается направляющая 21 до срабатывания конечного выклю0 чателя (не показан). Включаются привод 6 вращения шпинделей и привод 4 перемещения платформы 1.
Платформа 1 с нагруженными плунжерами 40 перемещается с заданной скоро5 стью относительно спрейера 9 защитной атмосферы, индуктора 10 предварительного нагрева, газопламенных горелок 11 напыления, индукторов 12 оплавления и термостатов 13, установленных неподвижно. По мере
0 движения платформы 1 от системы автоматического управления (не показано) поочередно включаются: подача защитной атмосферы (аргона) через спрейера 9, подача сжатого воздуха подстуживания через
5 спрейера 29, индуктор 10 предварительного нагрева, газопламенные горелки 11 напыления, индуктор 12 оплавления, термостаты 13.
Вначале на спираль термотстата 13 по0 дается электрический ток, от чего спираль нагревается. При достижении температуры 500°С по команде от термодатчика 37 электрический ток отключается. Во время процесса напыления температура поверхности
5 термостата 13 от плунжера 40. нагретого до температуры 1100°С, повышается, и по, достижении температуры 550°С в спираль термостата подается сжатый воздух. При снижении температуры термостата до
0 500°С подача в спираль сжатого воздуха прекращается. Так на термостате поддер живается температура 500-550°С.
Во время напыления плунжер изнутри перед индуктором 10 предварительного на5 грева все время подстуживается сжатым воздухом через спрейер 29, что предотвращает повышение температуры, и температура участка предварительного нагрева поддерживается стабильно на уровне 1200 150°С.
Ввиду того, что плунжер на поверхности имеет кольцевые проточки, острые кромки которых при предварительном нагреве значительно окисляются, применена защита от
5 окисления острых кромок защитной атмосферой (аргоном) через спрейер 9.
В процессе напыления изнутри плунжера замеряется температура оплавления в начале зоны индуктора 12 оплавления датчиком 31 температуры, который электрически связан со схемой автоматического регулирования мощности (не показано) индуктора оплавления.
По окончании процесса напыления от системы автоматического управления (не показано) поочередно отключаются: индуктор 10 предварительного нагрева, подача защитной атмосферы через спрейер 9, подача сжатого воздуха подстуживания через спрейер 29, газопламенные горелки 11 на- пыления, индуктор 12 оплавления, термостат 13.
Платформа 1 с плунжерами 40 возвращается в исходное положение. Весь процесс осуществляется в автоматическом режиме.
Ф о р м у л а и з о б р е т е н и я
1. Устройство для напыления, содержащее платформу, установленную с возможностью возвратно-поступательного перемещения, неподвижную переднюю бабку, подвижную заднюю бабку и газопламенную горелку, отличающееся тем, что. с целью автоматизации процесса напыления и повышения качестав изделия, уст- ройство снабжено индукторами предварительного нагрева и оплавления, размещенными по обе стороны от газопламенной горелки, спрейером защитной атмосферы, термостатом, установленным перед индуктором оплавления, установленной в шпинделе передней бабки с возможностью осевого перемещения и передачи крутящего момента полой подпружиненной
тягой, внутри которой установлен воздухо вод, на одном конце которого размещен спрейер подстуживания с отражателями и датчик температуры, электрически связанный со схемой регулирования мощности индуктора оплавления, второй конец воздуховода жестко закреплен на неподвижной стойке и соединен с системой подачи сжатого воздуха, при этом термостат выполнен из трубы прямоугольного сечения в виде спирали, концы которой подключены к системе электрического питания, причем один конец подключен также к системе подачи сжатого воздуха, второй сообщается с атмосферой, а в средней части спирали между витками установлен термодатч к, электрически соединенный со схемой управления температурой термостатов.
2.Устройство по п.1, о т л и ч а ю щ е е- с я тем, что спрейер защитной атмосферы с первым отражателем размещен перед индуктором предварительного нагрева, второй отражатель - после термостатов, а датчик температуры - под индуктором оплавления.
3.Устройство по п.1, о т л и ч а ю щ е е- с я тем, что, с целью увеличения производительности, бабки выполнены многошпиндельными.
4.Устройство поп.1,отличэющее- с я тем, что задняя бабка установлена на направляющих с возможностью осевого перемещения и соединена через винт-гайку с приводом перемещения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ напыления покрытий на полые тонкостенные цилиндрические стальные детали | 1988 |
|
SU1615221A1 |
| Агрегат для термической обработки штанг | 1983 |
|
SU1237715A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ ДЕТАЛЕЙ | 2005 |
|
RU2299115C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВНУТРЕННИХ И НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ЧУГУННЫХ ГИЛЬЗ ЦИЛИНДРОВ | 2000 |
|
RU2174901C1 |
| Устройство для хонингования длинномерных цилиндров | 1988 |
|
SU1604576A1 |
| Установка для получения детали из металлического порошкового материала | 2018 |
|
RU2702532C1 |
| Способ нанесения металлического порошкового покрытия на поверхность металлических подложек | 2016 |
|
RU2645421C1 |
| АГРЕГАТ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОКАТНЫХ ВАЛКОВ, ВОДОСБОРНИК И СПРЕЙЕР ДЛЯ ЭТОГО АГРЕГАТА | 1998 |
|
RU2143009C1 |
| Устройство для изотермического отжига цилиндрических поковок с использованием ковочного тепла | 1986 |
|
SU1498797A1 |
| Способ термической обработки валков прокатных станов | 2023 |
|
RU2816704C1 |
Изобретение относится к области газотермического напыления полых тонкостенных цилиндрических дл-инномерных деталей. Цель изобретения - автоматизация процесса напыления и повышение качества изделий. Для достижения цели устройство для напыления снабжено индукторами предварительного нагрева и оплавления, размещенными по обе стороны от газопламенной горелки, спрейером защитной атмосферы, установленным перед индуктором оплавления термостатом, установленной в шпинделе передней бабки с возможностью осевого перемещения и передачи крутящего момента полой подпружиненной тягой, внутри которой установлен воздуховод, на одном конце которого размещен спрейер подстуживания с отражателями и датчик температуры, электрически связанный со схемой регулирования мощности индуктора оплавления, второй конец воздуховода жестко закреплен на неподвижной стойке и соединен с системой подачи сжатого воздуха, при этом термостат выполнен из трубы прямоугольного сечения в виде спирали, концы которой подключены к системе электрического питания, причем один конец подключен также к системе подачи сжатого воздуха, второй сообщается с атмосферой, а в средней части спирали между витками установлен термодатчик, электрически соединенный со схемой управления температурой термостатов. 3 з.п. ф-лы, 4 ил. (Л
Г77 Л/Т7- // 777//. /. У/ А/ //// // /////////// А
27
/А /////////- ///ТУ/Г.///// / 777 V-vT, //I///t//j./j.jLLLuJjjjfy/t///iJjM/iu////;,;
Фиг.1
&-ф |01йДа.л
1, i --г
. . /// У
ftI, .Ш
iн-У1с 1&--1-----J&;
18 V
40J
.3
.N«
ч /Z VM6
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Оборудование для восстановления деталей сельскохозяйственной техники | |||
| Проспект, М. | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
