Изобретение относится к испытаниям режущих свойств инструмента и может быть использовано в станкостроении.
Целью изобретения является снижение трудоемкости путем исключения необходимости замера износа и повышение точности прогнозирования путем проведения испытаний при непрерывном резании.
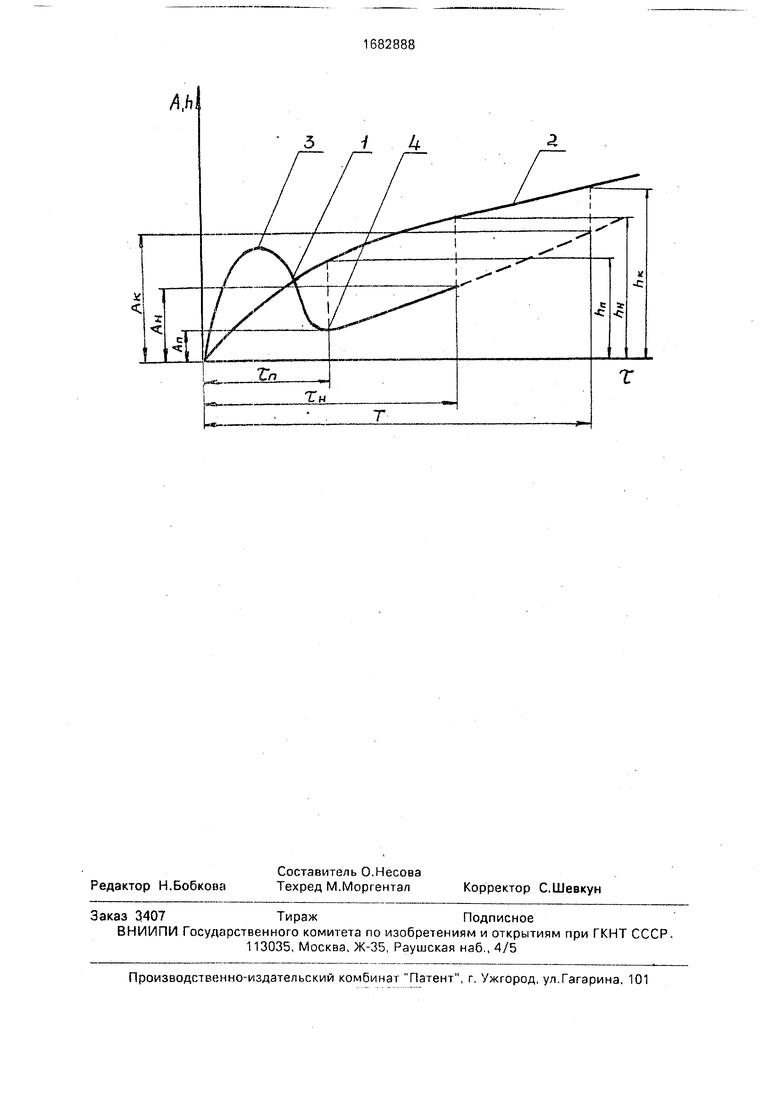
На чертеже показаны кривая износа и соответствующая ей кривая амплитуды сигнала акустической эмиссии.
Кривая износа имеет участок 1 приработки, имеющей форму экспоненты, и прямолинейный участок 2 установившегося изнашивания.
Способ осуществляется следующим образом.
Установлена, что кривая амплитуды сигнала акустической эмиссии на участке, соответствующим по времени участку 1 приработки инструмента).имеет два экстремума: максимум в точке 3 и минимум в точке 4.
Второй экстремум кривой амплитуды сигнала акустической эмиссии соответствует моменту завершения периода приработки и начала установившегося изнашивания
Установлена также количественная связь между амплитудой сигнала акустической эмиссии износом по задней поверхности и интенсивностью изнашивания. Эта связь выражается уравнениями:
h n А + k fC + m A3 + р;
Ai - 1
где А - амплитуда сигнала акустической эмиссии из зоны резания на информационной частоте;
AI - амплитуда сигнала акустической эмиссии;
AI-I - амплитуда сигнала акустической эмиссии на предшествующем измерении; (р- коэффициент пропорциональности; п. k, m, р - коэффициенты, зависящие от физико-механических свойств материалов инструмента к ог1р-зпа н таимой детали.
При npoi позировании стойкости инструмента выполняют резание этим инструментом заготовки из типичного для этого инструмента материала на наиболее вероятных в условиях практической эксплуатации режимах обработки
В процессе резания контролируют значение амплитуды сигнала акустической эмиссии и производят ее замер в точке второго экстремума кривой и в момент времени, определенный из соотношения.
тн К г„ (Гк,
где Ти - время проведения второго замера; Тп - время проведения первого замера в точке второго экстремума графика амплитуды сигнала акустической эмиссии;
д - заданная точность прогнозирования;
К 0,5...0,7 - эмпирический коэффициент,
После второго замера резание прекращают. Как видно из приведенного уравнения, длительность испытания зависит от требуемой точности прогнозирования; чем большая требуемая точность, тем длительнее испытания. В машиностроении обычно допускается погрешность прогнозирования до 5%, поэтому, если к испытаниям не предъявлены специальные требования, можно принять д - 0,05.
После проведения испытаний прогнозируют стойкость инструмента, Для этого предварительно определенное экспериментальным путем или рассчитанное по приведенному уравнению связи износа и амплитуды сигнала акустической эмиссии значение этой амплитуды при достижении инструментом критического износа, а также результаты двух замеров, проведенных в процессе испытаний, вводят в уравнение
T rn + (Ак-Ап). АН - Ап
где Т - прогнозируемая стойкость;
тп - время первого замера на втором
экстремуме кривой амплитуды сигнала акустической эмиссии;
тн - время второго замера; Ап - амплитуда сигнала акустической эмиссии в точке второго экстремума графика;
АН - амплитуда сигнала акустической эмиссии в точке второго замера;
Ак - амплитуда сигнала акустической эмиссии, соответствующая критическому
износу инструмента.
Пример. Производят прогнозирование стойкости резцов с механическим креплением пластин из твердого сплава ВК8 при наружном точении стали ХВСГ твердостью
HRC 35-40. Режим обработки соответствует наиболее вероятному в условиях практической эксплуатации скорость резания V 200 м/мин, продольная подача S 0.1 мм/об, глубина резания t 1 мм.
в процессе резания контролируется
значение амплитуды сигнала акустической эмиссии и производятся ее замер в точке второго экстремума кривой. Координаты точки второго экстремума имеют следующие значения: время проведения первого замера в точке второго экстремума графика амплитуды сигнала акустической эмиссии тп 1,25 мин и амплитуда сигнала акустической эмиссии в точке второго экстремума
графика Ап 1,45 В.
Второй замер значения амплитуды сигнала акустической эмиссии производятся в момент времени, определенный из соотношения;
Гн К тп (Гк,
где тн - время проведения второго замера; тп - время проведения первого замера в точке второго экстремума графика амплитуды сигнала акустической эмиссии;
(5 - заданная точность прогнозирования;
К 0,5 ... 0,7 - эмпирический коэффициент.
Как показывают предварительно проведенные эксперименты, эмпирический коэффициент К должен выбираться с учетом ожидаемого коэффициента вариации стойкости Var (Т), Рекомендации по выбору эм- , лирического коэффициента К приведены в
5 таблице.
Для испытуемых резцов ожидаемый коэффициент вариации соответствовал Var (Т) - 0,1-0,2, тогда эмпирический коэффициент К 0,6.
Момент времени проведения второю замера значения амплитуды сигнала акустической эмиссии имеет следующее значение
гн К гп ГК 4,53 мин
Амплитуда сигнала акустической эмиссии в точке второго замера Ан 1,588
Амплитуда сигнала акустической эмиссии, соответствующая критическому износу инструмента, определяется по эмпирической зависимости
h k n Ak + k AЈ + m At1 + p, где n, k, m, p - коэффициенты, зависящие от данных условий резания (п 1,6г К -0,5, т 0,06; р - 1.4)
Полученное значение амплитуды сигнала акустической эмиссии, соответствующее критическому износу инструмента 3,92 В Результат расчета значения амплитуды сиг нала акустической эмиссии удовлетвори тельно (с погрешностью до 5%) согласовывался со значением определенным экспериментальным путем
После проведения испытаний npoiно зируется стойкость инструмента Для згою значение амплитуды сигнала акусшчегкои эмиссии при достижении инструментов критического износа, а также результаты двух замеров, проведенных в процессе испытаний, вводится в уравнение
Гн -Гг
Т ТП +
Ј- (Ак - А„),
АН - An
где Т - прогнозируемая стойкость
гп - время первого замерз на г м экстремуме кривой амплитуды сигнал з ;( стической эмиссии,
гн - время второго замера
Ап - амплитуда сигнала акуст.шской эмиссии в точке второго эксфемуна ка,
АН - амплитуда сигнала акусги „ й эмиссии в точке второго замерь
А - амплитуда сишала акустической эмиссии, соответствующая кр m IL oi ./ износу инструмента
0
5
0
5
О
Прогнозируемая стойкость инструмента имеет следующее значение. Т 63.6 мин
Формула изобретения
Способ прогнозирования стойкости режущего инструмента, заключающийся в том, что осуществляют резание инструментом, определяют момент окончания периода приработки инструмента, в этот момент производят измерение информационного параметра, затем вторично производят измерение информационного параметра в один из моментов установившегося режима резания, прогнозируют стойкость инструмента, отличающийся тем, что, с целью уменьшения трудоемкости способа и увеличения его точности в процессе резания регистрируют сигнал акустической эмиссии, момент оюнчания периода приработки инструмента определяют по моменту возникновения второго экстремума амплитуды си|нала акустической эмиссии, в качестве информационного сигнала измеряют амп- лтуду Аи сигнала акустической эмиссии, время вторичного измерения амплитуды Ан сигнала акустической эмиссии определяют по зависимости
гн - К гп д к,
гд Гц - время про дрния ртиричного изме- р
гп время проведения первого измерения,
д - заданная точность прогнозирования,
К 0.5. 0,7 эмпирический коэффициент
э прогнозировании стойкости инструмента осуществляют пи зярисиг- оси1
in
Гн
г,
0
7 (
НАП
Iде Ак - амплитуда с-шнзла акустической э .-иссии, соо ветс Byi-г.щая критическому износ/инструмента
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прогнозирования стойкости режущего инструмента | 1984 |
|
SU1232380A1 |
| Способ оптимизации процесса механической обработки | 1987 |
|
SU1445861A1 |
| СПОСОБ СРАВНИТЕЛЬНОЙ ОЦЕНКИ СВОЙСТВ МАТЕРИАЛОВ | 2012 |
|
RU2495412C1 |
| Способ прогнозирования стойкости режущего инструмента | 1986 |
|
SU1328073A1 |
| УСТРОЙСТВО КОНТРОЛЯ ИЗНОСА И ПРОГНОЗИРОВАНИЯ ОСТАТОЧНОЙ СТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА ДЛЯ СИСТЕМЫ ЧПУ СТАНКА | 2009 |
|
RU2417140C1 |
| Способ определения стойкости режущего инструмента | 1985 |
|
SU1411640A1 |
| Акустико-эмиссионной способ измерения износа узлов трения скольжения | 2023 |
|
RU2830175C1 |
| Устройство для контроля выходных параметров процесса резания | 1980 |
|
SU921689A1 |
| Способ автоматического выбора и поддержания оптимальных режимов обработки | 1981 |
|
SU1024161A1 |
| Способ определения режущей способности инструмента с многогранной режущей пластиной,размещенного в державке | 1983 |
|
SU1138701A1 |
Изобретение относится к испытаниям режущих свойств инструмента и может быть использовано в станкостроении. Целью изобретения является снижение трудоемкости путем исключения необходимости замера износа и повышение точности прогнозирования путем проведения испытаний при непрерывном резании. При прогнозировании стойкости инструмента выполняют резание этим инструментом заготовки из типичного для этого инструмента материала на наиболее вероятных в условиях практической эксплуатации режимах обработки. В процессе резания контролируют значение амплитуды сигнала акустической эмиссии и производят ее замер в точке второго экстремума кривой и в момент времени, определенный из отношения гн К гп (Гк, где Гц - время проведения второго замера; гп - время проведения первого замера в точке второго экстремума графика амплитуды сигнала акустической эмиссии;д- заданная точность прогнозирования; К 0,5...0,7 - эмпирический коэффициент. После второго замера резание прекращают. Длительность испытания зависит от требуемой точности прогнозирования - чем больше требуется тонкость тем длительнее испытание 1 ил 1 табл Ё
Ожидаемый коэффициент
вариации стойкости
Мене° 0,1 О 1 -0,2 0,2- 0,3
Эмпирический коэффициент К
06 0,7
A,h
| Ber A,, «aider S | |||
| The first seconds of cutting wear behaviourr-CTRR Ann., 1982, № 1, p | |||
| Насос | 1917 |
|
SU13A1 |
