Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для пробивки соосных отверстий в стенках полых деталей и П-образных профилей | 1986 |
|
SU1360855A1 |
| Штамп для штамповки изделий из плоских заготовок | 1987 |
|
SU1447479A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп совмещенного действия для чистовой вырубки деталей и пробивки в них отверстий | 1985 |
|
SU1311606A3 |
| Штамп совмещенного действия для вырубки и пробивки | 1989 |
|
SU1676714A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1978 |
|
SU764790A1 |
| Штамп для обработки листового материала | 1974 |
|
SU471929A1 |
| Штамп для вырубки и пробивки деталей из листового материала | 1977 |
|
SU774701A1 |
| Штамп для реверсивной вырубки | 1986 |
|
SU1346299A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1980 |
|
SU902928A1 |
Изобретение относится к технологической оснастке для обработки металлов давлением, в частности к штампам для пробивки отверстий, и может быть использовано в машиностроении, приборостроении и других отраслях промышленности. Цель изобретения расширение технологических возможностей за счет обеспечения возможности пробивки за один ход штампа отверстий различной конфигурации и несоосных отверстий. Это достигается тем, что в подвижной оправке установлены ступенчатый выталкиватель и ступенчатый эластичный элемент, расположенный за ним по ходу перемещения пуансона. Штамп предложенной конструкции обеспечивает пробивку отверстий, в том числе и несоосных, различной конфигурации или последовательную вырубку деталей различной конфигурации по меньшей мере из двух заготовок. 1 з.п. ф-лы, 4 ил.
Изобретение относится к технологической оснастке для обработки металлов давлением, в частности к штампам для пробивки за один ход нескольких отверстий.
Целью изобретения является расширение технологических возможностей за счет обеспечения возможности пробивки за один ход штампа отверстий различной конфигурации и несоосных отверстий.
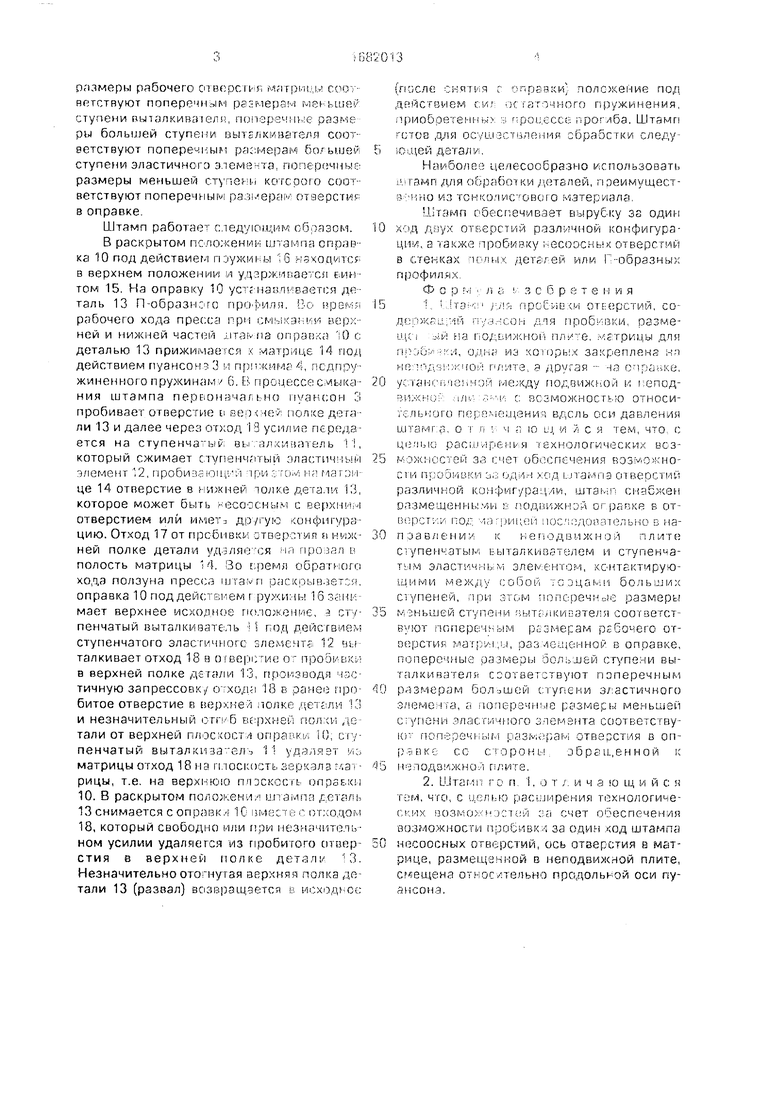
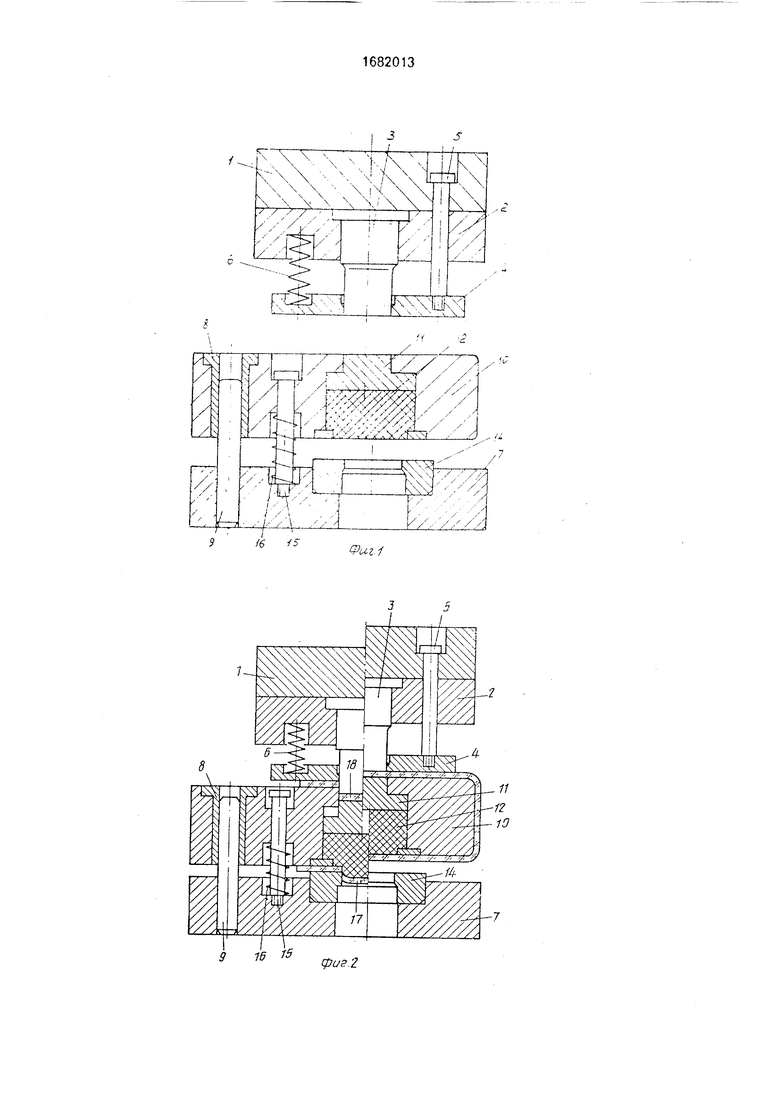
На фиг.1 показан штамп в исходном положении с несоосным расположением одной из матриц и пуансона, продольный разрез; на фиг.2 - то же, с установленной деталью (справа) и в нижнем положении (слева); на фиг.З - то же, после вырубки и возврате деталей штампа в исходное положение; на фиг.4 - то же, вариант с соосным расположением матриц и пуансона.
Штамп содержит верхнюю плиту 1, пу- ансонодержатель 2, пуансон 3 для пробивки отверстий, прижим-съемник 4, удерживаемый винтом 5 и отжимаемый пружиной 6. На нижней плите 7 при помощи направляющей втулки 8 и колонки 9 с возможностью перемещения смонтирована оправка 10, в верхней части которой размещен ступенчатый выталкиватель 11, а в нижней - ступенчатый эластичный элемент 12 для пробивки отверстия в нижней стенке детали 13. Матрица для пробивки первого отверстия может быть выполнена за одно целое с оправкой 10. В верхней части нижней плиты 7 штампа установлена матрица 14 для пробивки отверстия в нижней стенке детали. Оправка 10 удерживается винтом 15 и отжимается от нижней плиты 7 пружиной 16. Отход от пробивки отверстий в нижней полке обозначен позицией 17, в верхней 18. Поперечные
ON 00 Ю
О
со
размеры рабочего отверстия матрицы соответствуют поперечным размерам меньшей ступени выталкивателя, поперечные размеры большей ступени выталкивателя соответствуют поперечным размерам большей ступени эластичного элемента, поперечные размеры меньшей ступени которого соответствуют поперечным размерам отверстия в оправке.
Штамп работает следующим образом.
В раскрытом положении штампа оправка 10 под действием пружины 16 находится в верхнем положении и удерживается винтом 15. На оправку 10 устанавливается деталь 13 П-образного профиля. Во время рабочего хода пресса при смыкании верхней и нижней частей штампа оправка 10с деталью 13 прижимается к матрице 14 под действием пуансона 3 и прижима 4, подпружиненного пружинами 6. В процессесмыка- ния штампа первоначально пуансон 3 пробивает отверстие в верхней полке детали 13 и далее через отход 18 усилие передается на ступенчатый выталкиватель 11, который сжимает ступенчатый эластичный элемент 12, пробивающий при этом на матрице 14 отверстие в нижней полке детали 13, которое может быть несоосным с верхним отверстием или иметь другую конфигурацию. Отход 17 от пробивки отверстия в нижней полке детали удаляется на провал в полость матрицы 14. Во время обратного хода ползуна пресса штамп раскрывается, оправка 10 под действием пружины 16 занимает верхнее исходное положение, а ступенчатый выталкиватель 11 под действием ступенчатого эластичного элемента 12 выталкивает отход 18 в отверстие от пробивки в верхней полке детали 13, производя частичную запрессовку отхода 18 в ранее пробитое отверстие в верхней полке детали 13 и незначительный отгиб верхней полки детали от верхней плоскости оправки 10; ступенчатый выталкиватель 11 удаляет из матрицы отход 18 на плоскость зеркала матрицы, т.е. на верхнюю плоскость оправки 10. В раскрытом положении штампа деталь 13 снимается с оправки 10 вместе с отходом 18, который свободно или при незначительном усилии удаляется из пробитого отверстия в верхней полке детали 13. Незначительно отогнутая верхняя полка детали 13 (развал) возвращается в исходное
(после снятия с оправки) положение под действием сил остаточного пружинения, приобретенных в процессе прогиба. Штамп готов для осуществления обработки следующей детали.
Наиболее целесообразно использовать штамп для обработки деталей, преимущественно из тонколистового материала.
Штамп обеспечивает вырубку за один
ход двух отверстий различной конфигурации, а также пробивку несоосных отверстий в стенках полых деталей или П-образных профилях.
Формула изобретения
установленной между подвижной и неподвижной плитами с возможностью относительного перемещения вдоль оси давления штампа, отличающийся тем, что, с целью расширения технологических возможностей за счет обеспечения возможности пробивки за один ход штампа отверстий различной конфигурации, штамп снабжен размещенными в подвижной оправке в отверстии под матрицей последовательно в направлении к неподвижной плите ступенчатым выталкивателем и ступенчатым эластичным элементом, контактирующими между собой торцами больших ступеней, при этом поперечные размеры
меньшей ступени выталкивателя соответствуют поперечным размерам рабочего отверстия матрицы, размещенной в оправке, поперечные размеры большей ступени выталкивателя соответствуют поперечным
размерам большей ступени эластичного элемента, а поперечные размеры меньшей ступени эластичного элемента соответствуют поперечным размерам отверстия в оправке со стороны, обращенной к
неподвижной плите.
несоосных отверстий, ось отверстия в матрице, размещенной в неподвижной плите, смещена относительно продольной оси пуансона.
(€ -15
9 16 1&
физ2
Фиг1
TV. J - T/f-m. ijvi...
/ i / / / г
, «J
/4
| Штамп для пробивки соосных отверстий в стенках полых деталей и П-образных профилей | 1986 |
|
SU1360855A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
