1
Изобретение относится к технологической оснастке для обработки металлов давлением, в частности к штампам для пробивки отверстий, и может быть использовано в машиностроении, приборостроении и других отраслях промышленности.
Цель изобретения - повьштение геометрической точности отверстий путем калибровки отхода от пробивки отверстий в верхней полке детали.
На чертеже показан предлагаемый штамп, продольный разрез.
Штамп содержит верхнюю плиту 1, пуансонодержатель 2, пуансон 3 для пробивки отверстий, прижим-съемник 4, удерживаемый винтом 5 и отжимаемый пружиной 6.
Верхняя плита 1 штампа связана с нижней плитой 7 при помоши направляющих втулок 8 и колонок 9. На нижней плите 7 при помощи направляющей втулки 10 и колонки 11 с возможностью перемещения смонтирована оправка 12, в верхней части которой размещена матрица 13 для пробивки отверстий в верхней стенке детали 14, а в нижней -/матрица 15 для калибровки отхода 16 от пробивки по наружному контуру. Оправка 12 удерживается винтом 17 и отжимается от нижней плиты 7 пружиной 18. В верхней части нижней плиты 7 закреплена матрица 19 для пробивки отверстий в нижней стенке делали 14. -Отход от пробивки отверстий в нижней полке обозначен позицией 20.
Предлагаемьш штамп обеспечивает геометрическую точность пробивки со- осных отверстий за один рабочий ход ползуна пресса.
Штамп работает следующим образом. В раскрытом положении штампа оя- равка 12 под действием пружины 18 находится в верхнем положении и удержи- 45 тия по ходу перемещения пуансона и вается винтом 17. Обрабатываемая де- выполненной с диаметром рабочего от- таль устанавливается на оправку 12. верстия, равным диаметру пуансона.
Редактор О.Головач
Составитель Ю.Цейтмин
Техред М. Ход анич.
Заказ 6178/13Тираж 731Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие,г, Ужгород, ул. Проектная, 4
Во время рабочего хода ползуна пресса при смыкании верхней и нижней частей штампа оправка 12 с деталью. 14 прижимается к матрице 19 при по- мощи прижима-съемника 4. Первоначально пуансон 3 пробивает отверстие в верхней стенке детали 14, и при дальнейшем смыкании верхней и Нижней частей штампа пуансон 3 проталкивает отход 16 через матрицу 15 для калибровки отхода 16, а затем отходом 16 с калиброванной наружной поверхностью пробивает отверстие в нижней стенке детали 14. Отходы 16 и 20 выпадают из матрицы 19.
10
15
При отходе ползуна пресса вверх штамп размыкается, оправка занимает верхнее положение, готовая деталь удаляется из рабочей полости штампа. Штамп готов к дальнейшей работе.
Использование предлагаемого штампа позволяет повысить точность и чис- тоту поверхности пробиваемых отверстий.
Формула изобретения
30
35
40
Штамп для пробивки соосных отверстий в стенках полых деталей и П-об- разных профилей,.содержащий пуансон для пробивки, размещенный на подвижной плите, матрицы для пробивки, одна из которых закреплена на неподвижной плите, а другая - на оправке, установленной между подвижной и неподвижной плитами с возможностью относительного перемещения вдоль оси давления, отличающийся тем, что, с целью повьш1ения точности отверстий, он снабжен матрицей для калибровки отхода от пробивки одного из отверс- . тий, расположенной на оправке за матрицей для пробивки этого отверсКорректор Г.Решетник
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для пробивки отверстий | 1988 |
|
SU1682013A1 |
| Штамп для штамповки изделий из плоских заготовок | 1987 |
|
SU1447479A1 |
| Штамп для пробивки в полых изделиях отверстий | 1986 |
|
SU1428498A1 |
| ШТАМП ДЛЯ ОДНОВРЕМЕННОЙ ПРОБИВКИ ОТВЕРСТИЙ В СТЕНКАХ НЕСКОЛЬКИХ ПОЛЫХ ДЕТАЛЕЙ | 1986 |
|
SU1840347A1 |
| УНИВЕРСАЛЬНЫЙ ШТАМП | 1970 |
|
SU265847A1 |
| Универсальный штамп для пробивкиОТВЕРСТий B CTEHKAX пОлыХ дЕТАлЕйТипА КОРОбОК | 1978 |
|
SU841722A1 |
| Штамп совмещенного действия | 1981 |
|
SU1003970A1 |
| Штамп совмещенного действия для вырубки и пробивки листового материала | 1983 |
|
SU1118459A1 |
| ШТАМП ЛАРИНА ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ | 1995 |
|
RU2129930C1 |
| Штамп для пробивки в полых деталях отверстий | 1986 |
|
SU1388149A1 |
Изобретение относится к технологической оснастке для обработки металлов давлением, в частности к штампам для пробивки соосных отверстий в стенках полых деталей или П-образ- ных профилях. Цель его - повьш1ение точности отверстий за счет калибровки отхода от пробивки одного из них. Для этого штамп содержит пуансон 3 и две матрицы (М) 13 и 19. При этом М 19 закреплена на неподвижной плите, а М 13 на оправке. Штамп снабжен М 15 для калибровки отхода. После получения отверстия в верхней стенке детали пуансон 3 проталкивает отход 16 через рабочее отверстие М 15 и калибрует его. Затем отход во взаимодействии с М 19 пробивает отверстие в другой стенке детали. 1 ил. с п (Л ; 7 го 9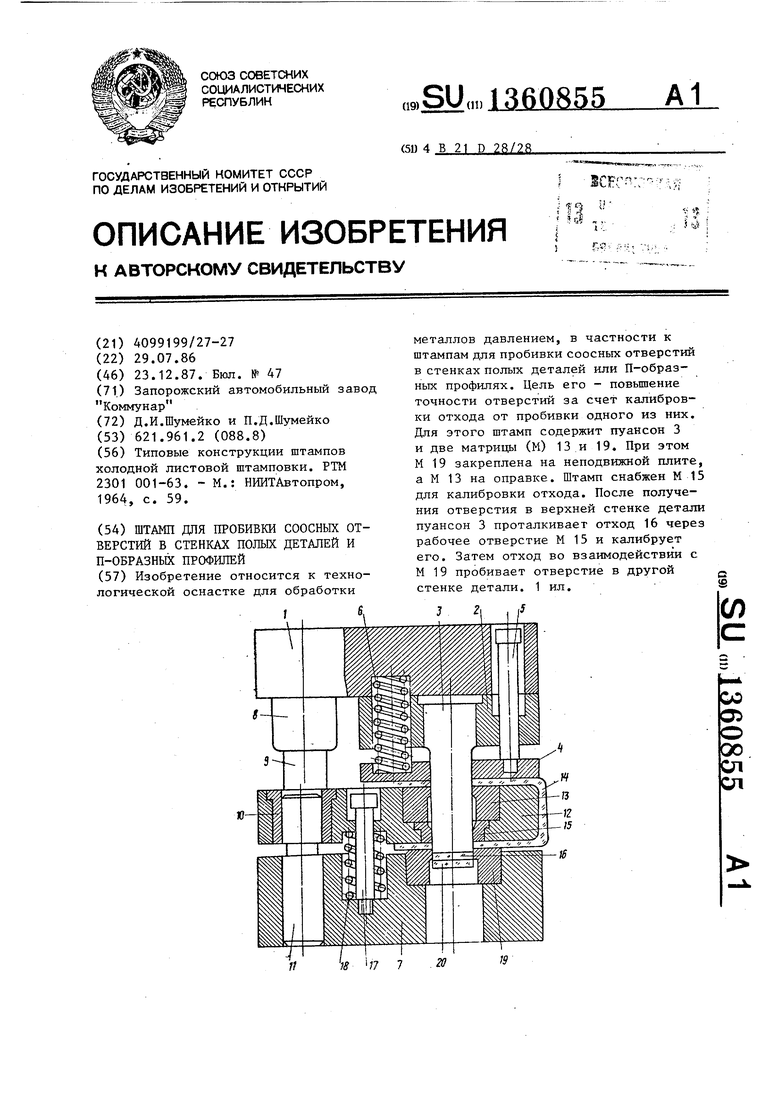
| Типовые конструкции штампов холодной листовой штамповки | |||
| Ступица со свободным ходом для ведущих автомобильных колес | 1922 |
|
SU2301A1 |
| - М.: НИИТАвтопром, 1964, с | |||
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
